



1.金相检验的目的
焊接接头金相检验的目的是了解焊接接头各部位的金相组织。通过对金相组织的分析,可以获取焊缝金属中各种显微氧化类夹杂物的数量、氢白点的分布情况、晶粒度以及热影响区的组织状况。据此研究焊接接头各项性能优劣的原因,为改进焊接工艺、制定热处理规范、选择焊接材料或钢材等提供资料。
2.对试样的要求
金相检验的试样可以从焊接构件上或专制的试片上切取。切取的方法可用剪、锯、刨、铣或砂轮切割(但应避免将试样加热到150℃以上),然后用砂纸打磨或磨削加工,再经细砂纸精磨的试样可以做宏观金相检验。对于微观金相检验用的试样,尚需在精磨的基础上进行抛光,使试样达到无擦痕、划痕的镜面状态。
制备好的试样用水冲洗干净,再用酒精或汽油除去磨片表面上的油污,然后将磨片浸入浸蚀剂或用浸过浸蚀剂的棉花在磨面上擦拭,使光亮的磨面逐渐变成银灰色或暗灰色。浸蚀时间随着金属的化学成分不同而异,浸蚀的深度则依试样的用途而定。对于宏观试样通常采用深浸蚀,而微观试样则采用浅浸蚀。经过浸蚀的试样表面立即用流动水把浸蚀剂冲洗掉,然后用酒精冲掉试样表面的水分并用热风吹干。
3.宏观金相检验
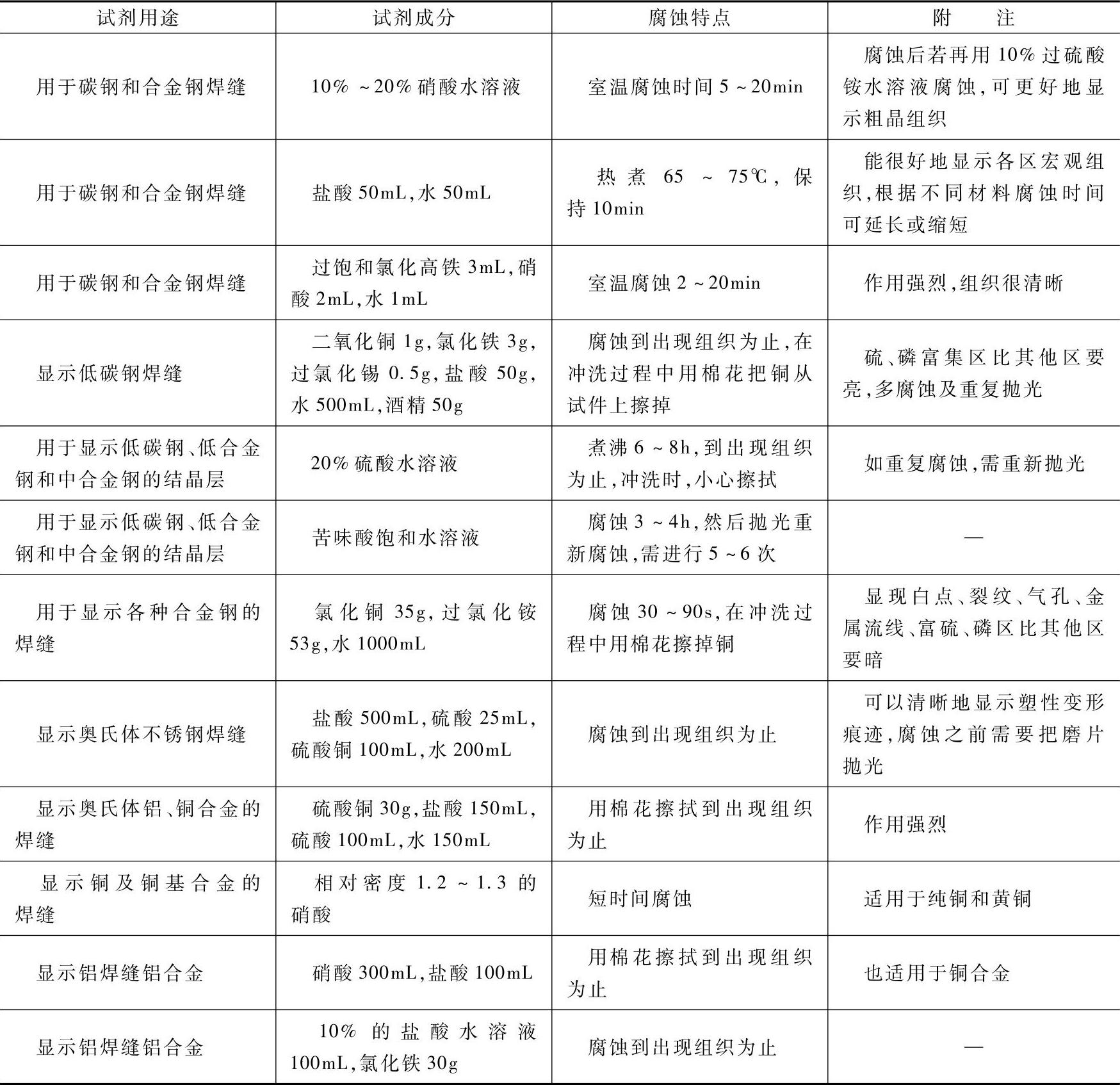
(1)常用的宏观试样腐蚀剂 常用的宏观试样腐蚀剂见表11-60。
表11-60 各种钢及焊接接头宏观腐蚀剂
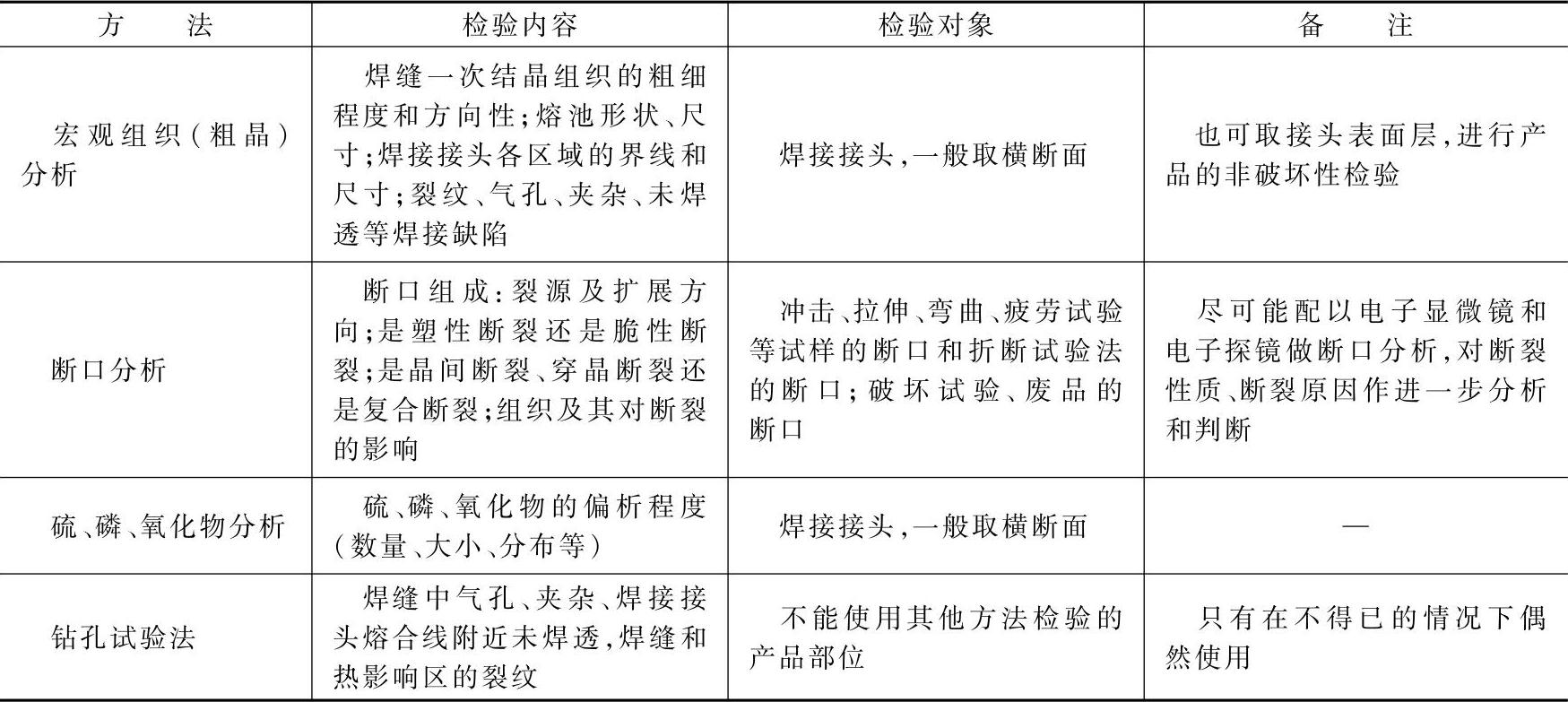
(2)宏观金相检验 宏观金相检验是采用肉眼或放大30偌左右的放大镜直接进行观察。它可以确定焊接接头的组织结构及各区域的界线,还可以确定未焊透程度以及检查焊缝的夹渣、裂纹、气孔、偏析、缩孔等缺陷。宏观金相检验是在金属磨面上进行的,也可直接在焊缝断面上观察到某些低偌缺陷。通过对焊缝断口的观察,可以确定其是塑性破坏还是脆性破坏,也可发现气孔、裂纹、夹杂、未焊透等缺陷。宏观金相检验的方法和对象见表11-61。
表11-61 宏观金相检验的方法和对象
 (https://www.xing528.com)
(https://www.xing528.com)
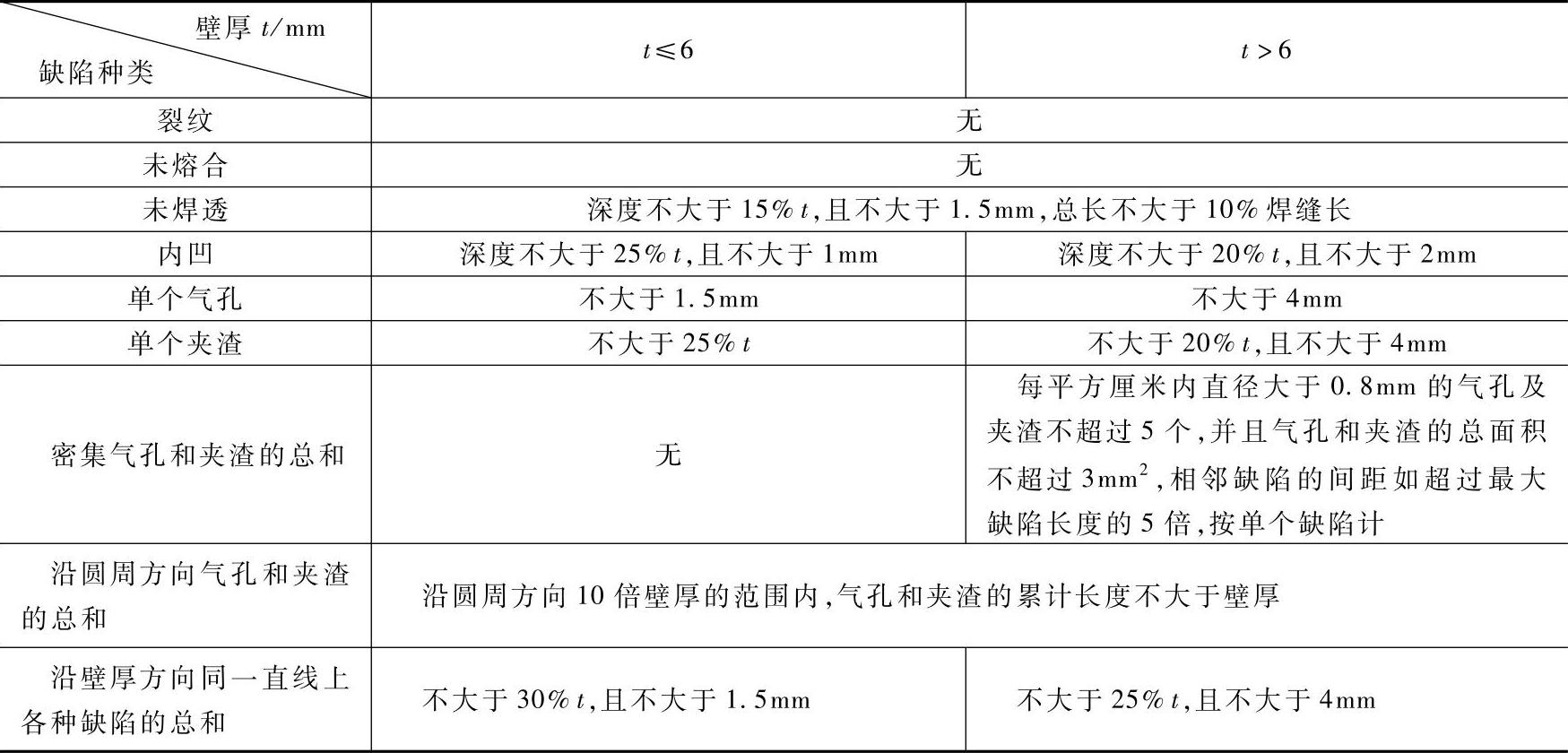
(3)宏观金相检验的合格标准 宏观金相检验的合格标准见表11-62。
表11-62 宏观金相检验的合格标准
4.微观金相检验
它是利用光学显微镜(放大100~200偌)进一步观察焊接接头显微组织的检验方法。通过光学显微镜观察各种组织的形态、颜色等特征,考虑到金属的化学成分、组织所处的位置、组织形成条件等因素来鉴别金属中的各种显微组织。由于金相磨片的制备比较费时,在产品焊接试板的常规检验中只是对合金钢容器才要求做微观金相检验。
焊接接头微观金相检验的重要环节是确定试片截取部位,因为微观金相试片只能制成包括接头部分区域的样品,所以取样部位应是接头中最容易产生缺陷的区域。
微观金相试片先用机械加工方法制成20mm×20mm以下比较规范的试样毛坯。然后将受检面在砂轮上粗磨,基本打磨平滑后,再在不同目数的金相砂纸上磨光。最后用氧化铬、氧化铝或氧化镁等研磨剂抛光,使受检表面呈光亮的镜面。
当试片抛光到符合要求后,先用酒精轻擦受检表面,然后用2%~5%的硝酸酒精熔液浸蚀表面1mm左右,对于碳钢和低合金钢试片,也可采用2%~4%的苦味酸酒精溶液,浸蚀时间为2min左右。不锈钢焊接接头试片需采用盐酸+硝酸(3:1)混合试剂浸蚀。
通过微观金相检验可以确定熔合区、热影响区及母材的组织特征,晶粒大小及大致的力学性能。焊缝金属及热影响区的冷却速度;合金钢焊接时碳化物的析出情况;焊接接头的显微缺陷(如气孔、夹渣、显微裂纹、过热及过烧)。
根据显微组织分析的结果,也能确定焊接材料的类型,焊接方法、焊接工艺以及焊后热处理的规范是否合理。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。