



1.适用范围
本标准适用于金属材料熔化焊焊缝及熔敷金属的拉伸试验。
2.原理
拉伸试验按GB/T 228—2002进行。
除非另有规定,试验应在环境温度为23℃±5℃条件下进行。
3.符号及缩略语
拉伸试验所使用的符号及缩略语遵照GB/T 228—2002的规定。
4.试样的制备
(1)取样位置 试样应从试件的焊缝及熔敷金属上纵向截取。加工完成后,试样的平行长度应全部由焊缝金属组成(见图11-74和图11-75)。
为了确保试样在接头中的正确定位,试样两端的接头横截面可做宏观腐蚀。
(2)标记 每个试件都应做标记以识别其在接头中的准确位置。
每个试样都应做标记以识别其在试件中的准确位置。

图11-74 试样的位置示例(纵向截面)
(3)热处理 焊接接头或试样一般不进行热处理,但相关标准有规定或允许的除外,这时应在试验报告中详细记录热处理的参数。对于会产生自然时效的铝合金,应记录焊接至开始试验的间隔时间。钢铁类焊缝金属中有氢存在时,可能会对试验结果带来显著影响,需采取适当的去氢处理方法。
(4)取样
1)一般要求。取样所采用的机械加工方法或热加工方法不得对试样性能产生影响。
2)钢。厚度超过8mm时,不得采用剪切方法。当采用热切割或可能影响切割面性能的其他切割方法从焊件或试件上截取试样时,应确保所有切割面距离试样的表面至少8mm以上。平行于焊件或试件的原始表面的切割,不应采用热切割方法。
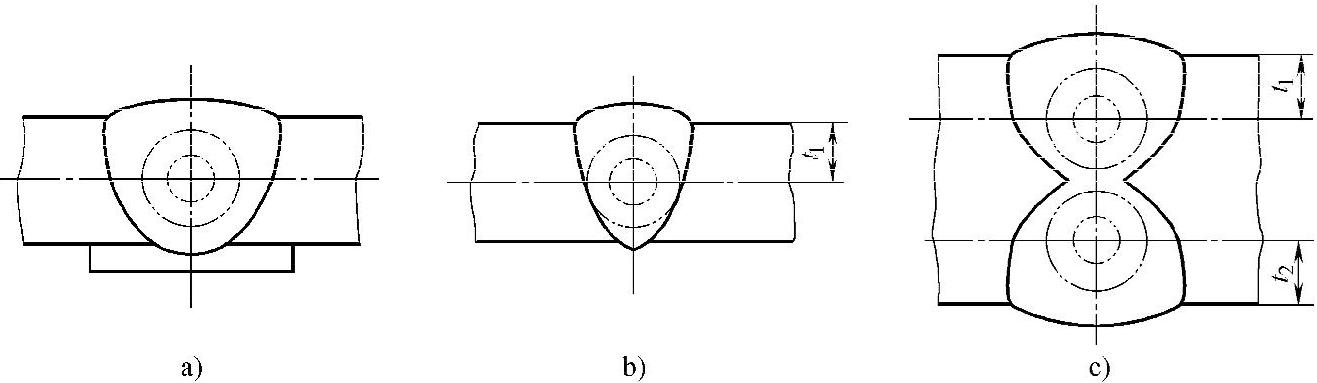
图11-75 试样的位置示例(横向截面)
a)用于焊接材料分类的熔敷金属试样 b)取自单面焊接头的试样 c)取自双面焊接头的试样
3)其他金属材料。不得采用剪切方法和热切割方法,只能采用机械加工方法。
(5)机械加工
1)一般要求。公差按照GB/T 228—2002规定。
2)位置。除非应用标准对受检接头另有规定,试样应取自焊缝金属的中心(见图11-74),其横截面位置按照图11-75规定。未能在中间厚度位置截取试样时,应记录其中心距表面的距离t1(见图11-75b)。在厚板或双面焊接头情况下,可以在厚度方向不同位置截取若干试样(见图11-75c),应记录每个试样中心距表面的距离t1和t2。
(6)尺寸 每个试样应具有圆形横截面,而巨平行长度范围内的直径d应符合GB/T 228—2002的规定。
试样的公称直径d应为10mm。如果无法满足这一要求,直径应尽可能大,巨不得小于4mm。试验报告应记录实际的尺寸。
试样的夹持端应满足所使用的拉伸试验机的要求。(https://www.xing528.com)
(7)表面质量 试样表面应避免产生变形硬化或过热。
5.试验条件
按照GB/T 228—2002规定对试样逐步连续加载。
6.试验结果
(1)一般要求 试验结果应按照GB/T 228—2002确定。
(2)断面检查 试样断裂后,应检验断口表面,在断口上对试验可能产生有害影响的缺欠都应在报告中记录,记录内容包括缺欠类型、尺寸和数量,有白点存在时,应做记录巨仅将白点的中心区域视为缺欠。
7.试验报告
试验报告除应包含GB/T 228—2002规定的内容之外,还应包括以下内容:
1)依据的国家标准。
2)试样的位置,如果需要可附示意图(见图11-74和图11-75)。
3)试验温度。
4)观察到的缺欠类型和尺寸。
5)试样直径d。
典型的试验报告示例如下:
试验报告示例
编号:
依据的焊接工艺规程(WPS)或焊接工艺预规程(PWPS):
依据GB/T 2652—2008进行焊缝及熔敷金属拉伸试验(见表11-53)。
试验结果:
制造商:
试验目的:
产品种类:
母材:
填充金属:
表11-53 依据GB/T 2652—2008焊缝及熔敷金属拉伸试验

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。