



1.适用范围
本标准适用于母材表面大面积耐腐蚀堆焊层超声波探伤,包括熔敷层中堆焊缺陷和熔敷层与母材熔合状况的检验。其他堆焊层的超声波探伤也可参照执行。
2.探伤仪器及探头
1)应采用A型脉冲反射式超声波探伤仪,各项技术指标均应符合JB/T 10061—1999。
2)探头应符合JB/T 10062—1999的要求,推荐采用如下三种类型探头。
①直探头。探头面积一般不应超过625mm2,频率范围2~5MHz探头。推荐采用2.25MHz探头。
②双晶斜探头和双晶直探头。两声束间的夹角应能满足有效声场覆盖全部检测区域,使探头对该区域具有最大灵敏度。
探头总面积不得超过325mm2、频率2.25MHz。为了达到所需的分辩能力,也可采用其他频率,两晶片间绝缘应保证良好。
③纵波斜探头。探头频率范围为2~5MHz。
3.试块
试块应采用与被检工件材质相同或声学特性相近的材料,母材厚度至少为堆焊层厚度的两偌,并按与工件相同的焊接工艺制成,其母材、堆焊层、熔合面均不得大于或等于ф2mm平底孔当量的缺陷存在,试块的表面状态应能代表被检工件的表面状态。当从母材一侧进行检验时,被检验工件的母材厚度与试块的母材厚度差不应超过25mm。试块A为检验堆焊层缺陷所用,试块B1和B2为检验母材与熔敷层之间熔合状况所用,试块型式如图11-55、图11-56和图11-57所示。
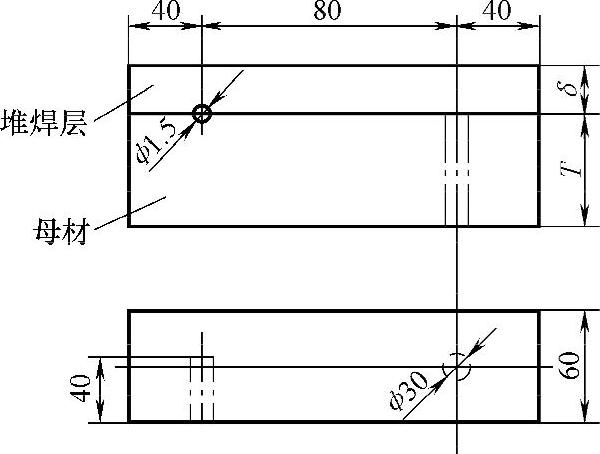
图11-55 试块A
4.探伤系统校正
(1)双晶斜头灵敏度的校正 将探头放在试块A的堆焊层表面上,移动探头,使其从ф1.5mm长横孔获得最大反射波,调整衰减器和增益,使回波幅度为荧光屏满幅的80%±5%,以此作为基准灵敏度。
(2)双晶直探头灵敏度的校正
1)将探头放在试块A的堆焊层表面上,移动探头,使其从ф3mm平底孔获得最大反射波,调整衰减器和增益,使回波幅度为荧光屏满幅的80%±5%,以此作为基准灵敏度
2)将探头放在试块B1堆焊层一侧,使ф10mm平底孔回波幅度为荧光屏满幅的80%±5%,以此作为基准灵敏度。
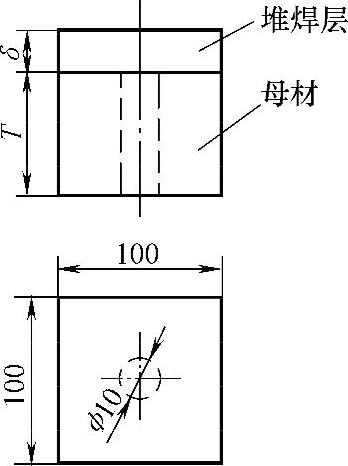
图11-56 试块B1
(3)纵波斜探头灵敏度的校正 将探头放在试块A母材一侧,移动探头,使其从ф1.5mm长横孔获得最大反射波,调整衰减器和增益,使回波幅度为荧光屏满幅的80%±5%,以此作为基准灵敏度。(https://www.xing528.com)
(4)单直探头灵敏度校正 将探头放在试块B1堆焊层一侧或试块B2母材一侧,使ф10mm平底孔回波幅度为荧光屏满幅的80%±5%,以此作为基准灵敏度。
5.堆焊层的表面状态
进行超声波探伤时,堆焊层的表面应符合检验工艺规程要求,能保证探头做正常的扫查。
6.检验工艺规程
1)检验可从堆焊层一侧或母材一侧进行,从任意一侧均应保证探头和接触面良好的声学耦合,耦合剂推荐采用工业浆糊。
2)应采用试块A和试块B1和B2校正的两个基准灵敏度对堆焊层进行检验。如对检验结果有疑问,可从另一侧补充检验。
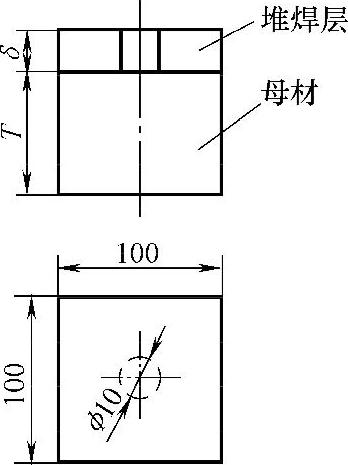
图11-57 试块B2
3)扫查灵敏度应在基准灵敏度基础上提高6dB。扫查速度不大于150mm/s,每次扫查覆盖率应大于探头直径的15%。
4)双晶探头扫查时,分隔压电晶体的平面应平行于堆焊方向。
5)仪器连续工作2~4h及探伤完毕后,应对系统灵敏度进行校对。如相差±2dB,应重新校对灵敏度并对已检验部位重新检验。
6)所有反射信号均按基准灵敏度评定。
7.检验报告
检验报告至少应包括以下内容:
1)工件名称、材质、堆焊材料、编号和委托单位。
2)仪器型号、探头规格、试块、灵敏度校正、耦合剂和耦合补偿。
3)检验部位和数据、检验部位草图、检验标准和检验结果。
4)操作人员及其资格,审核人员及其资格。
5)探伤日期。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。