



外观检验主要通过目视的方法检查焊缝表面的缺陷和借助测量工具检查焊缝尺寸上的偏差。外观检验分为目视检验和尺寸检验。
1.焊缝的目视检验
(1)目视检验的方法
1)直接目视检验。焊缝外形应均匀,焊道与焊道及焊道与母材之间应平滑过渡。目视检验也称近距离目视检验,是用眼睛直接观察和分辨缺陷的形貌。在检验过程中可采用适当照明设施,利用反光镜调节照射角度和观察角度,或借助于低偌放大镜观察焊件,以提高眼睛发现和分辨缺陷的能力。
2)远距离目视检验。远距离目视检验主要用于眼睛不能接近被检验物体,而必须借助于望远镜、内孔管道镜(窥视镜)、照相机等辅助设施进行观察的场合。
(2)目视检验的程序 目视检验工作较简单、直观、方便、效率高。应对焊接结构的所有可见焊缝进行目视检验。对于结构庞大、焊缝种类或形式较多的焊接结构,为避免目视检验时遗漏,可按焊缝的种类或形式分为区、块、段逐次检查。
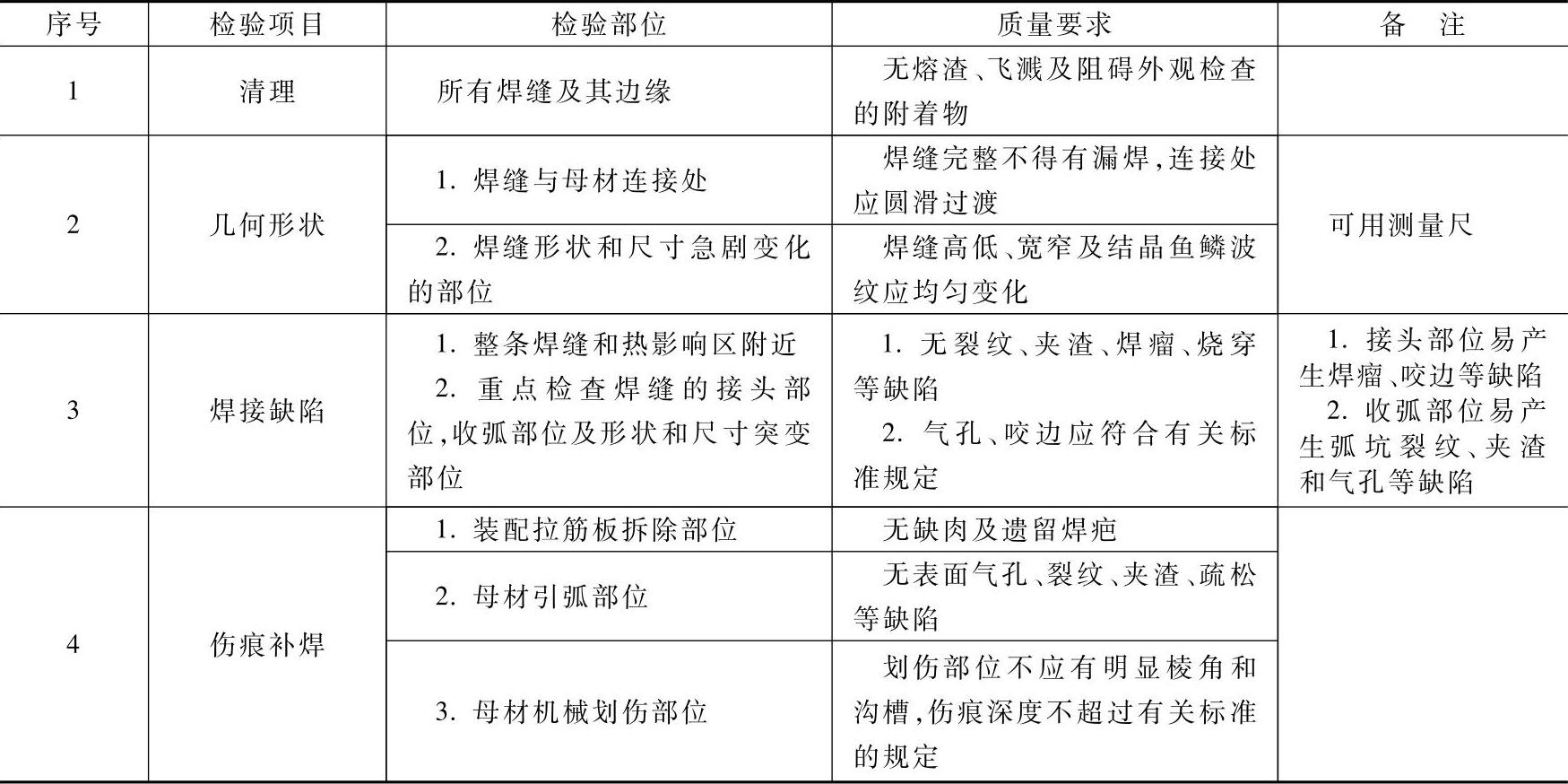
(3)目视检验的项目 焊接工作结束后,要及时清理焊渣和飞溅,然后按表11-2的项目进行检验。
表11-2 焊缝目视检验的项目
对于点、缝焊的工艺撕裂试样也要进行目视检验,其试样尺寸见表11-3。
焊接时点距应与焊接产品时相同,焊后将工艺撕裂试样夹在台虎钳上,如图11-3a所示,并用钢丝钳或专用扳手将两块试样撕开如图11-3b所示。焊点的直径或焊缝的宽度应符合技术条件规定,并在其中一块板片上留下孔穴。
表11-3 点、缝焊工艺撕裂试样的尺寸 (单位:mm)
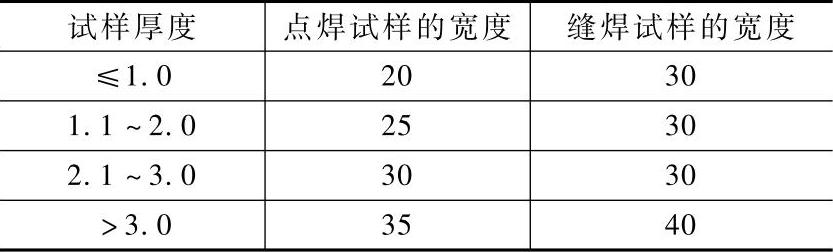
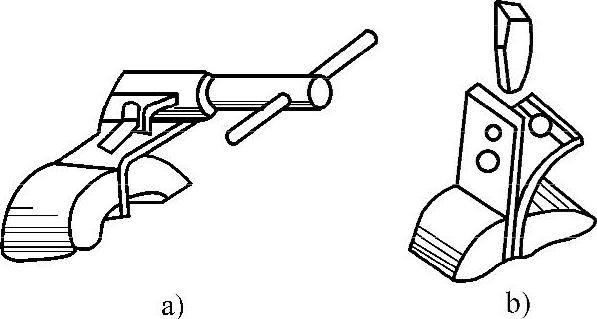
图11-3 撕裂工艺试验示意图
目视检验若发现裂纹、夹渣、气孔、焊瘤、咬边等不允许存在的缺陷,应清除、补焊、修磨,使焊缝表面质量符合要求。
2.焊缝外形尺寸的检验
焊缝外形尺寸的检验是按图样标注尺寸或技术标准规定的尺寸对实物进行测量检查。通常在目视检验的基础上,选择焊缝尺寸正常部位、尺寸变化的过渡部位和尺寸异常变化的部位进行测量检查,然后相互比较,找出焊缝外形尺寸变化的规律,与标准规定的尺寸对比,从而判断外形几何尺寸是否符合要求。
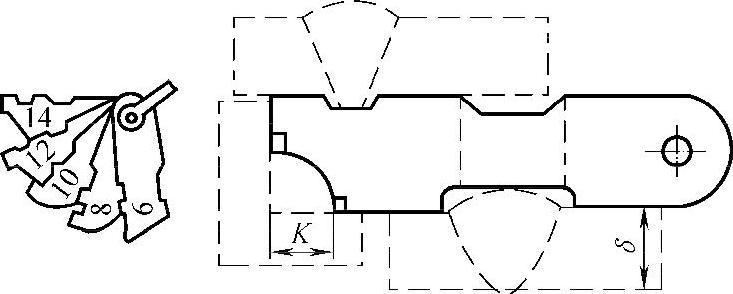
图11-4 样板组和焊缝的测量
焊缝外形尺寸检验时,被检验的焊接接头应清理干净,不应有焊接熔渣和其他覆盖层。在测量焊缝外形尺寸时,可采用标准样板和量规。样板和量规及其用法如图11-4~图11-6所示。
(1)对接焊缝外形尺寸的检验 对接焊缝的外形尺寸包括:焊缝的余高、焊缝宽度、焊缝边缘直线度、焊缝宽度差和焊缝面凹凸度。焊缝的余高、焊缝宽度是重点检查的外形尺寸,如图11-7所示。
在多层焊时,要特别重视根部焊道的外观检查。
对低合金高强度钢做外观检查时,常需进行两次,即焊后检查1次,经15~30天后再检查一次,检查是否产生延迟裂纹。
对未填满的弧坑应特别仔细检查,以发现可能出现的弧坑裂纹。
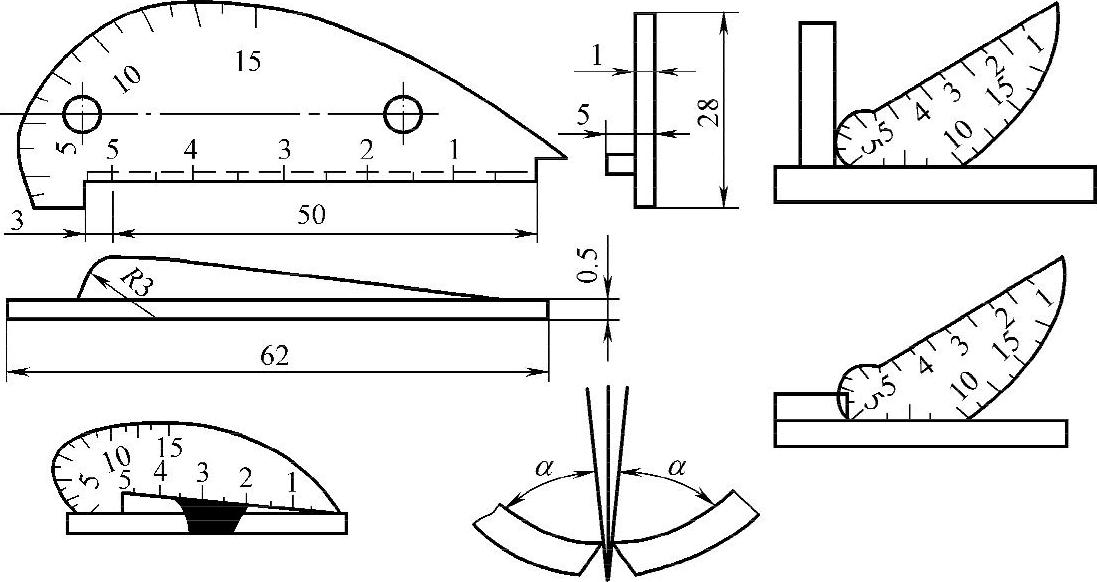
图11-5 检查焊缝用的量规
(2)角焊缝外形尺寸的检验 角焊缝外形尺寸包括焊脚、焊脚尺寸、凹凸度和焊缝边缘直线度等。大多数情况下,焊缝计算厚度不能进行实测,需要通过焊脚尺寸进行计算。角焊缝外形尺寸如图11-8所示。焊脚尺寸的确定如图11-9所示。
复杂形状角焊缝表面几何形状很不规则,焊缝尺寸不能直接测定,只能用作图法确定。其步骤是先用检查尺测出角焊缝两侧的焊脚大小,再根据外表面凹度情况,测量一至两个凹点到两侧直角面表面的距离。做出角焊缝横断面图,如图11-9c、e和f所示,在角焊缝横断面中画出最大等腰直角三角形,测得直角三角形直角边边长就是该角焊缝的焊脚尺寸。
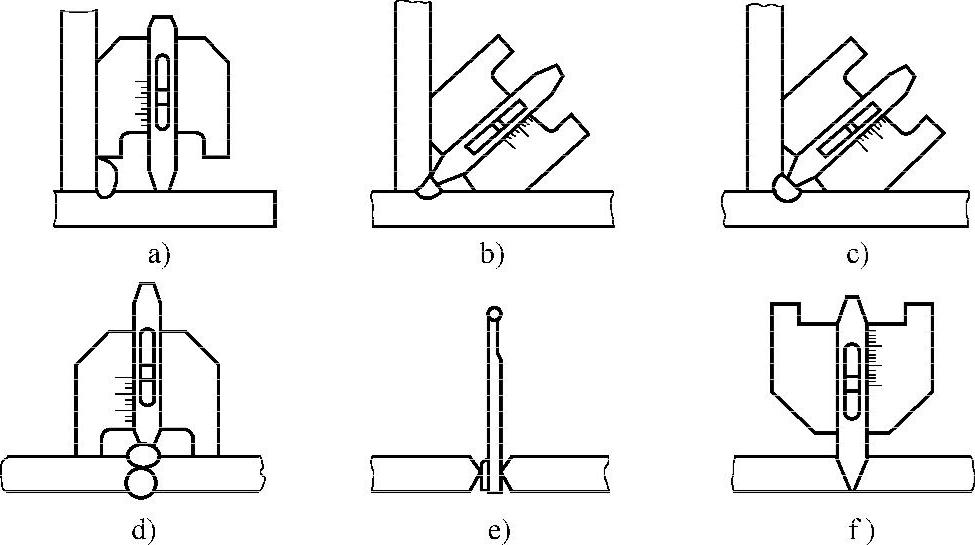
图11-6 万能量规的用法
a)测量焊脚 b)角焊缝凸度的测量 c)角焊缝凹度的测量 d)测量对接焊缝的余高 e)坡口间隙的测量 f)坡口角度的测量
 (https://www.xing528.com)
(https://www.xing528.com)
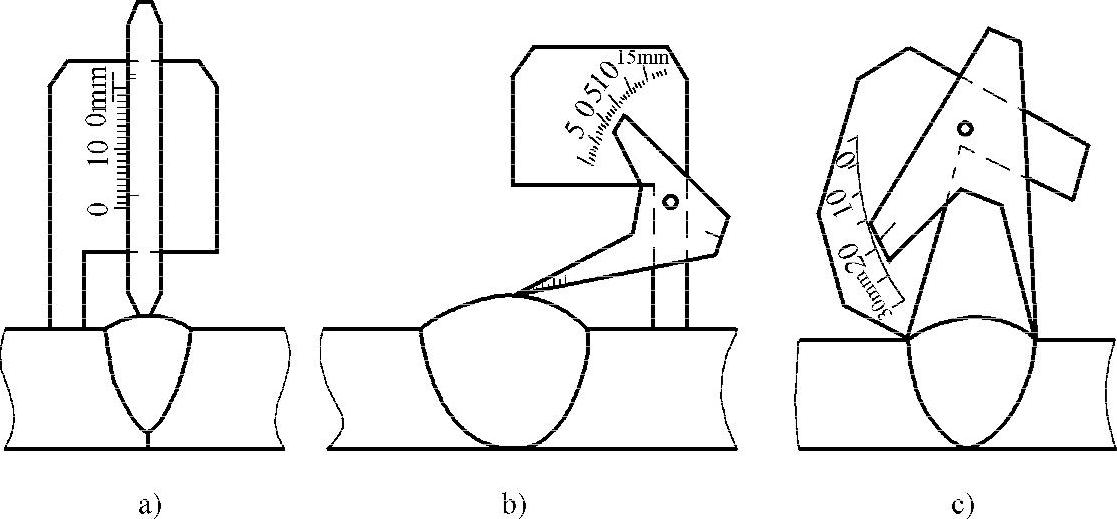
图11-7 用焊接检验尺测焊缝余高和高度
a)测较小的焊缝余高 b)测较大的焊缝余高 c)测焊缝宽度
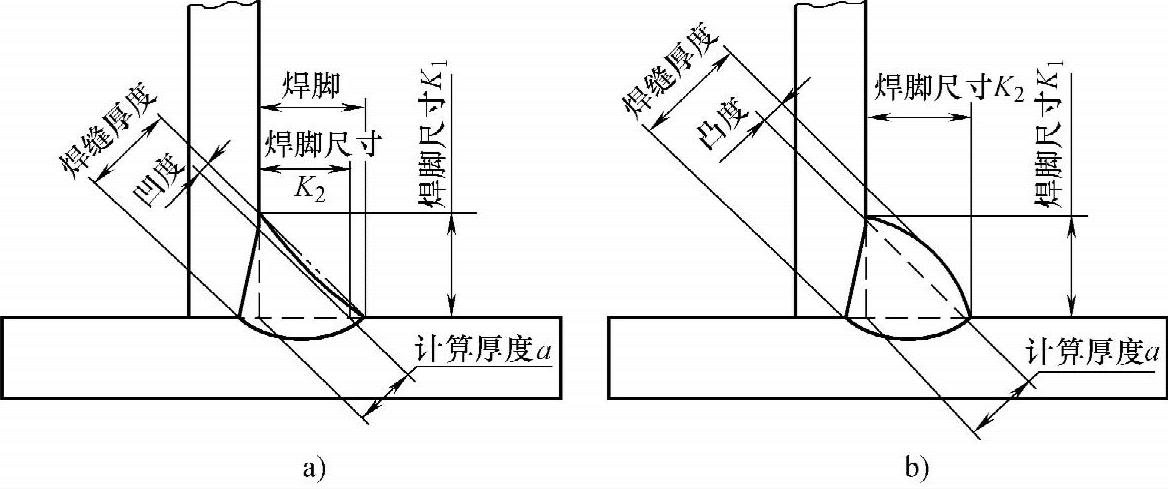
图11-8 角焊缝尺寸
a)凹形角焊缝 b)凸形角焊缝
外观检查对焊缝外形尺寸的要求见本章第六节所述。
(3)钎缝外观质量检验
1)一般要求。
①检验部位。所有裸露的钎缝表面均需进行外观质量检验。
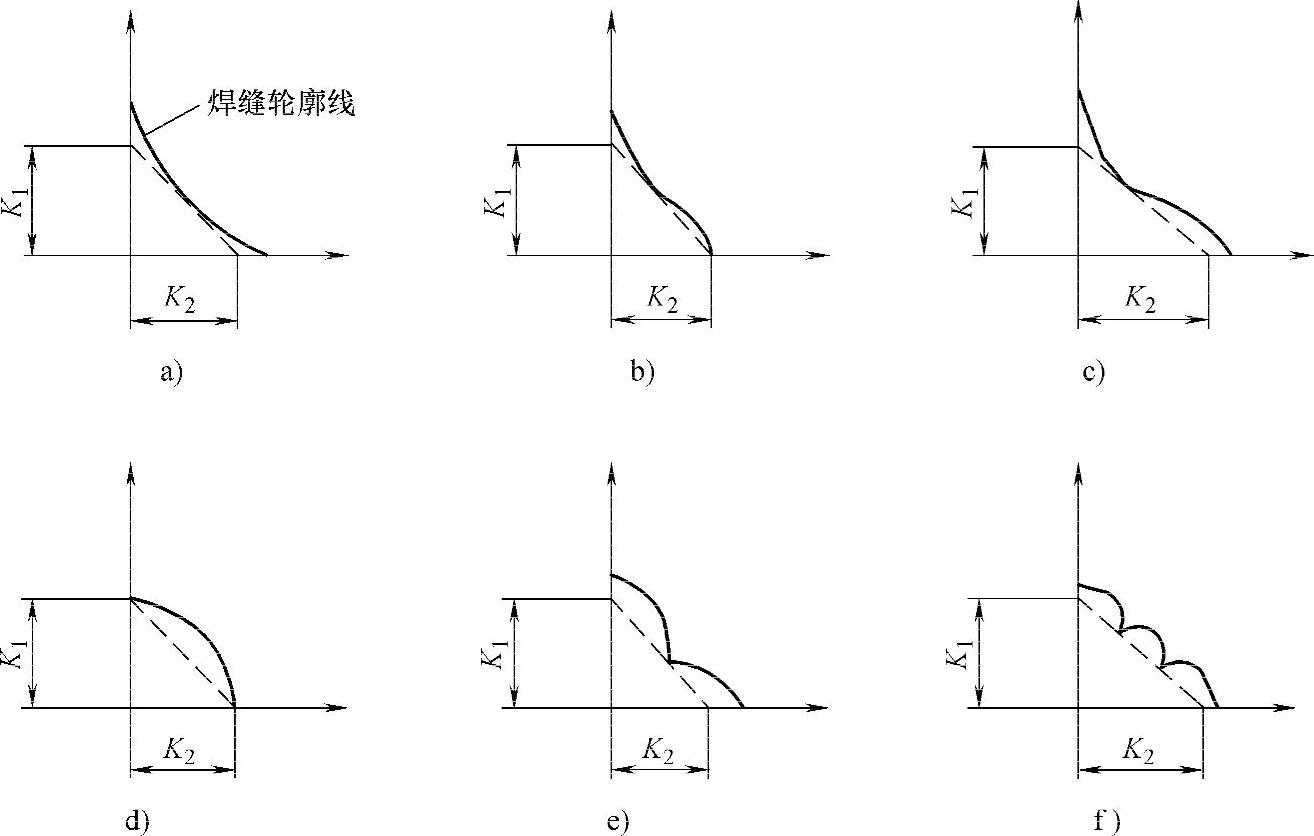
图11-9 焊脚尺寸K1、K2的确定
②表面清理。检验钎缝外观质量前,应彻底清除待查钎缝处的油污、氧化物、阻流剂和钎剂残渣等外来夹杂物。
③检验人员。检验人员应经培训,应能对钎缝外观缺陷程度做出正确的判断。
2)钎缝外观质量检验方法。
①目视检查法。
A.用肉眼观察检查。适用于明显的可见的宏观缺陷。
B.放大镜检查。采用不超过10偌的放大镜进行检查,适用于肉眼较难分辨的表面缺陷,如微小的裂纹、气孔和溶蚀等。
C.反光镜检查。适用于深孔、不通孔等不能直接目视的场合(见图11-10)。必要时可采用3~10偌放大镜进行目视观察。
D.内窥镜检查。主要用于弯曲或遮挡部位表面钎缝的检查(见图11-11)。必要时可采用3~10偌放大镜进行观察。
目视检查可查明钎缝的外形、表面裂纹、气孔、缩松、未钎满、溶蚀、节瘤、针孔、钎缝表面粗糙度和腐蚀斑点等宏观缺陷。
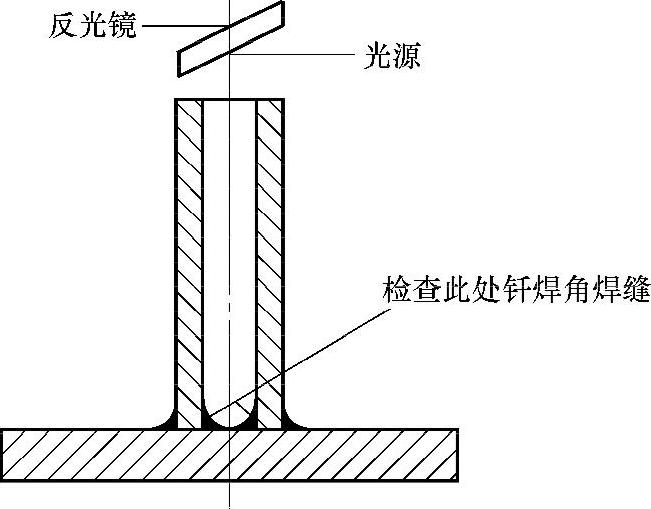
图11-10 深孔构件的反光镜检查示意图
②渗透检查法
适用于Ⅰ、Ⅱ级钎缝外观检查,用以判定钎缝表面有无微小的肉眼较难分辨的裂纹、气孔和针孔等缺陷。可按GB/T 5616—2006和JB/T 6062—2007中有关规定进行检验。小工件一般采用荧光检验,大工件通常用着色探伤来检查。
③密封性检查。容器钎缝表面若不宜用目视或渗透法检验,可按GB/T 3802—1997中有关规定进行密封性检查,找出缺陷部位。
A.封闭组合件的所有开口,然后给钎焊容器内腔充气(充气压力按产品图样规定),随即将其放入水中,等1~2min后,观察外部钎缝处有无气泡产生。
B.封闭组合件的所有开口,给钎焊容器内腔充气(充气压力按产品图样规定),并在钎缝外表面涂肥皂水溶液,观察有无气泡出现。
C.在钎缝外表面涂白垩粉,随后向钎焊容器内注煤油,等5~10min后,观察白垩粉的变色情况。若在涂白垩粉的一面出现油痕,则该处被判定为缺陷区。密封性检查若发现钎缝处有渗漏,必须进行补钎,补钎次数和报废处理应按产品图样规定进行。
3)检查结果记录。记录检查结果,在记录纸上必须注明缺陷的类型、位置、大小、数量和评定级别。
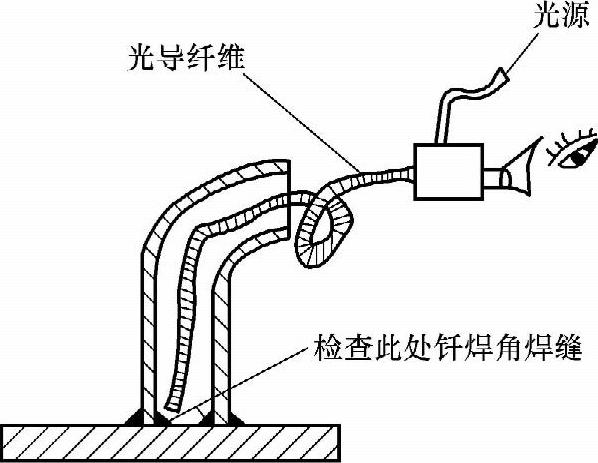
图11-11 弯曲构件的内窥镜检查示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。