



【摘要】:产品在生产过程中可以采用各种检验方式来达到质量保证与控制。表11-1 质量检验方式的分类及其特征重型或大型复杂的焊接结构,多是单件或小批生产,为了及时发现制造过程中的质量问题,避免产生废品,一般对每一道关键工序都采取预先检验、中间检验和最后检验的方式。为了缩短生产周期,减少检验费用,在下列情况下可考虑采用抽检,即部分产品检验。
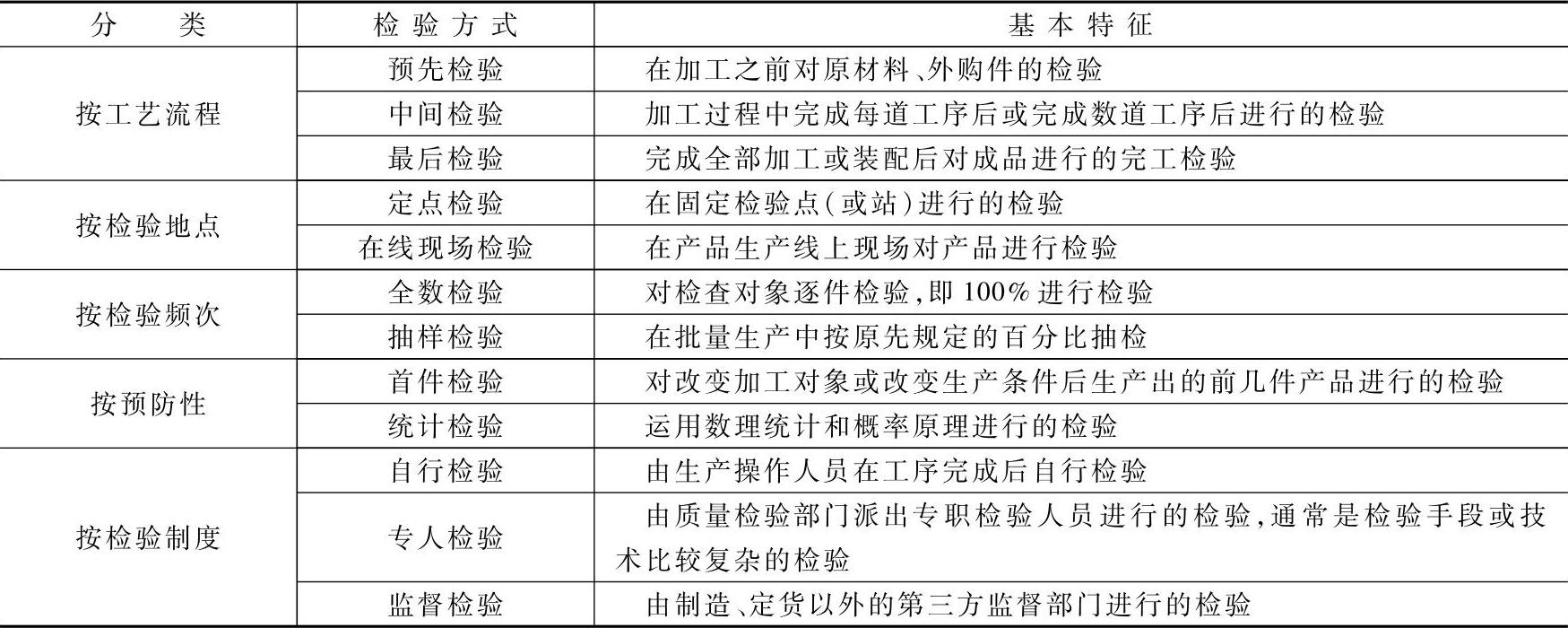
产品在生产过程中可以采用各种检验方式来达到质量保证与控制。有些产品在标准或技术要求中就明确规定了检验方式,有些产品须在检验设计时根据需要和可能性选定。表11-1列出了常用的检验方式。
表11-1 质量检验方式的分类及其特征
重型或大型复杂的焊接结构,多是单件或小批生产,为了及时发现制造过程中的质量问题,避免产生废品,一般对每一道关键工序都采取预先检验、中间检验和最后检验的方式。在批量生产过程中,在下列情况下宜采用全检,即100%的产品检验。
1)产品价值很高,出现一个废品能带来很大经济损失时。
2)产品质量好坏会给人们生命安全带来很大危害时。
3)条件允许的检验,如焊接的表面缺欠等。
4)抽检后发现不合格品较多或整批不合格时。(https://www.xing528.com)
为了缩短生产周期,减少检验费用,在下列情况下可考虑采用抽检,即部分产品检验。
1)在产品上有相同类型的焊缝,巨在同一工艺条件下焊接的,可抽检部分焊缝。
2)产品数量很多,而加工设备优良,质量比较稳定可靠时,可抽检其中部分产品。
3)被检对象是生产线上连续性产品,如高频焊管、压制涂料焊条等。
4)对产品的力学性能和物理性能要做破坏性试验时,或对特殊产品做爆破试验时,如液化石油气钢瓶、乙炔钢瓶等产品。
抽检的对象必须有代表性,抽检百分比视加工设备完好程度、工艺水平高低和产品的重要性等因素综合确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。