



1.断口分析试验
目前使用的有宏观断口分析试验和微观断口分析试验两种方法。
(1)断口试样的保存和清理 断口记载着元件断裂时所经历的过程和断口瞬间的变化状态。因此,保持断口的原始状态是非常重要的。制取断口后应立即进行观察和分析。如果由于地点和时间的限制,无法做到时,断口应很好地保存。此外,如果断口已受到污染,还应进行清洗。不同的情况下,断口的清理的方法也不相同,常用下述几种方法:
1)对于新鲜的断口,应立即放入干燥箱内不必清洗。
2)对于有油污的断口,可先用汽油清洗,然后用丙酮、三氯甲烷、石油醚或苯等有机溶剂浸泡,用软刷去除残余油污,也可用蒸汽或超声波方法清除。
3)对于有灰尘等附着物的断口,可先用干燥空气吹,然后用乙醇或丙酮等溶液清洗。
4)对于有腐蚀产物的断口,为了了解腐蚀产物的种类以及分析断裂原因,通常先用X射线、电子探针、扫描电镜等进行产物分析,然后用电化学法(见表10-9)或化学法(见表10-10)去除腐蚀产物。
处理后,试样应马上放入稀Na2CO3或NaHCO3溶液中清洗,再用蒸馏水、酒精清洗并吹干保存。
(2)宏观断口分析 它是用肉眼、放大镜或立体光学显微镜(50偌以下),对试样的断口进行观察分析。
宏观断口分析主要用来分析主断面的整体情况,如断口形貌、裂纹源、裂纹扩展方向、有无其他焊接缺陷以及变形程度等。同时,根据断口表面的颜色、反光与否、表面粗糙程度、人宇纹花样、疲劳纹以及断口边缘的情况,可以初步判断断裂的性质。
通过宏观断口分析,可以初步确定裂纹源:
1)若在断口上有“人”宇形纹路(见图10-58)当表面无应力集中情况时,在两组“人”宇形纹路的汇合处则是裂纹源;当表面有应力集中情况时,情况相反。
2)若在断口上有放射棱线(见图10-59),则放射棱线的放射中心为裂纹源。
3)若在断口上有疲劳裂纹,裂纹源通常是在疲劳裂纹的曲率中心点。
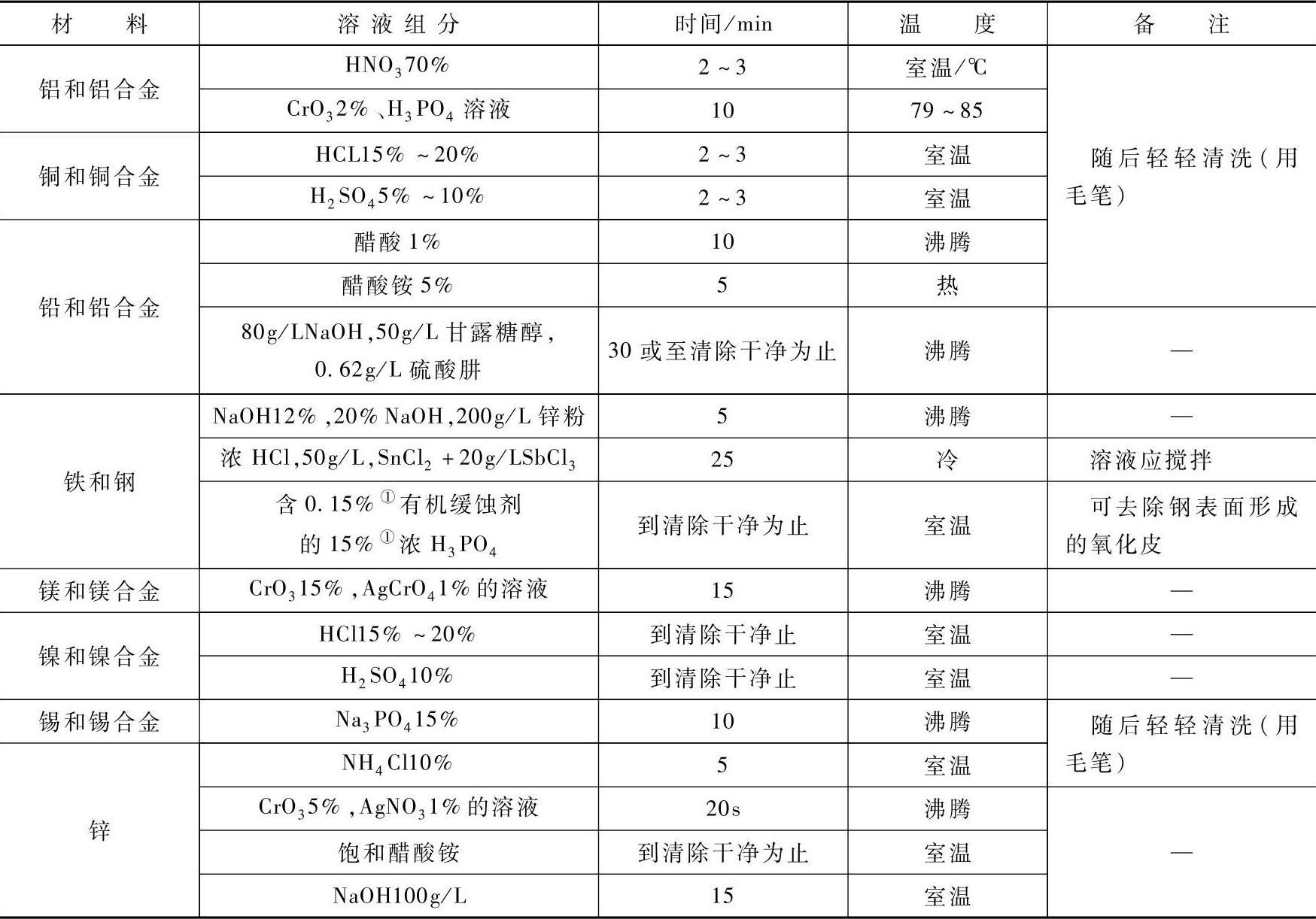
4)若在断口四周外缘除一处外都有剪切唇,则无剪切唇处一般为裂纹源,如图10-60所示。
表10-9 清除腐蚀产物的电化学方法

表10-10 清除腐蚀产物的化学方法
①指溶液的体积分数,除g/L外,其余为质量分数(%)。
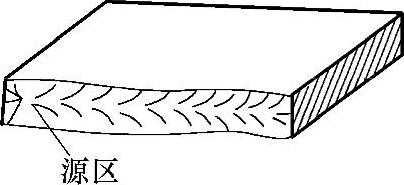
图10-58 按“人”宇形走向确定裂纹源
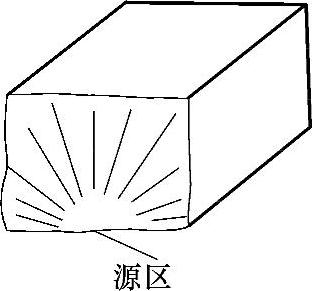
图10-59 按放射棱线确定裂纹源(https://www.xing528.com)
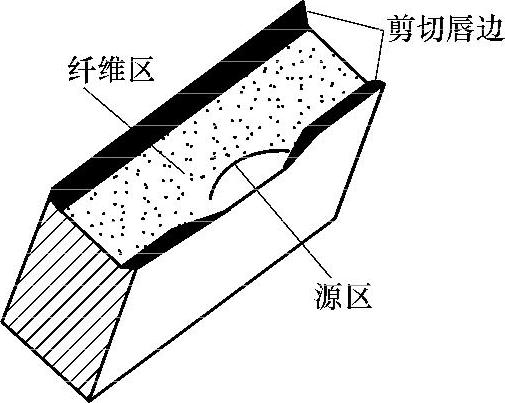
图10-60 按剪切唇确定裂纹源
5)对于四周带有剪切唇或杯锥形的断口,其裂纹源一般都在心部。
(3)微观断口分析 微观断口分析试验需要利用专门的仪器进行工作。用得最多的是电子显微镜、电子探针、俄歇能谱仪、离子探针和X射线晶体体衍射仪等。
通过微观断口分析可以对断口表面做更深入、更细致的观察和检测,可以进一步澄清断裂的性质、断裂的途径,从而确定断裂的原因。同时还可以用来研究金属材料断裂的机理,当宏观断口分析得不出确定的结论时,就需要进一步做微观断口分析来加以解决。
微观断口分析试验除了用于观察断口的微观形态外,还可以用来研究断口的细节。例如,用X射线晶体衍射仪可以确定断口上第二相、夹杂物、腐蚀产物的相结构;利用电子探针可以测出微区的成分;利用俄歇能谱和低能电子能谱仪,可以测定晶界偏析的微量元素P、Sn、Tb的浓度和厚度;利用离子探针可以测定电子探针无法测量的轻元素,如H2、C、B等的质量分数和分布情况。在裂纹源微区出现的各种异常现象常常是导致宏观开裂或断裂的原因。
2.金相分析试验
取样应选择失效产品上能准确反映所要研究问题全部信息的部位,例如如果属于断裂失效,应在断口附近巨包括裂纹源的部位取样;如果是产生裂纹,应在裂纹的始端取样。可以采用机械切割、火焰切割、电化学切割等方法制取试样,但是采用火焰切割方法时,由于切口处金属严重受热,使组织发生变化,应预留20~30mm,待气割后,再用其他方法去掉。
对于样品较小、质地较软、形状不规则或必须观察试样边缘处组织的场合,需将试样进行镶嵌与夹持。
镶嵌时,将试样放入金属环内,如图10-61所示,用低熔点合金或硫磺充填四周并加热到150℃,使试样冷却后固定。夹持时,将试样夹在螺钉夹内,如图10-62所示,在试样中间加一些硬度与试样相近的金属填片,以便磨制时可保持试样的边缘。
金相分析试验方法同样可分为宏观金相分析和微观金相分析两大类,其试验方法与一般焊接接头金相分析方法相同。
3.无损检测试验
通过无损检测试验,可以使失效产品在不人为破坏的条件下,利用物理的某些现象迅速而可靠地判定其表面和内部缺陷的数量、大小和位置。
4.化学成分分析
化学成分分析分为以下两大类:
(1)大体积材料化学成分分析 主要用来判断母材金属和焊缝金属的化学成分是否符合技术条件的规定,是否存在选材上的错误。常用的方法是化学分析法以及各种物理方法,如光谱法、磁法、热电法等。
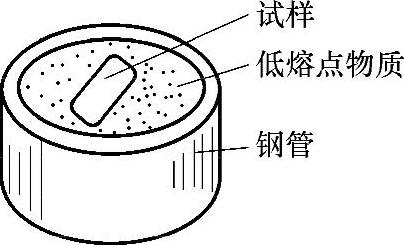
图10-61 粘合镶嵌
(2)微区化学成分分析 主要用来鉴别断裂处某元素的浓度,以及夹杂物、腐蚀产物或氧化膜的种类等。常用的方法是利用电子探针、离子探针和能谱仪等。
5.材料性能试验
即采用常规的焊接接头力学性能试验、金属焊接性试验、焊接接头耐腐蚀试验等来检测焊接接头的材料性能是否符合原设计要求。
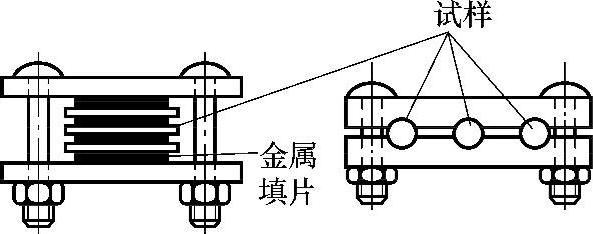
图10-62 机械夹持法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。