



1.正确选用材料
选择材料的基本原则是既要保证结构的使用安全,又要考虑经济效果。一般地说,应使所选用的钢材和焊接用填充金属材料保证在使用温度下具有合格的缺口韧度,其含义如下:
①在结构工作条件下,焊缝、热影响区、熔合线的最脆部位具有足够的抗开裂性能,母材金属应具有一定的止裂性能。
②随着钢材强度的提高,断裂韧度和工艺性一般都有所下降。因此,钢材和强度和韧度要兼顾,不能片面追求强度指标。
通常是从缺口韧性和断裂韧度两方面进行材料选定。
(1)按缺口韧性试验选择材料 冲击试验简单易行,巨已积累较多的经验,故仍然是目前广泛采用的选用、验收和评定材料韧性的试验方法。表10-4介绍几种国外标准对钢材和焊缝金属的缺口韧性要求,表10-5为国产常用钢材和焊材对缺口韧性的要求。选用表中的材料时,其工作温度必须高于其相应的试验温度。
(2)按断裂韧度来选择材料 断裂韧度KIC、δC、JIC等是评定材料抗断性能的指标,同样也作为选择材料的依据。但是当选择某一用途的结构材料时,必须综合考虑强度和韧度两方面的要求。图10-25说明常用金属材料普遍存在着屈服强度与断裂韧度成反比的关系。KIC/ReL之比值称抗裂比,抗裂比大的材料(即韧性好而强度低的材料)容易因强度不够而失效,这属于传统强度条件解决的问题。抗裂比小的材料(即高强度材料),则容易因断裂韧度不足而引起低应力的脆性断裂,而使强度未得到充分发挥。所以选材最理想的情况是同时满足传统的强度条件和断裂力学断裂准则,这样确定材料的屈服强度可达到最优的强度水平。
表10-4 国外标准对钢材和焊缝金属缺口韧性的要求
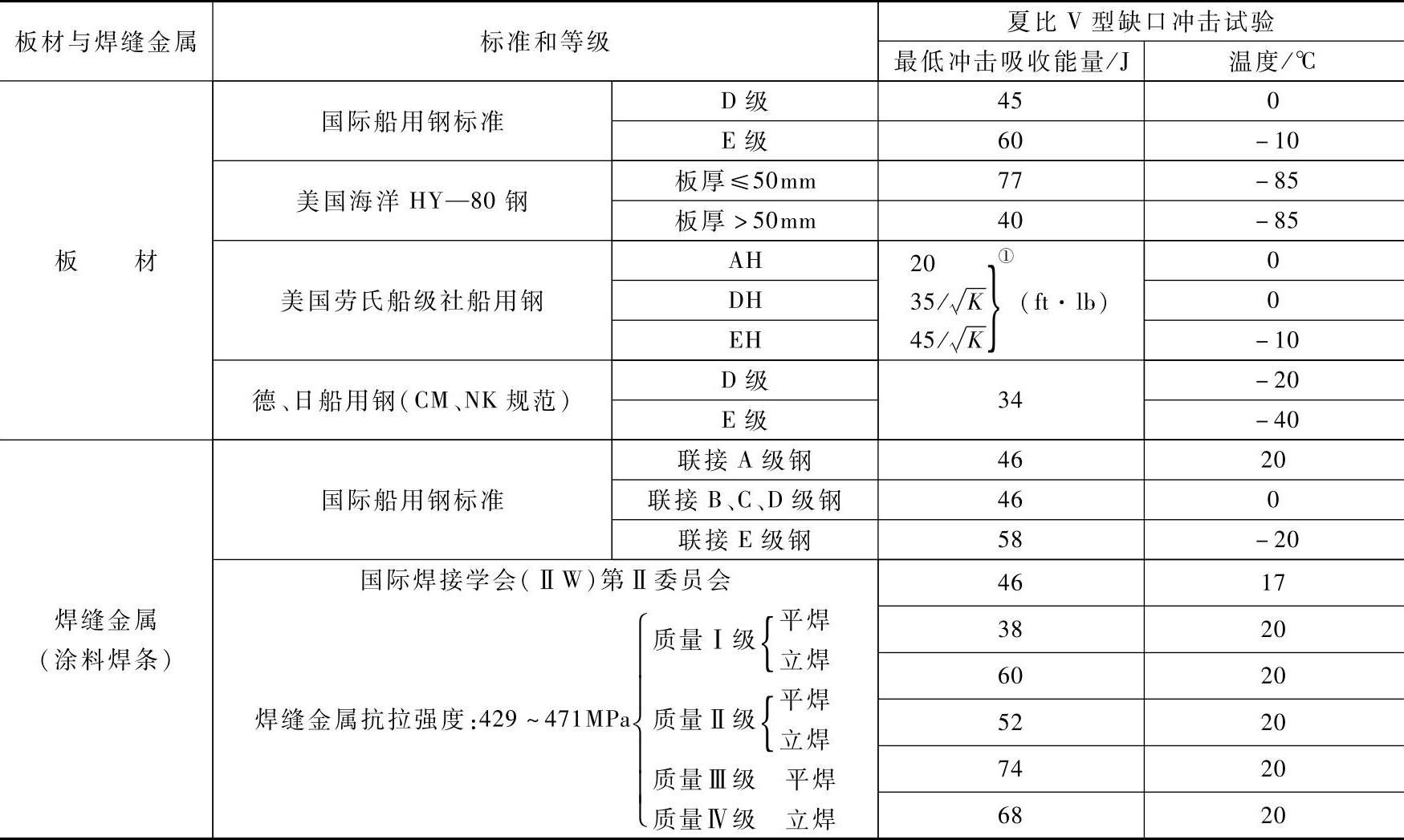
①对强度级别较高的船用钢(σs=353MPa),须用低碳钢冲击吸收功乘以系数 修正。
修正。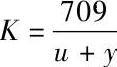 ,u—平均抗拉强度,y—材料屈服强度上限(kgf/mm2,1kgf/mm2=9.80665MPa)
,u—平均抗拉强度,y—材料屈服强度上限(kgf/mm2,1kgf/mm2=9.80665MPa)
表10-5 国产常用材料对缺口韧性的要求
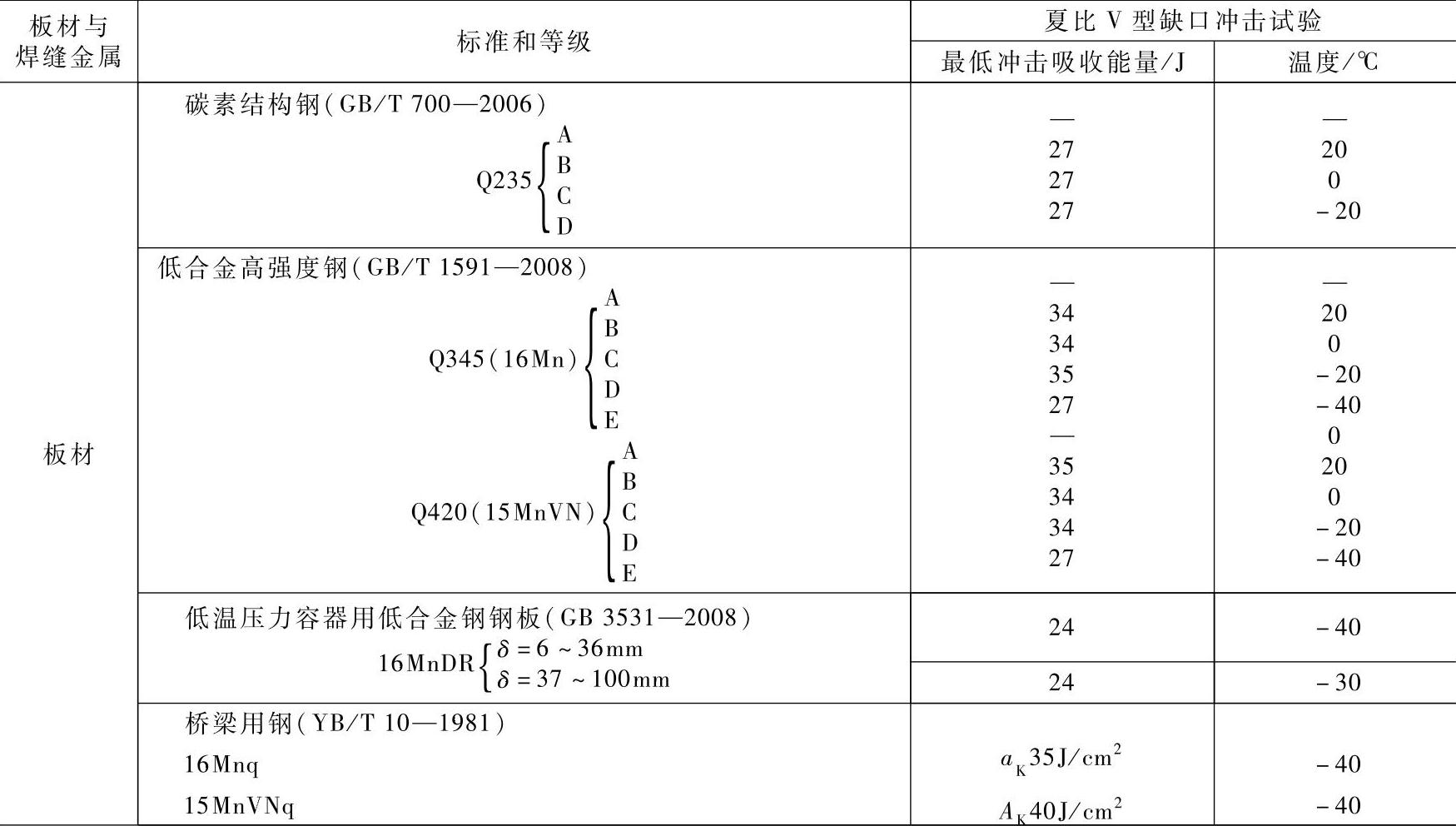
(续)
①F×1×2×3-H×××为焊剂牌号,×3是对冲击韧度值的要求,H×××为焊接试板用的焊丝,按GB/T 4241—2006、GB/T 14957—1994、YB/T 5092—1996规定选用。
②F×1×2×3×4-H×××为焊剂型号,×3是对冲击韧度值的要求。H×××同上。
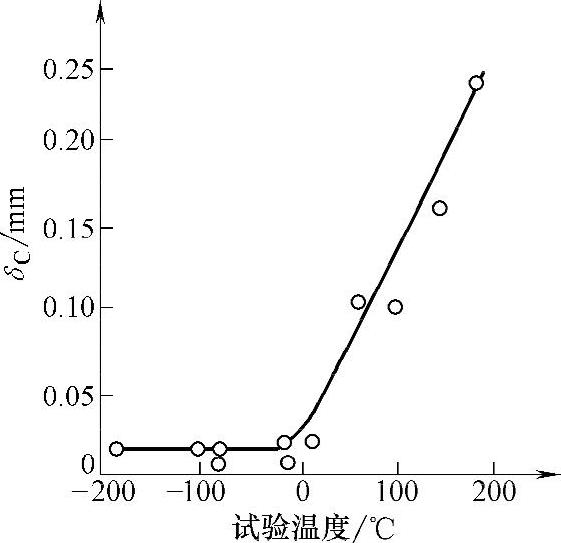
温度对材料的断裂韧度有显著影响,如图10-26和图10-27所示。所选材料的工作温度应高于断裂韧度的试验温度。
2.采用合理的焊接结构设计
设计有脆断倾向的焊接结构,应当注意以下几个基本原则:
(1)尽量减少结构或焊接接头部位的应力集中
1)在一些构件截面改变的地方,必须设计成平滑过渡,不要形成尖角,如图10-28所示。其中图10-28a的设计是不允许的,图10-28b则是允许的。
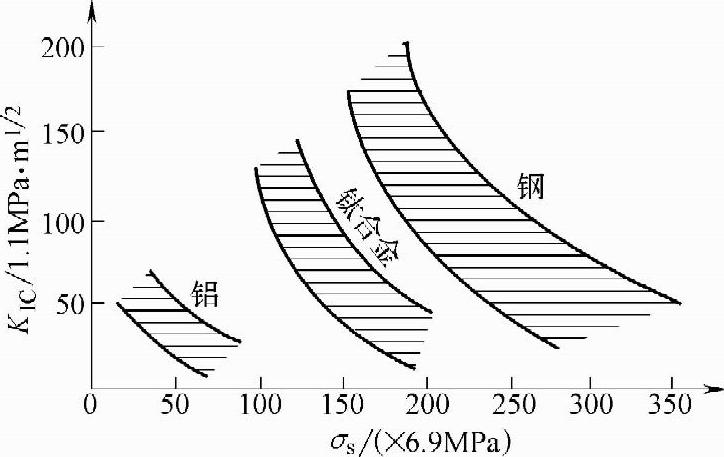
图10-25 常温下一些材料的KIC和σs之间的变化范围
2)在设计中应尽量采用应力集中系数小的对接接头,搭接接头由于应力集中系数大,应尽量避免,如图10-29所示。其中图10-29a的设计不合理,过去曾经出现过多起这种结构在焊缝处破坏的事故;改成图10-29b所示的形式后,由于减小了焊缝处的应力集中,承载能力大为提高,爆炸试验证明,断裂从焊缝以外开始。若有可能尽量把T形接头或角接头改成对接接头,如图10-30所示。
3)不同厚度构件的对接接头应尽可能采用圆滑过渡,如图10-31所示。其中以图10-31b为最好,因为它的焊缝部位应力集中最小。图10-31a、c虽然将厚零件削薄,但在焊缝部位仍有相当大的应力集中。
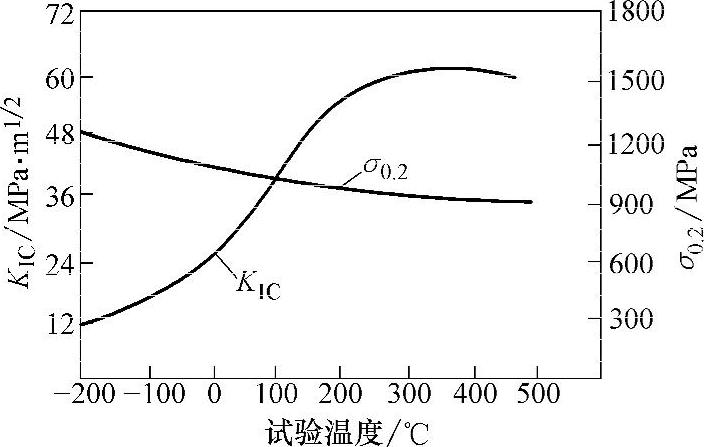
图10-26 温度对Ni-Cr-Mo-V钢的KIC的影响
4)避免和减少焊缝的缺陷,应将焊缝设计布置在便于焊接和检验的地方,如图10-32所示。这些焊接位置在图上绘制非常容易,但焊接时却十分困难,无法保证焊接质量。
5)避免焊缝的密集,两条焊缝间应保证有最小距离,如图10-33所示。
(2)减小结构刚度 在满足结构的使用条件下,应当尽量减小结构的刚度,以降低应力集中和附加应力的影响。在压力容器中,经常要在容器的器壁上开孔,焊接接管,为了避免焊缝在此处刚度过大,可开缓和槽,如图10-34所示。
(3)不采用过厚的截面 由于焊接可以连接很厚的截面,所以有的焊接结构中常会选用比一般铆接结构厚得多的截面,这样做是不恰当的,因为增大厚度会提高钢材的脆性转变温度,降低断裂韧度值,反而容易引起脆断。
 (https://www.xing528.com)
(https://www.xing528.com)
图10-27 温度对Mn-Cr-Mo-V钢δC的影响
(4)重视次要焊缝的设计 对于附近或不受力焊缝的设计,应和主要焊缝一样给予足够重视。因为脆性裂纹一旦在这些不受到重视的接头部位中产生,就会扩展到主要受力的元件中,使结构破坏。因此,不要在受力构件上随意加焊附件,如图10-35所示。图10-35a所示的支架被焊接到受力构件上,焊缝质量不易保证,极易产生裂纹,图10-35b的方案采用卡箍就避免了上述缺点,有助于防止脆断。
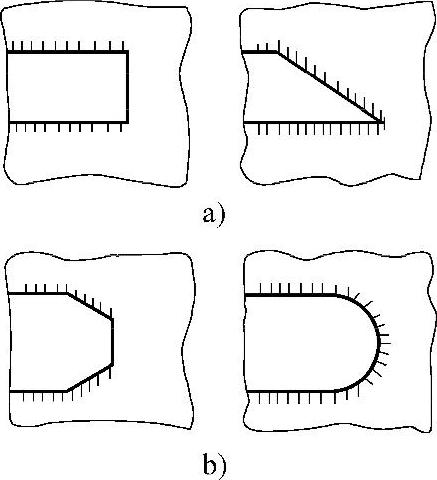
图10-28 尖角过渡和平滑过渡的接头
a)合理 b)不合理
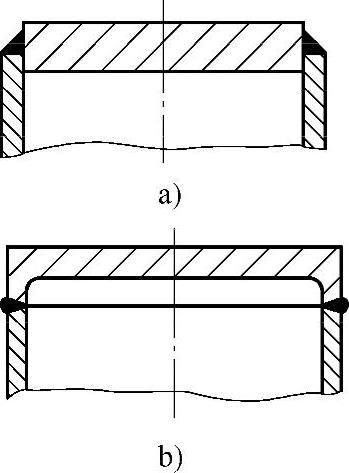
图10-29 封头设计合理与不合理的接头
a)合理 b)不合理
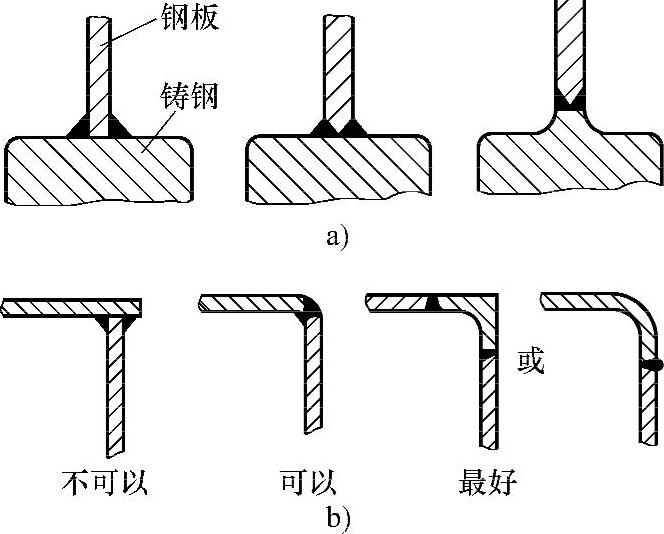
图10-30 T形接头和角接头的设计方案
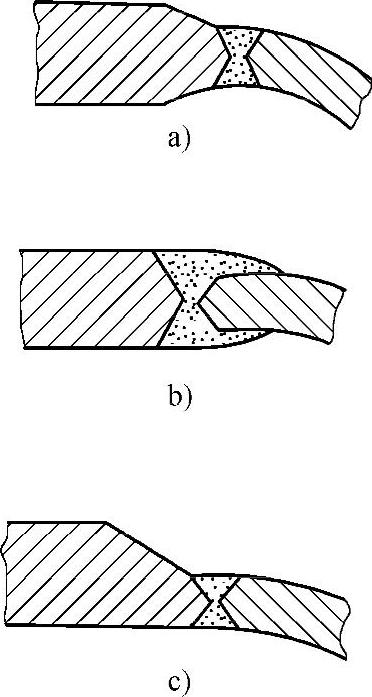
图10-31 不同板厚的接头设计方案
a)可以 b)最好 c)不可以
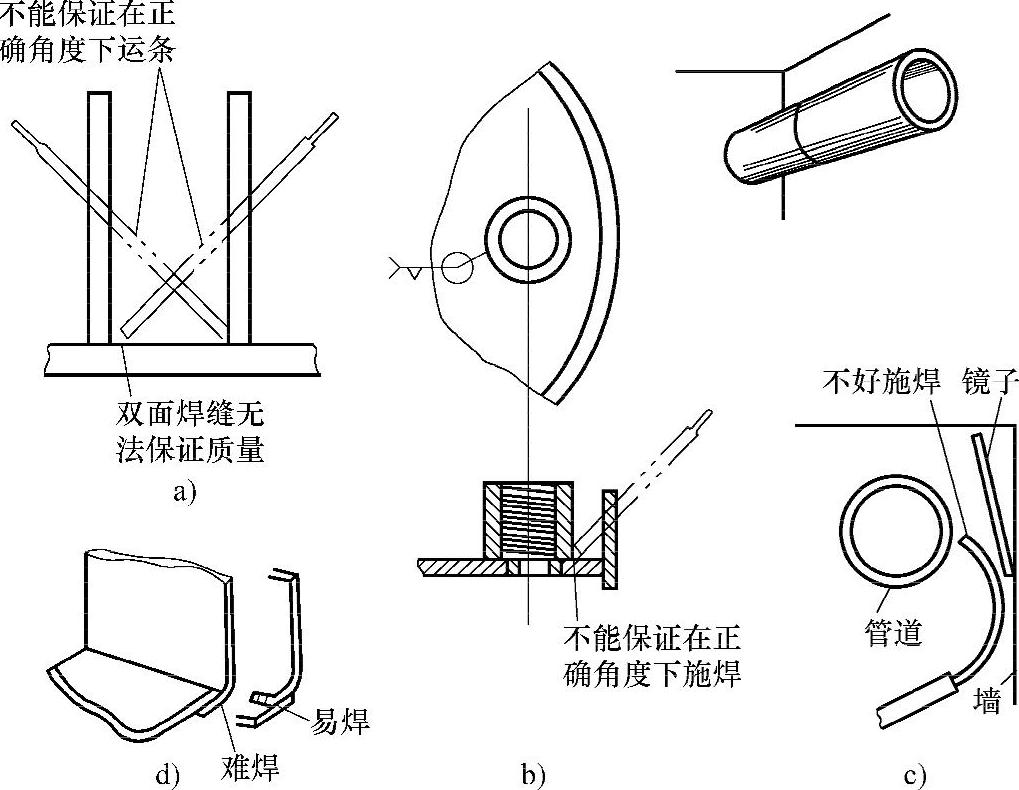
图10-32 不易施焊的焊缝部位举例
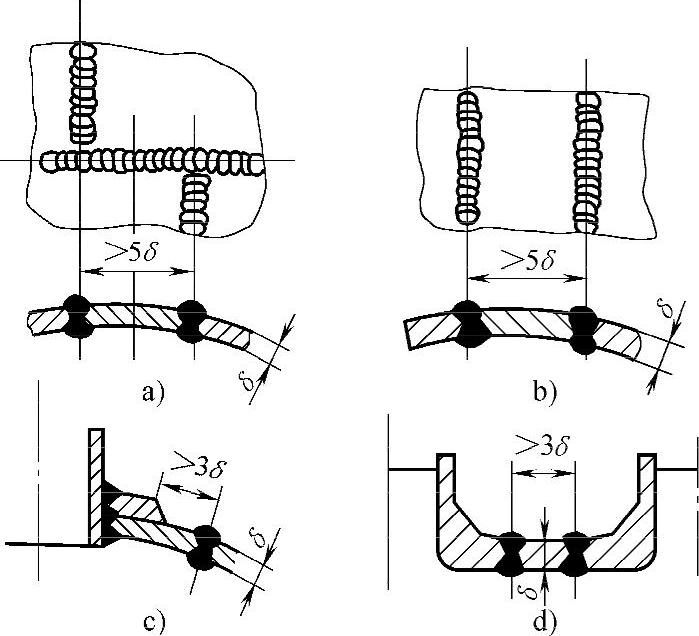
图10-33 焊接容器中焊缝的最小距离
3.全面控制焊接质量
有脆断倾向的焊接结构制造应注意以下几点。
1)对结构上任何焊缝都应看成是“工作焊缝”,焊缝内外质量同样重要。在选择焊接材料和制订焊接参数方面应同等看待。
2)在保证焊透的前提下减少焊接热输入,或选择热输入小的焊接方法。因为焊缝金属和热影响区过热会降低冲击韧度,尤其是焊接高强度钢时更应注意。
3)充分考虑应变时效引起局部脆性的不利影响。尤其是结构上受拉边缘,要注意加工硬化,一般不用剪切而采用气割或刨边机加工边缘。若焊后进行热处理则不受此限制。
4)保证成形及安装质量。安装质量的好坏直接影响结构的局部应力水平。保证安装质量,首先要保证构件成形质量,使其尺寸、几何形状符合标准要求;其次要严格控制装配尺寸,这样才能避免强力组装及角变形、错边量等几何形状的偏差和不连续,降低局部应力集中。
5)消除焊接残余应力。对于在苛刻条件、介质下使用的厚度较厚、合金含量较高的焊接结构,要求在组焊后进行整体热处理或局部热处理,以消除焊接残余应力,降低结构局部应力水平,从而改善焊接接头的性能。
6)严格生产管理,加强工艺纪律,不能随意在构件上引弧,因为任何弧坑都是微裂纹源;减少造成应力集中的几何不连续性,如错边、角变形、焊接接头内外缺陷(如裂纹及类裂纹缺陷)等。凡超标缺陷需返修,焊补工作须在热处理之前进行。
为防止重要焊接结构发生脆性破坏,除采取上述措施外,在制造过程中还要加强质量检查,采用多种无损检测手段,及时发现焊接缺陷。在使用过程中也应不间断地进行监控,如用声发射技术监测。发生不安全因素要及时处理,能修复的须及时修复。在役的结构修复要十分慎重,避免因修复引起新的问题。
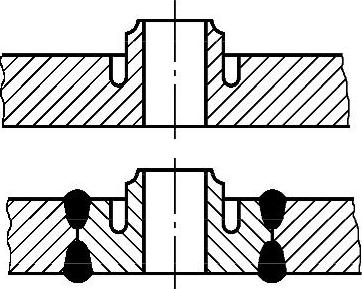
图10-34 容器开缓和槽举例
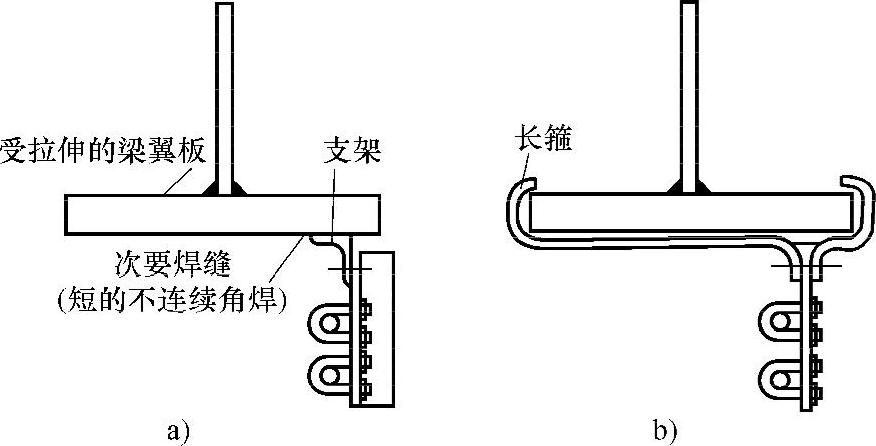
图10-35 次要焊缝的设计方案
a)能引起裂纹的结构 b)推荐结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。