



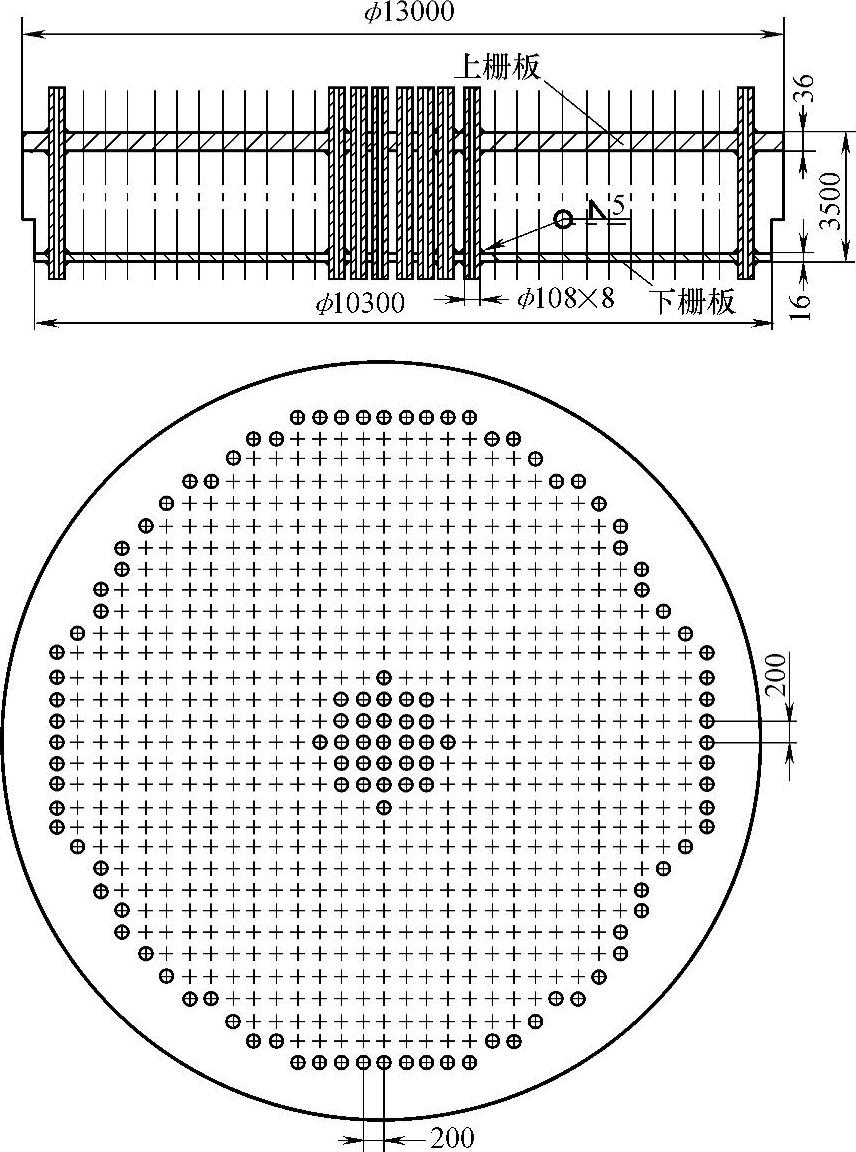
图9-92 大型管板结构形状
圆形带台阶的盒状结构如图9-92所示,上栅板直径13000mm,下栅板直径10300mm,上、下栅板的材质均为Q235钢板。在栅板上焊接2000多根不锈钢管。由于工程上的使用要求,规定在不锈钢管焊接以后,必须满足以下技术条件:
1)上栅板、下栅板的径向收缩不大于8mm。
2)上栅板、下栅板回转变形量不大于3.5mm。
对于焊接了许多管子的大型结构,要保证达到上述焊接变形量的要求,在技术上是具有一定难度的。在进行深入的技术分析及大量的模拟试验后制定出合理的装配焊接顺序,最终获得了满足技术要求的焊接构件。
1.焊接条件
焊接方法:熔化极自动氩弧焊。
焊接设备:NZA-300型专用焊机。
焊接电流:240~300A。
电弧电压:19~21V。
焊接速度:24~26m/h。
送丝速度:290~350m/h。
氩气流量:20~25L/min。
焊丝伸出长度:18~20mm。
2.合理的装配焊接顺序(https://www.xing528.com)
1)在上、下栅板之间相对的位置同时焊接。
2)先焊接构件内的中心管。
3)装配点焊通过中心管的十宇垂线上的两排管子。
4)为增加下栅板的刚度,应将该板边缘均布的32根管子先行焊接完毕。
5)在下栅板下面焊接8个径向滑槽,使下栅板在焊接过程中,只能径向收缩、不能周向回转,以防止其回转变形过大。
6)使用4台焊机,同时跳焊通过中心管的十宇垂线上的管子,其焊接方式如图9-93所示。
7)以构件的十宇中心线为准,将构件分为4个象限,如图9-94所示。4个象限中的管接头同时按图9-93的方式进行焊接。
3.焊接变形值
按照上述装配焊接顺序制造的大型管板盒状结构,其焊接变形值见表9-18,从表中可以看出,该结构的焊接变形量符合技术要求的规定。
表9-18 管板结构的焊接变形值 (单位:mm)

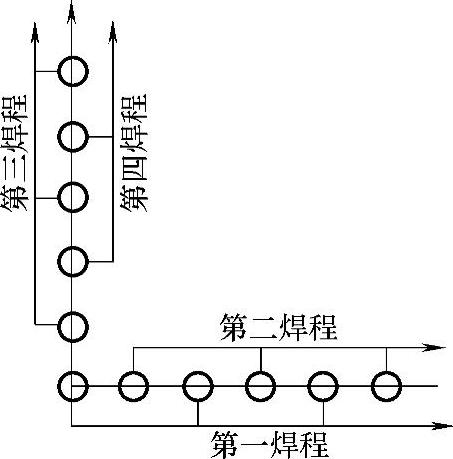
图9-93 焊接位置顺序
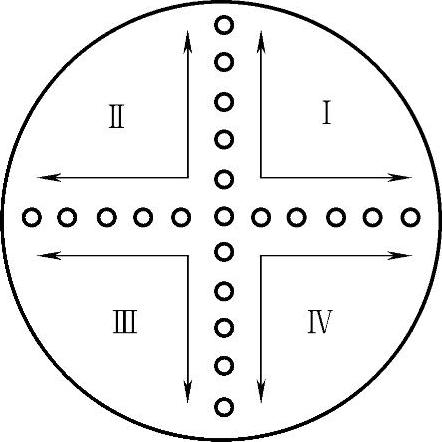
图9-94 焊接方式
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。