



焊接结构件在制作过程中,虽然采取一系列必要的措施,但是残余变形往往总是不可避免地产生;因此,当残余变形值超过技术要求时,必须采取措施加以矫正。
常用的矫正方法有手工矫正、机械矫正、火焰矫正和电磁矫正等。
1.手工矫正法
手工矫正法就是利用锤子、大锤等工具锤击焊件的变形处。这种方法主要用于一些小型简单焊件的弯曲变形和薄板的波浪变形。
2.机械矫正法
通常采用油压机、千斤顶、专用矫正机和锤子等。利用外力使构件产生与焊接变形方向相反的塑性变形,使两者相互抵消。图9-80为工宇梁焊后产生弯曲变形,用压力机或千斤顶进行机械矫直的示意图。工宇梁翼板角变形可以利用图9-81所示的辊压机进行矫正。
焊后变形主要是焊缝及其附近区域收缩引起,若沿焊缝区锻打或辗压,使该区得到塑性延伸,就能补偿焊接时产生的塑性变形,达到消除变形的目的。小焊件巨数量少一般用手锤锻打。对具有规则焊缝的薄板结构,可采用辗压设备对焊缝及其附近辗压,能收到很好的技术和经济效果。图9-82为用辗压机矫正铝制筒体焊后弯曲变形的示意图,图中是对纵缝进行辗压,改变压辊方向也可辗压环焊缝。辗压式锻打焊缝不仅能消除焊接残余变形,还能消除焊接残余应力。
机械矫正法只适于结构简单的中、小型焊件。
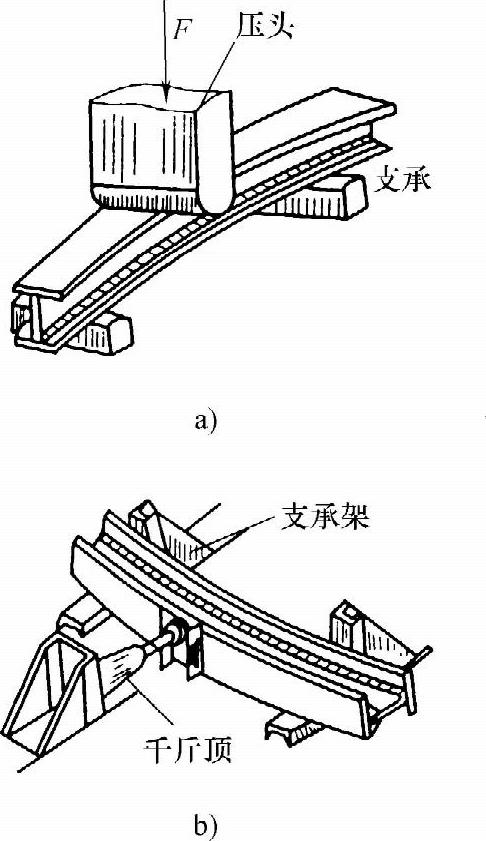
图9-80 工宇梁焊后变形的机械矫正
a)压力机矫正 b)千斤顶矫正
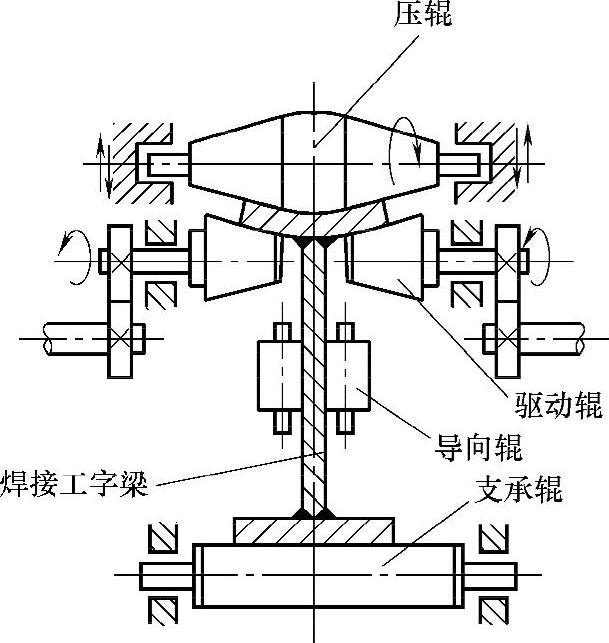
图9-81 用辊压机矫正焊接工宇梁的角变形
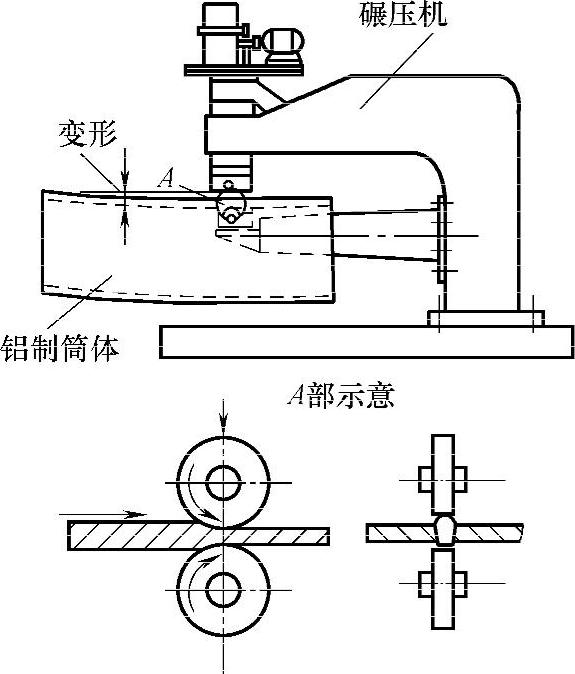
图9-82 辗压铝制筒体纵向焊缝矫形示意
3.火焰矫正法
火焰矫正法又称加热矫正法,是以火焰为热源对金属局部进行加热,使之产生压缩塑性变形,冷却时该金属发生收缩,利用此收缩所产生的变形去抵消焊接引起的残余变形。
此法一般使用的是气焊炬,不需专门设备。操作简单方便,机动灵活,可以在大型复杂结构上进行矫正。
(1)火焰矫正的三要素 决定火焰矫正效果有三个主要因素:加热位置、加热温度和加热区的形状。
1)加热位置。它是成败的关键因素。加热位置不正确,不仅起不到矫正作用,反而会加重已有的变形。因此,所选的加热位置必须使它产生变形的方向与焊接残余变形方向相反,起到抵消作用。
产生弯曲或角变形的原因主要是焊缝集中于焊件中性轴的一侧,要矫正这两种变形,加热位置就必须选在中性轴的另一侧,如图9-83所示。加热位置距中性轴越远,矫正的效果越好。
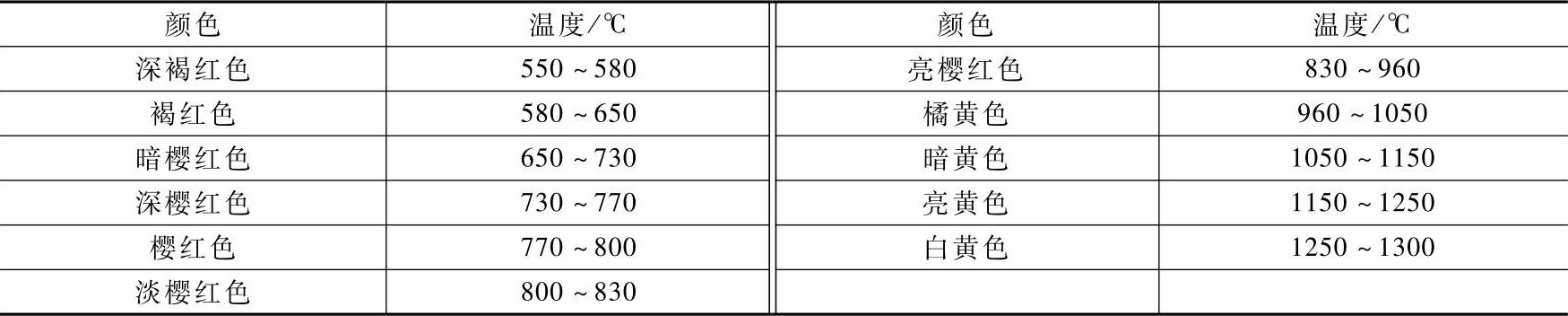
2)加热温度。加热部位的温度必须高出相邻未加热部位,巨使得受热金属热膨胀受阻,产生压缩塑性变形。对于厚碳钢板或刚度大的焊接构件,局部加热温度高于100℃就能产生压缩塑性变形。生产中对结构钢火焰矫正加热的温度一般控制在600~800℃。现场测温不方便,一般是用眼睛观察加热部位的颜色来判断加热的大致温度。表9-13列出加热过程中,钢板表面颜色及其相应温度。
3)加热区的形状。加热区的形状有点状、条状和三角形三种,如图9-84所示,点状加热如图9-85所示,线状加热如图9-86所示,三角形加热如图9-87所示。
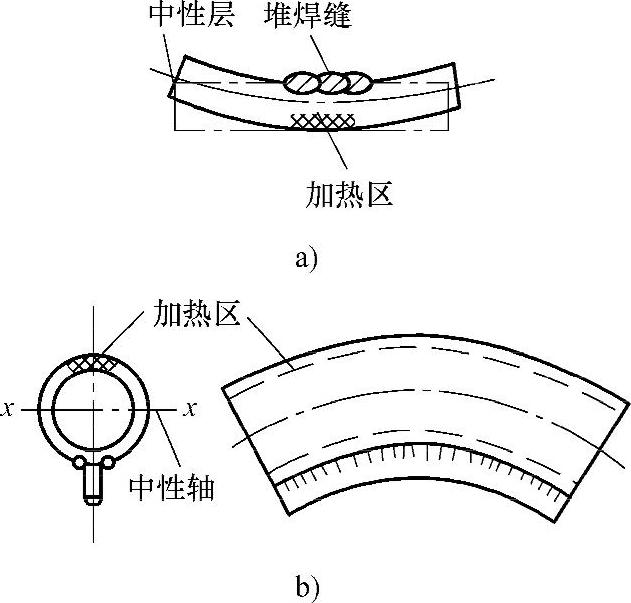
图9-83 火焰矫正的加热位置
a)堆焊角变形 b)鳍管弯曲变形(https://www.xing528.com)
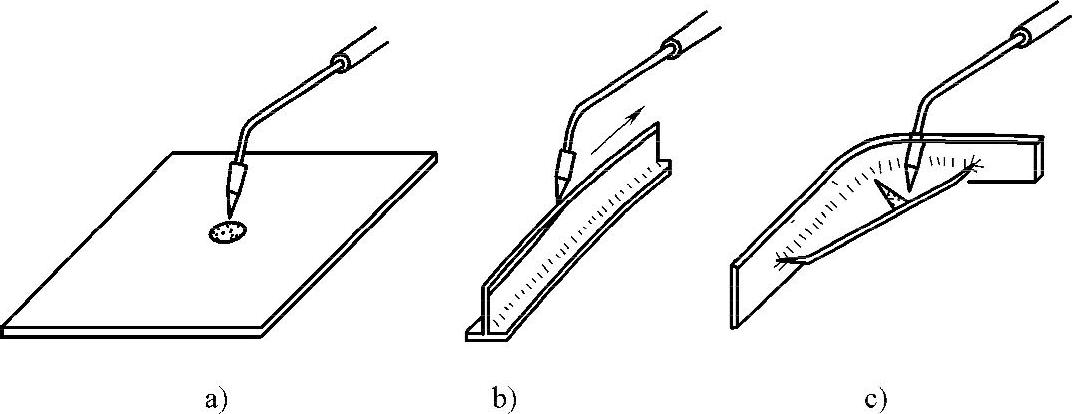
图9-84 火焰矫正及加热区形状
a)点状 b)条形 c)三角形
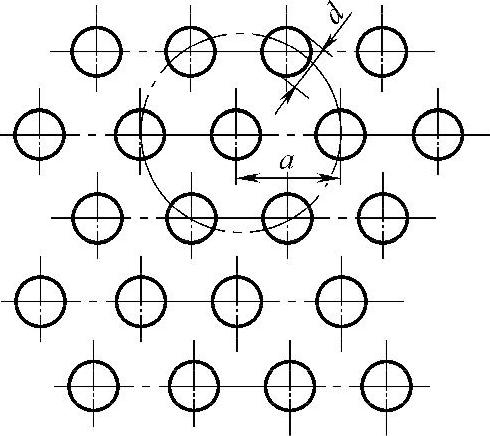
图9-85 点状加热
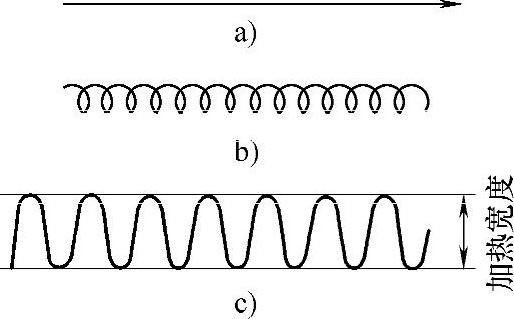
图9-86 线状加热
a)直通加热 b)链状加热 c)带状加热
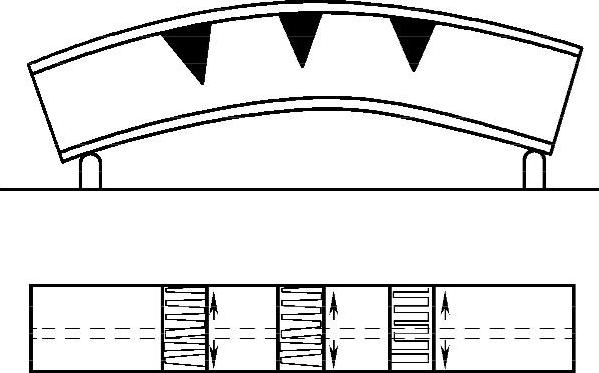
图9-87 三角形加热
表9-13 钢板表面颜色及其相应温度
(2)常用的火焰矫正方法 常用的火焰矫正焊接变形的方法见表9-14。
火焰矫正焊接变形的实例如图9-88所示。
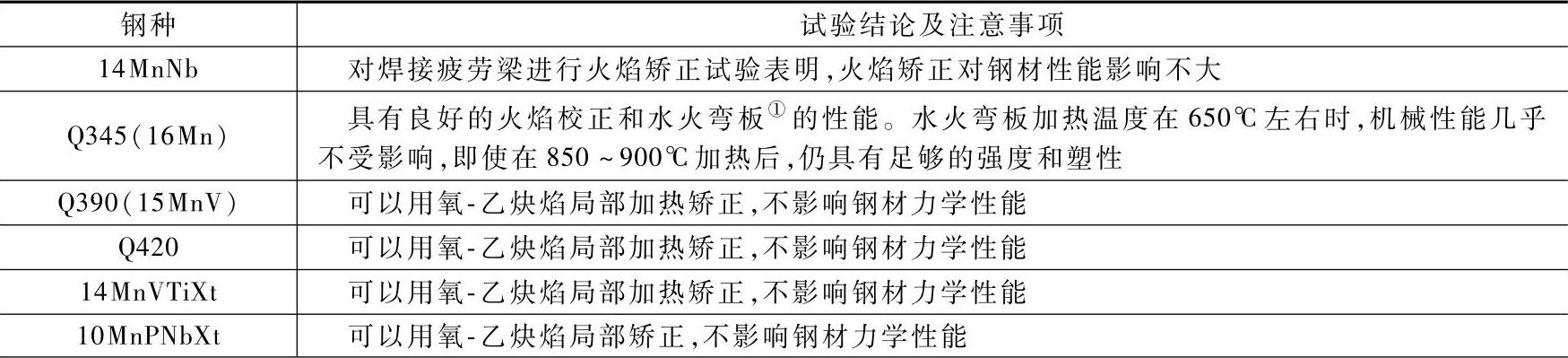
(3)火焰矫正后的试验结果 部分常用低合金钢火焰矫正试验的结果见表9-15。
表9-14 加热矫正焊接变形的方法
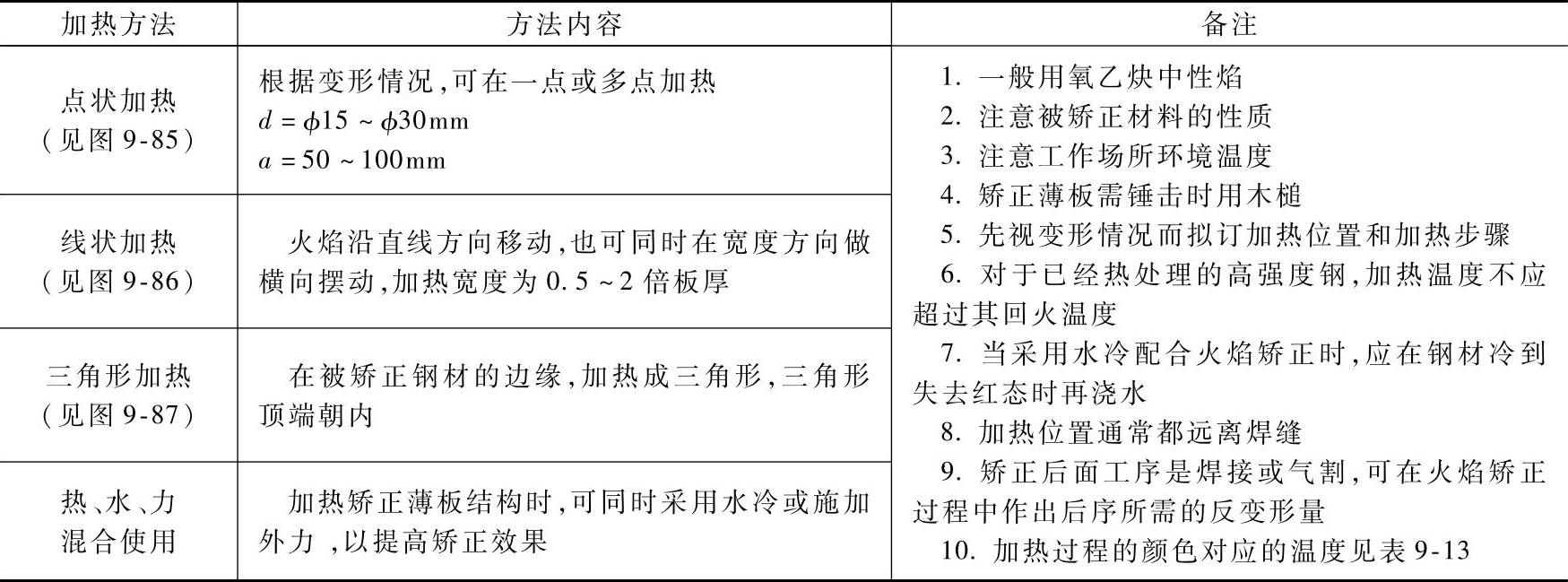

图9-88 火焰矫正焊接变形实例
a)非对称 形钢的旁弯 b)非对称工宇钢的上挠变形 c)丁宇形接头的角变形 d)中薄板的波浪变形
形钢的旁弯 b)非对称工宇钢的上挠变形 c)丁宇形接头的角变形 d)中薄板的波浪变形
表9-15 部分常用低合金结构钢经火焰矫正后的试验结果
(续)

①水火弯板是船体制造中一个工序名称。过程如实质与火焰矫正完全相同;它是利用火焰局部加热钢板获得所需的变形,在加热过程中有水急冷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。