



低应力变形的焊接法是在焊接薄板过程中通过调节与控制焊接温度场来达到降低焊接残余应力和变形的一种焊接工艺措施。目前有以下两种方法可以实现。
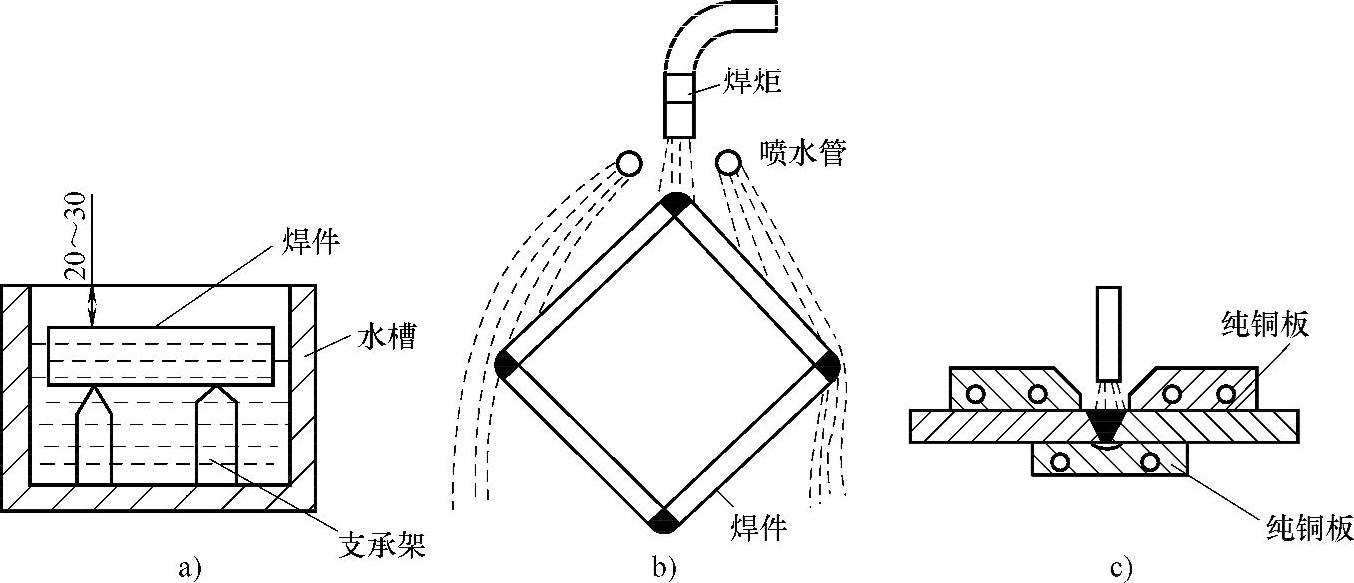
图9-75 散热法示意图
a)水浸法散热 b)喷水法散热 c)采用纯铜板中钻孔通水的散热垫法散热
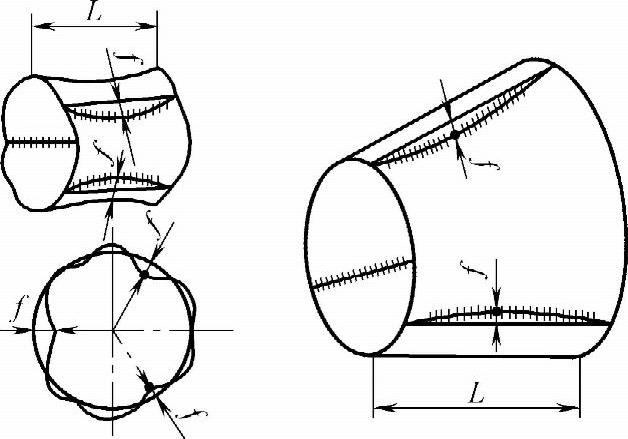
图9-76 薄壁壳体纵向焊缝引起的失稳翘曲变形(f表示最大挠度)
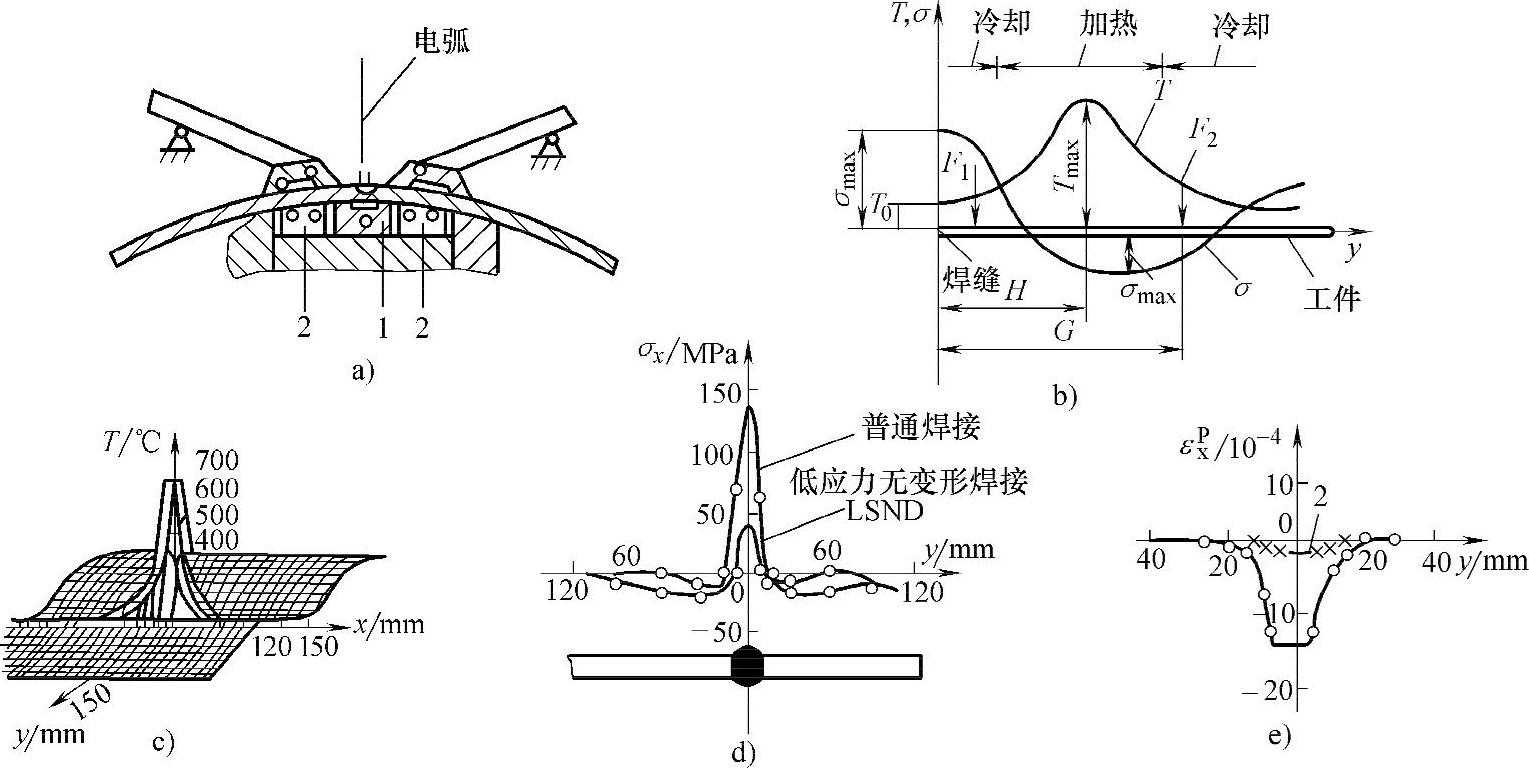
1.LSND焊接法
通常薄板对接焊为了减少焊接变形,多在琴键式夹具下进行焊接。焊后由于残余应力无法消除,仍然会产生波浪变形。图9-76所示的是薄壁筒纵向对接焊缝焊后产生的变形。LSND焊接法就是在琴键式夹具的背面铜衬垫上设计一套冷热系统,如图9-77a所示,中间冷却,两侧加热。这样在夹紧焊件时,焊件的横截面上就预置了一个两侧温度高、中间温度低的温度场(见图9-77b的T曲线),最高温度Tmax离焊缝中心线的距离为H。该温度场就造成了中间的拉应力两侧是压应力的应力场,相当于预先给焊接收缩区施加拉伸(见图9-77b的σ曲线),其效果就像前面预拉伸法(见表9-12的SS法)一样。图中在焊缝两侧用双支点力P1和P2压紧工件,P2离开焊缝中心的距离为G,防止在加热和焊接过程中的瞬态面外失稳变形,保证在焊接高温区的预拉伸效应。图9-77c为实际焊接温度场。此法焊后其残余拉应力峰值比常规焊接的降低2/3以上。图9-77d是两种方法残余应力分布曲线比较;焊后其残余塑性应变如图9-77e所示,此法(曲线2)比常规焊接的残余塑性应变(曲线1)小得多。根据要求,调整预置温度场,还可以在焊缝中造成压应力,使残余应力场重新分布。随着焊缝中拉应力水平的降低,两侧的压应力也降到临界失稳应力水平以下,工件不再失稳。因此,焊后的工件没有焊接残余变形,保持焊前的平直状态。
此法适用于各种材料,如铝合金、不锈钢、钛合金、高温合金等。预置温度场中的最高温度因材料和结构而不同,一般在100~300℃,可按待焊件优选确定。
2.DC-LSND焊接法
称为动态控制低应力无变形的焊接法,是以上述LSND焊接法为基础,不再依赖于预置“静态”温度场,而是利用一个有急剧冷却作用的热沉(冷源)紧跟在焊接热源(电弧)之后,焊接时与热源同步移动。其焊接装置如图9-78a所示。在热源和热沉之间有极陡的温度梯度,如图9-78b、c所示,高温金属在急冷中被拉伸,补偿接头区的塑性变形。焊后在薄膜板上同样可以达到完全无变形的效果,在焊缝中的残余应力甚至可转变为压应力,如图9-79所示。图9-79a为低碳钢上实测的结果,图9-79b为在不锈钢上实测的结果。与常规方法焊后残余应力分布(曲线a)相比,热沉参数变化(曲线b、c、d)明显影响残余应力重新分布。显然,动态低应力无变形的焊接法比静态低应力无变形的焊接法更具良好的工艺柔性。
 (https://www.xing528.com)
(https://www.xing528.com)
图9-77 低应力无变形的焊接法(LSND)原理和工艺实施方案及在铝合金上实测结果
a)LSND焊接示意图 b)预置温度场和拉伸效应 c)实际温度场 d)LSND控制应力的效果 e)常规焊后(曲线1)和LSND(曲线2)焊后残余塑性应变的对比
1—铜垫板 2—加热元件
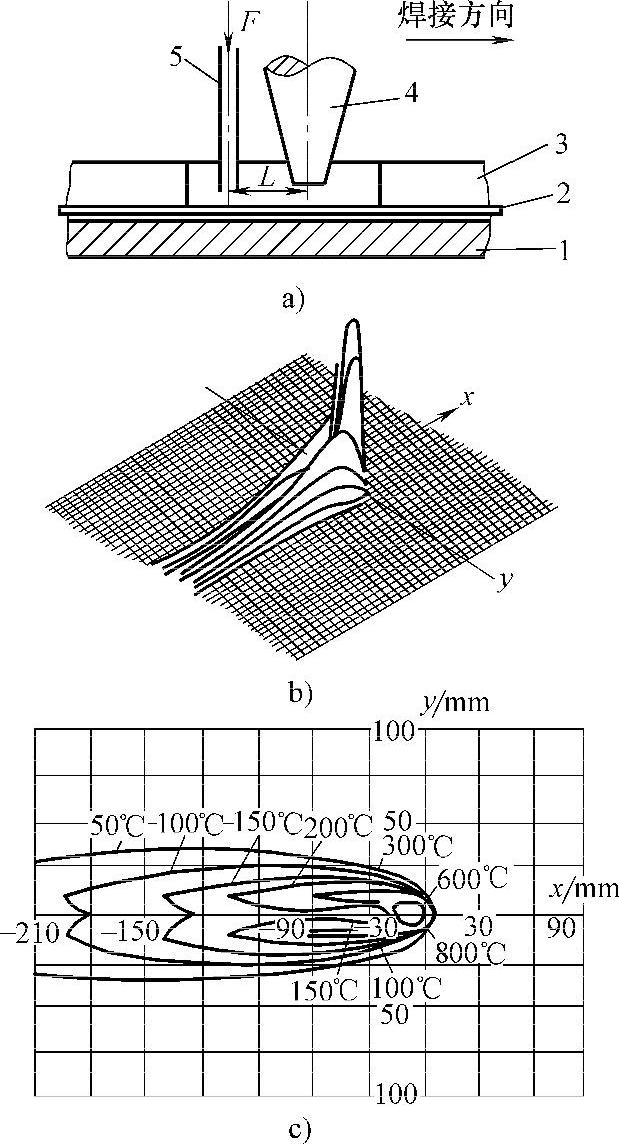
图9-78 动态控制低应力无变形的焊接法(DC-LSND法)
a)焊接装置示意 b)三维温度场 c)等温线
1—工件 2—衬垫 3—夹具 4—焊枪 5—冷却喷嘴
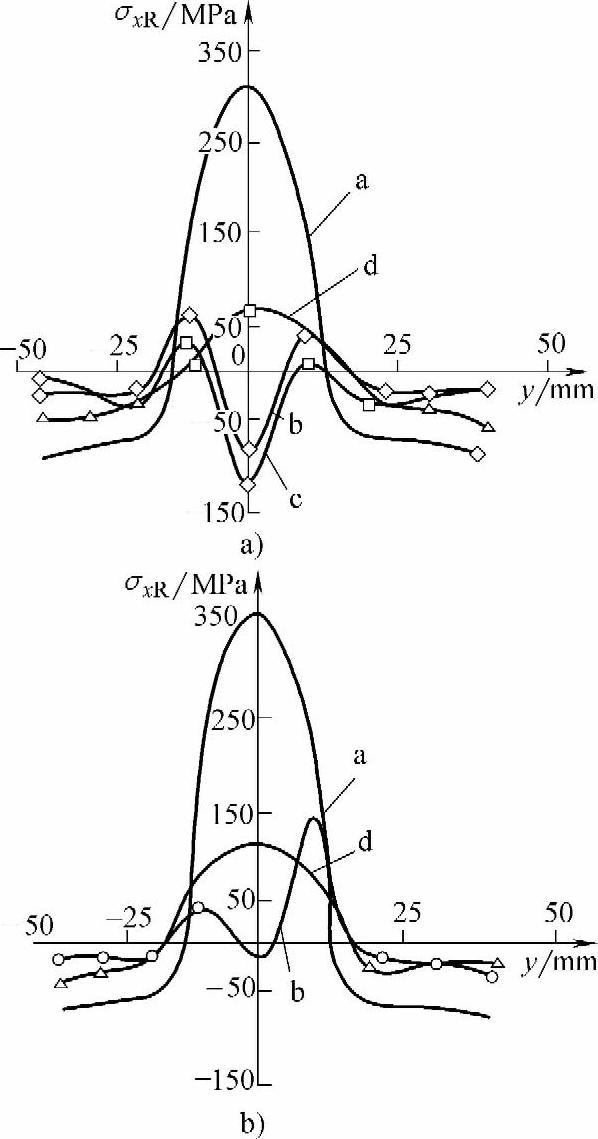
图9-79 热源—热沉控制低应力无变形的效果
a)低碳钢 b)不锈钢(曲线a为常规焊后的残余应力,曲线b、c、d为采用不同热沉参数焊后的残余应力)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。