



控制或减小焊接残余变形的措施分为设计措施和工艺措施两类。
1.设计措施
(1)采用合理的焊接结构 采用合理的焊接结构,巧用型材或压形、成形板材结构,尽量减少焊缝,这不仅可以减少焊接工作量,减小焊接变形,有时还能提高生产效率,降低生产成本。图9-53a为传统的辐射式筋板加固轴承结构,图9-53b为槽钢加固轴承结构,显然,图9-53b比图9-53a的结构形式好得多。
(2)选择适宜的接头和坡口形式 选择适宜的接头和坡口形式,可以减小焊缝,减少焊接工作量和焊接变形。如图9-54和图9-55所示,其中图9-54b和图9-55分别比图9-54a和图9-55接头的坡口形式、焊缝尺寸要小得多。
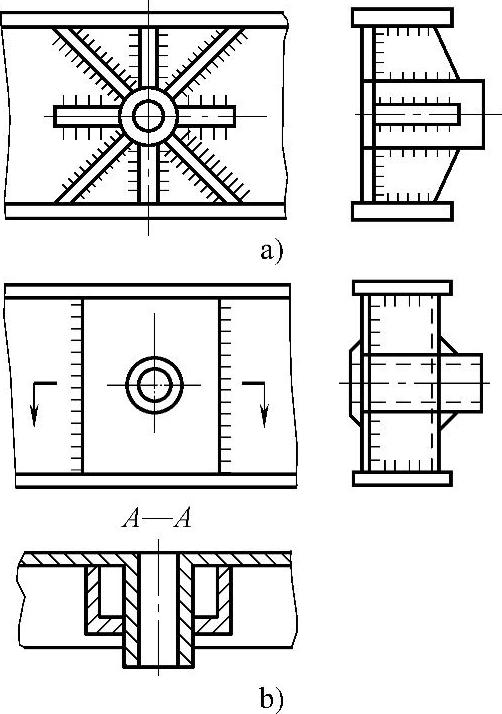
图9-53 轴承的加固形式示意图
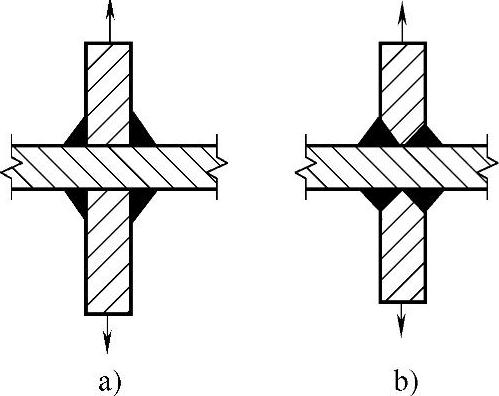
图9-54 相同承载能力的十宇接头示意图
a)不开坡口 b)开坡口
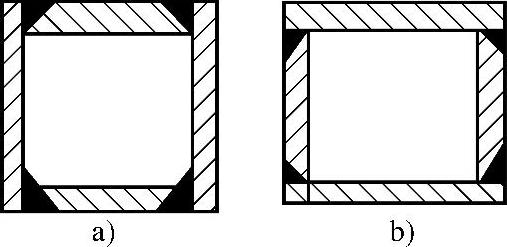
图9-55 箱形梁的不同接头形式示意图
(3)选用合理的焊缝尺寸和形状 在保证构件有足够承载能力和焊缝质量的前提下,尽量采用按板厚在工艺上可能最小的焊缝尺寸,以减少熔敷金属总量,从而减少焊接变形。
(4)尽可能地减少焊缝的数量 如图9-56a所示,尽量选用型钢、冲压件代替焊接件,从而减少焊缝的数量。
(5)合理地安排焊缝位置 只要结构上允许,焊缝的位置应尽量靠近构件截面的中性轴,并巨尽量对称于该中心轴,以减少构件的弯曲变形,如图9-56b所示。

图9-56 控制变形的措施
a)减少焊缝数量以减少焊接变形 b)合理安排焊缝位置
(6)利用构件自重控制 如焊接一根上部焊缝明显多于下部的梁,焊后整根梁向上弯曲,对这样的结构可利用梁的自重来预防弯曲变形。焊前将梁放在两个相距很近的支墩上,首先焊接梁的下部,由于梁的自重产生一定程度的弯曲,加上焊缝收缩引起弯曲,使梁的弯曲有所增加,如图9-57所示。梁下部焊完,将支墩置于两头,将梁反身搁置,随后焊接梁的上部。由于支墩是置于梁的两头,梁的自重弯曲变形与第一次相反,不仅如此,上部焊缝的收缩变形方向也与下部焊缝收缩变形方向相反,这样一反一正的变形结果,使梁变得平直,或者只有少量的弯曲。
在生产实际中,利用自重变形加焊接变形制作天车梁的起拱。
(7)设计时预留装焊卡具的位置 在焊接过程中,可以利用夹具来减少变形。
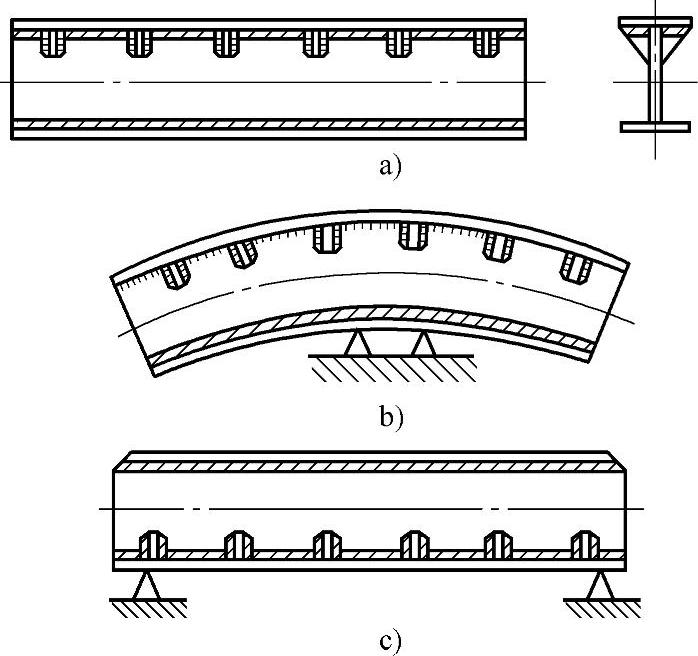
图9-57 利用自重防止变形
2.工艺措施
设计的正确合理是控制变形重要环节,但正确、合理的设计并不能完全控制残余变形,正确的工艺方法才是控制变形的重要措施。
(1)留收缩余量法 在下料时,将零件的长度或宽度尺寸比设计尺寸适当加大,以补偿焊件的收缩。余量的多少根据前面所介绍的公式并结合生产经验来确定,留余量法主要是用于防止焊件的收缩变形。
例如:天车梁(箱形梁)焊后要求上拱度为9/1000~1.4/1000,在腹板下料时,必须预留出焊后的收缩量和变形量。一般腹板下料时的拱度为15/1000~18/1000。这样即可用预留收缩量、变形量来抵消焊后收缩量和焊后变形量。一般构件零件下料时,每米加0.3~1mm,其目的也是用来抵消焊后的收缩量。
(2)反变形法 根据生产中发生变形的规律,预先把焊件人为地制成一个变形,使这个变形与焊后发生的变形方向相反而数值相等,以达到防止产生残余变形的方法,称为反变形法。此法很有效,但必须准确地估计焊后可能产生的变形方向和大小,并根据焊件的结构特点和生产条件灵活地运用。
1)无外力作用下的反变形。平板对接焊产生角变形时,可按图9-58a所示方法控制焊接残余变形;电渣焊产生终焊端横向变形大于始焊端问题,可以在安装定位时,使对缝的间距下小上大,如图9-58b所示。
T形接头焊后平板产生角变形,可以预先把平板压弯,使之具有反方向的变弯,然后进行焊接,如图9-58c所示;薄壁壳体与法兰对接从外侧单面焊接时,产生接头向内凹的变形,可以预先在对接边缘作出向外弯边的变形下进行焊接,如图9-58d所示。
留收缩余量本质上也属反变形,例如桥式起重机箱形梁,上盖板与大小肋板焊接时,如图9-58e所示,若每条肋板角焊缝横向收缩0.5mm,有20条角焊缝,则上盖板在备料时在长度上必须预留出10mm的余量,并均摊到各肋板之间。为了克服该箱形梁后期加工引起下挠变形问题,在预制腹板时,就制出如图9-58f所示的预制上拱度f的变形,该上拱度大于成品验收时的上拱度。

图9-58 无外力作用下的反变形方法
a)平板对接焊 b)电渣对接立焊 c)工宇梁翼板塑性预弯 d)壳体防局部塌陷 e)吊车箱形梁上盖板预留收缩余量f)吊车箱形梁腹板预制上拱度
图9-59所示为锅炉汽包的反变形焊接装置及其焊接顺序。由两名焊工在同一汽包上各焊一排管座,按图9-59c所示的跳焊顺序焊接,当焊完一只汽包的两排管座后,再用同样的方法焊接另一只汽包的管座,如此交替焊接直至焊完,焊后能明显地防止变形。
2)在外力作用下的反变形。利用焊接胎具或夹具使焊件处在反向变形的条件下施焊,焊后松开胎夹具,焊件回弹后其形状和尺寸恰好达到技术要求。
图9-60为利用简单夹具作出平板的反变形以克服工宇梁焊接引起的角变形;图9-61a、b、c、d所示的空心构件。均因焊缝集中于上侧,焊后将产生弯曲变形。采用如图9-61e所示的转胎,使两根相同截面的构件“背靠背”,两端夹紧中间垫高,于是每根构件均处在反向弯曲情况下施焊。该转胎使施焊方使,而巨还能提高生产效率。
图9-59 锅炉汽包的反变形焊接装置及其焊接顺序示意图
a)未用反变形法的汽包焊后变形 b)汽包反变形焊接翻转胎 c)管座的跳焊顺序
运用外力作用下的反变形法必须注意以下两个问题。
①安全问题。所需外力应足够大,因此,所用的胎夹具须保证强度和刚度。焊件是处在弹性状态下反变形,焊后仍处于弹性状态,松夹时焊件必然回弹,一定要防止回弹伤人。
图9-60 工宇梁上翼板强制反变形
图9-61 弹性支撑法
a)、b)、c)具有单面纵向焊缝的空心梁 d)具有单面横焊缝的空心梁 e)在焊接转胎上焊接
②反变形量控制最可靠的办法是用通常的焊接参数,在自由状态下试焊,测出其残余变形量。以此变形量作为反变形量的依据,结合焊件的反弹量作适当调整,使焊件反弹后的形状和尺寸恰好就是焊件技术要求的形状和尺寸。
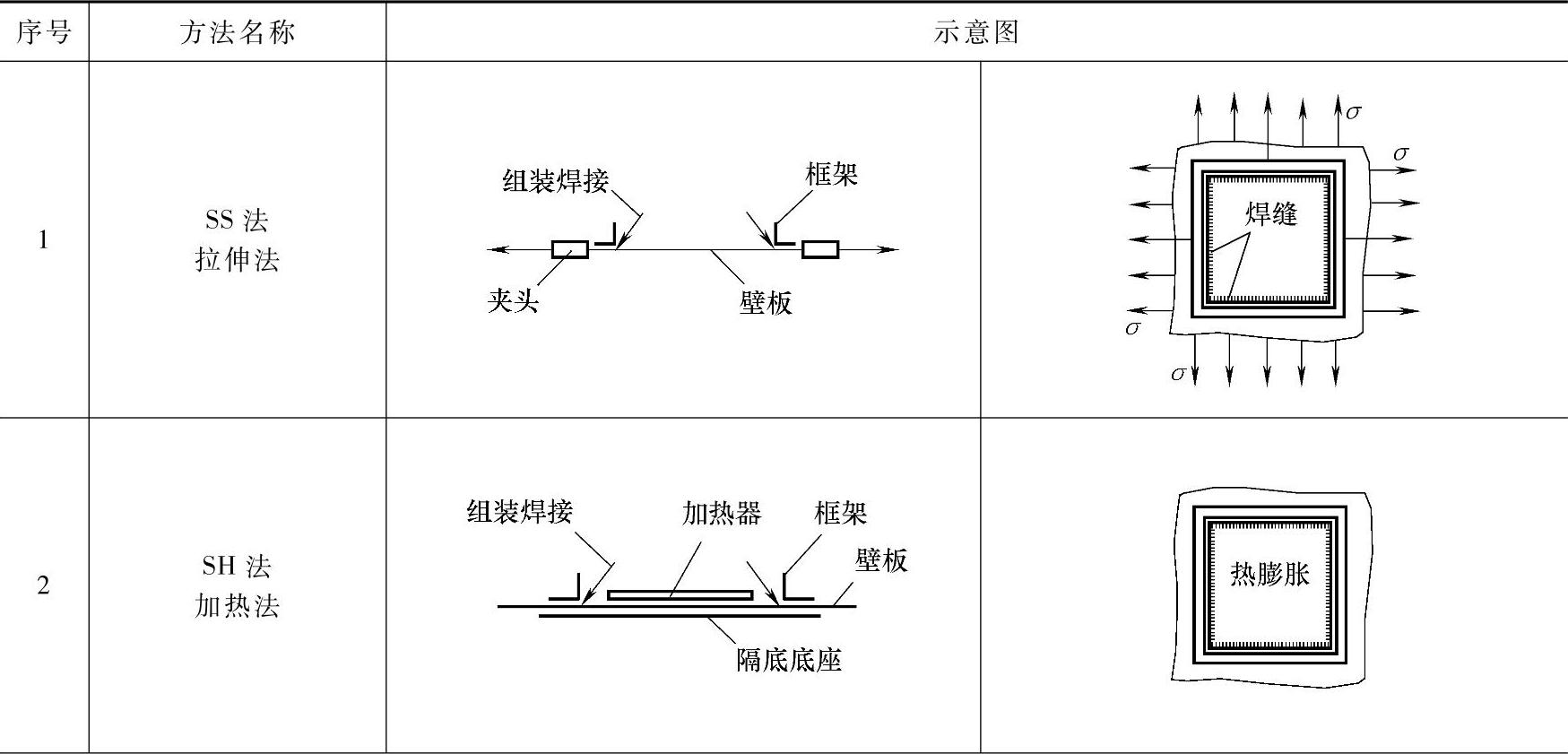
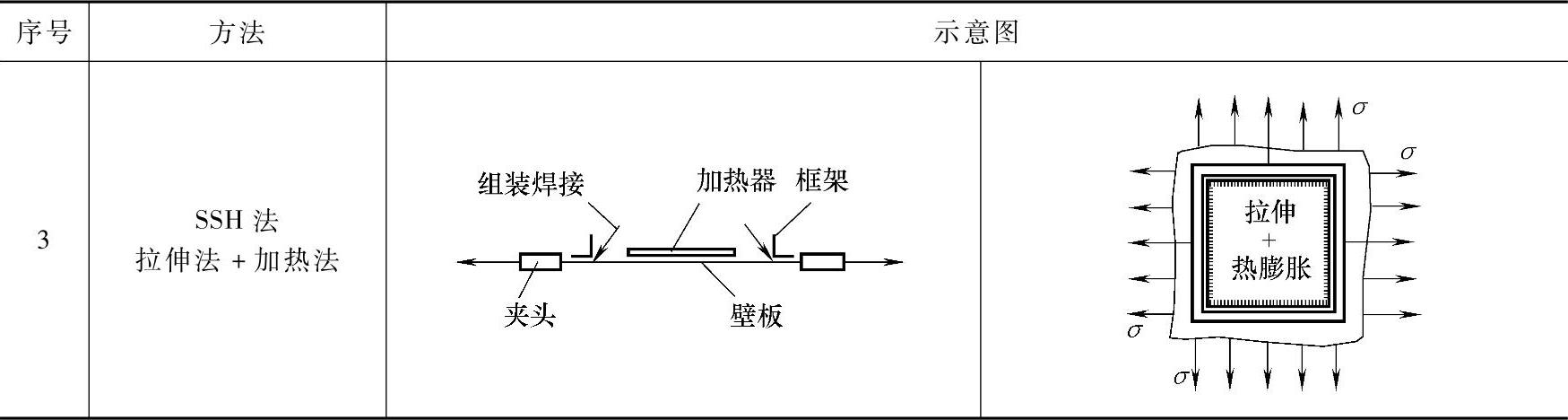
3)薄板焊接预伸长法。这是在薄壁焊接结构中为防止焊后壁板产生波浪变形而灵活应用反变形法的例子。在薄壁平板内侧焊上一个由型材构面的框架,焊后因周边焊缝收缩使框架内的薄板产生压应力达到或超过其失稳临界应力而失稳,出现波浪变形,如图9-62所示。如果在可能产生缩短的区域,预先用机械预拉伸、加热的预拉伸或者机械与加热两种方法同时使用预拉伸的方法使其伸长,然后与框架进行正式组装和焊接,焊后再把预拉伸加热去除,薄壁板恢复初始状态,就能有效降低残余应力,达到防止壁板波浪变形产生的目的。表9-12示出三种实施方案:拉伸法(SS法)、加热法(SH法)和两者并用法(SSH法)。拉伸法需要用专用设计的机械装置;加热法可以用电流通过壁板,靠自身电阻直接加热取代加热器间接加热。
(3)刚性固定法 采用适当的办法来增加焊件的刚度和拘束度,可以达到减少其变形的目的,这就是刚性固定法。常用的刚性固定法有以下几种:
1)将焊件固定在刚性平台上。薄板焊接时,可将其用定位焊缝固定在刚性平台上,并巨用压铁压住焊缝附后近,如图9-63所示。待焊缝全部焊完冷却后,再铲除定位焊缝,这样可避免薄板焊接时产生波浪变形。(https://www.xing528.com)
图9-62 周围有框架的薄板结构的残余应力的波浪变形
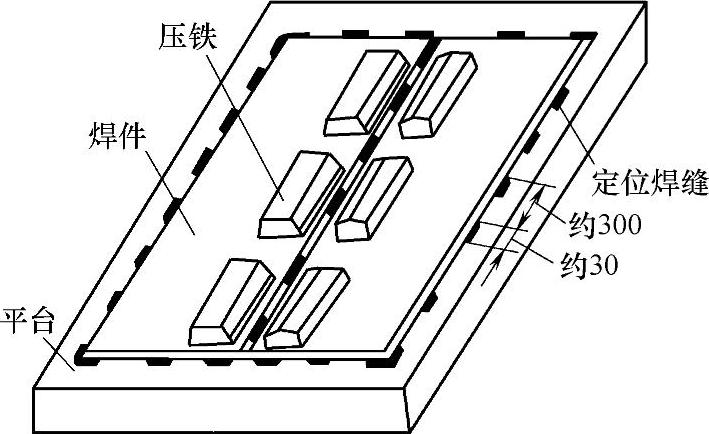
图9-63 薄板拼接时的刚性固定
表9-12 用预伸长法防控薄壁板焊接失稳变形的实施方案
(续)
2)将焊件组合成刚度更大或对称的结构。如T形梁焊接时容易产生角变形和弯曲变形,图9-64是将两根T形梁组合在一起,使焊缝对称于结构截面的中性轴,同时大大地增加了结构的刚度,并配合反变形法(图9-64中采用垫铁),采用合理的焊接顺序,对防止弯曲变形和角变形有利。
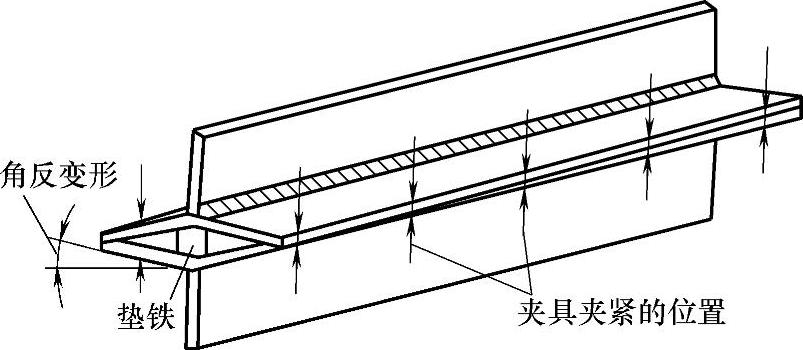
图9-64 T形梁的刚性固定与反变形

图9-65 对接拼板时的刚性固定
3)利用焊接夹具增加结构的刚度和拘束。图9-65为利用夹紧器固定焊件,以增加构件的拘束,防止构件产生角变形和弯曲变形的应用实例。
4)利用临时支撑增加结构的拘束。单件生产中采用专用夹具,在经济上不合理,可在容易发生变形的部件焊上一些临时支撑或拉杆增加局部的刚度,能有效地减少焊接变形。图9-66是防护罩用临时支撑来增加拘束的应用实例。
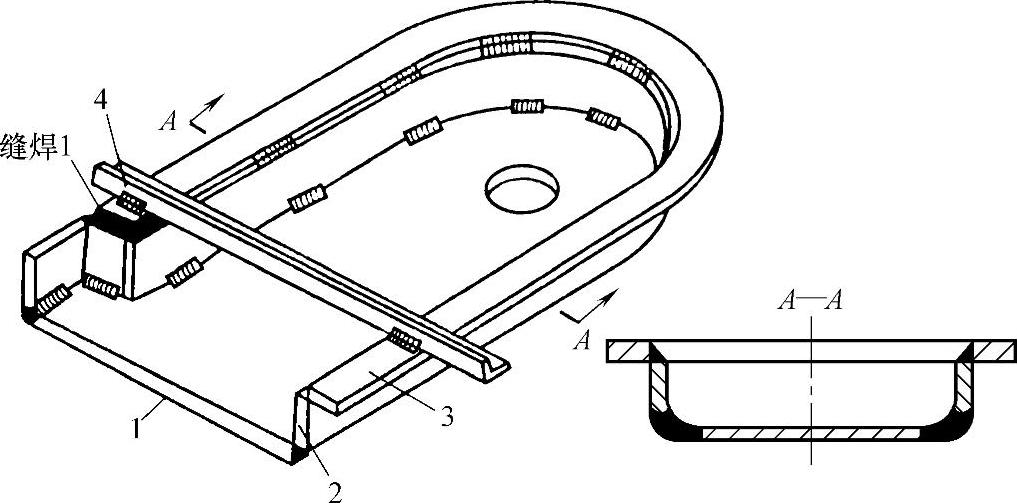
图9-66 防护罩焊接时的临时支撑
1—底板 2—立板 3—缘口板 4—临时支撑
(4)选择合理的装配焊接顺序 装配焊接顺序对焊接结构变形的影响很大,因此,可以利用合理的装配焊接顺序来控制焊接变形。为了控制和减少焊接变形,装配焊接顺序的选择应遵守以下原则:
1)正在施焊的焊缝应尽量靠近结构截面的中性轴。如图9-67a所示的桥式起重机的主梁结构要求具有一定的上拱度。为了达到这一要求,除了左右腹板预制上拱度外,还应选择最佳的装配焊接顺序,使下挠的弯曲变形最小。
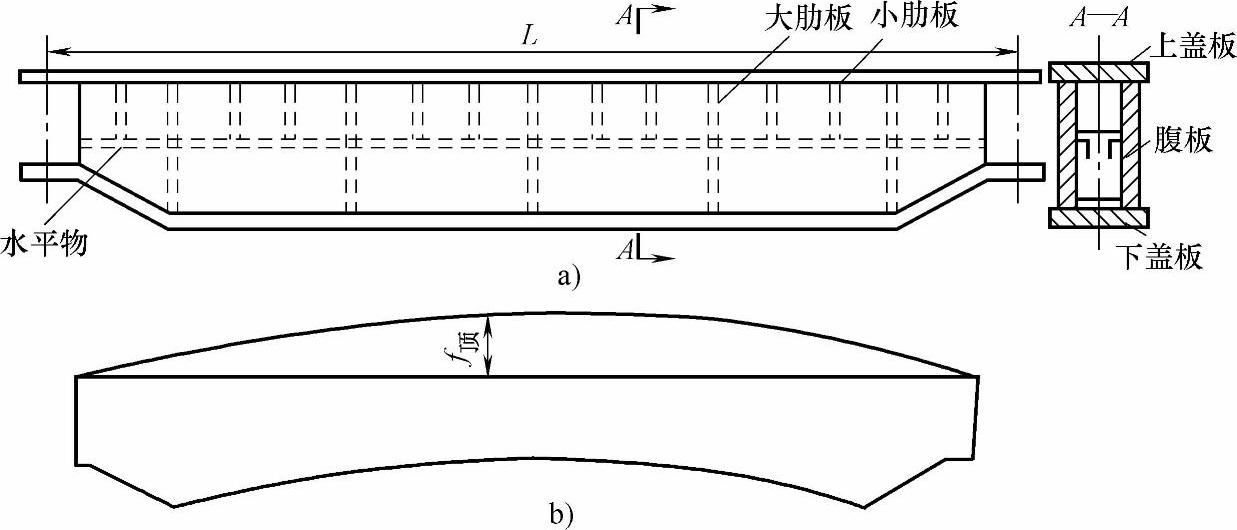
图9-67 桥式起重机主梁防止下挠弯曲变形的反变形法
a)主梁结构示意图 b)主梁腹板下料预测上拱度示意图
2)对于焊缝非对称布置的结构,装配焊接时应先焊焊缝少的一侧。如图9-68a所示,压力机的压型上模截面中性轴以上的焊缝多于中性轴以下的焊缝,若装配焊接顺序不合理,最终将产生下挠的弯曲变形。解决的办法是先由两人对称地焊接1和1′焊缝(见图9-68b),此时将产生较大的上拱弯曲变形f1并增加了结构的刚度;再按图9-68c的位置焊接焊缝2和2′,产生下挠弯曲变形f2;最后按图9-68d的位置焊接焊缝接3和3′,产生下挠弯曲变形f3。这样做使f1近似等于f2与f3的和,并巨方向相反,弯曲变形基本上可相互抵消。
3)焊缝对称布置的结构,应由偶数位焊工对称地施焊。如图9-69所示的圆筒体对接焊缝,最好由两名焊工对称地施焊。
4)长焊缝(1m以上)可采用图9-70所示的方向和顺序焊接,以减少焊后的收缩变形。
5)为了防止产生扭曲变形,相邻两条焊缝应按如图9-71b所示的方向和顺序焊接。
(5)选用合理的焊接方法及焊接参数 各种焊接方法的热输入不相同,因而产生的变形也不一样。选用能量比较集中的焊接方法,可减少焊接变形。如用CO2气体保护焊、等离子弧焊代替气焊和焊条电弧焊进行薄板焊接;用真空电子束焊焊接经过精加工的产品,如齿轮(见图9-72),控制其变形量。
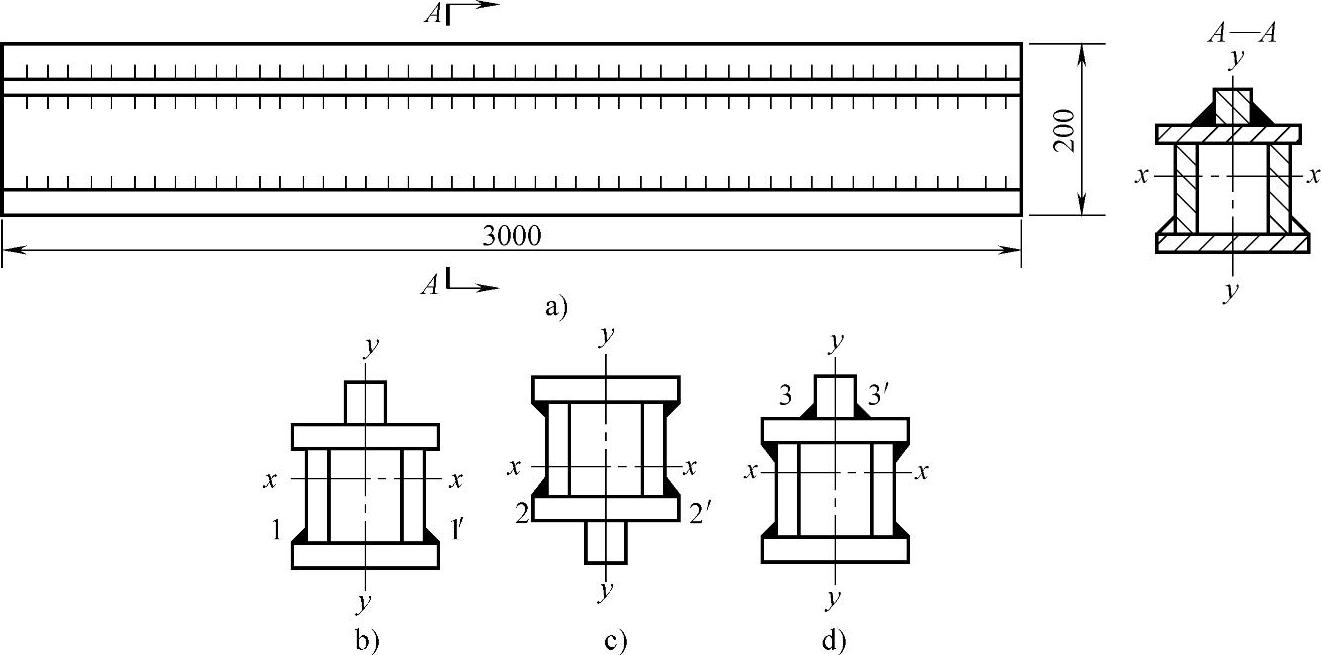
图9-68 压力机压型上模的焊接顺序
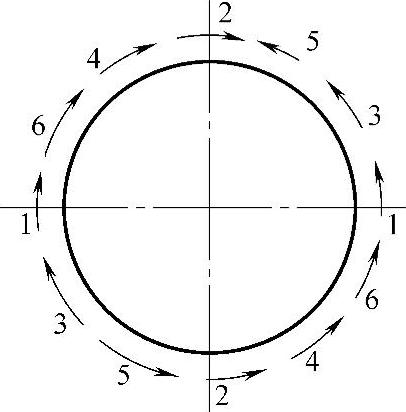
图9-69 圆筒体对接焊缝焊接顺序
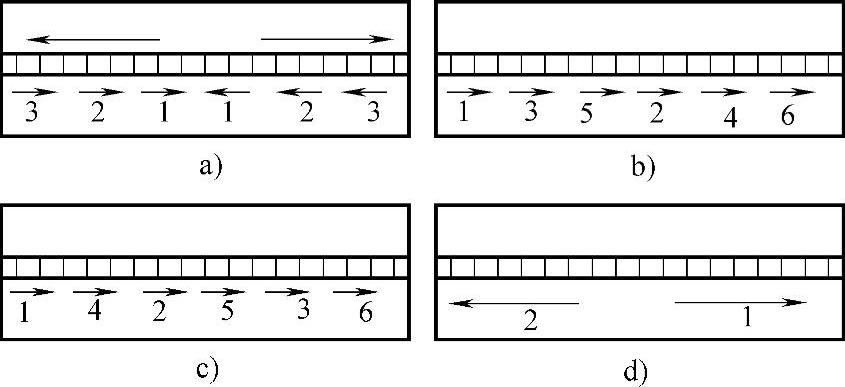
图9-70 长焊缝的几种焊接顺序
同一结构上不同部位的焊接选用不同的焊接参数。可以达到控制和调节焊接变形的目的。如图9-73所示的不对称截面梁,因焊缝1、2与结构截面中性轴的距离s大于焊缝3、4与中性轴的距离s′,所以焊后会产生下挠的弯曲变形。如果在焊接1、2焊缝时,采用多层焊,每层选择较小的热输入;焊接焊缝3、4时,采用单层焊,选择较大的热输入,这样焊接焊缝1、2时所产生的下挠变形与焊接焊缝3、4时所产生的上拱变形就可以基本相互抵消,焊后基本平直。
(6)热平衡法 对于某些焊缝不对称布置的结构,焊后往往会产生弯曲变形。如果在与焊缝对称的位置上采用气体火焰与焊接同步加热,只要加热的工艺参数选择适当,就可以减小或防止构件的弯曲变形。如图9-74所示为采用热平衡法对边梁箱形结构的焊接变形进行控制的示例。
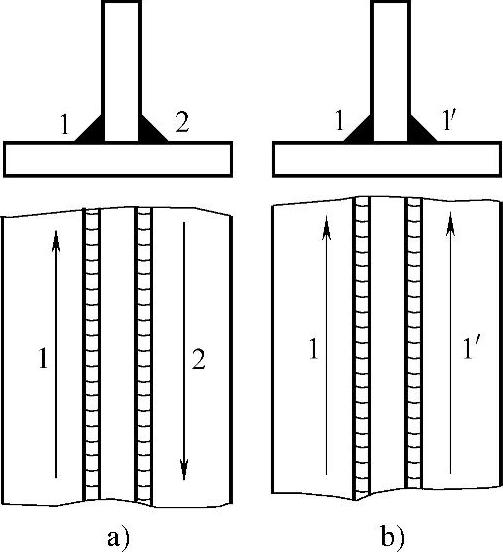
图9-71 相邻两条焊缝的焊接方向和顺序
a)不正确 b)正确
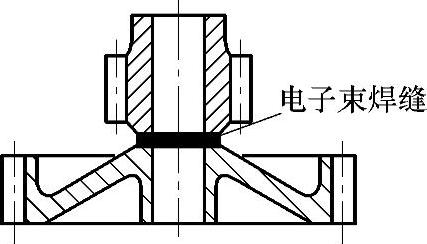
图9-72 利用真空电子束焊焊接齿轮控制变形
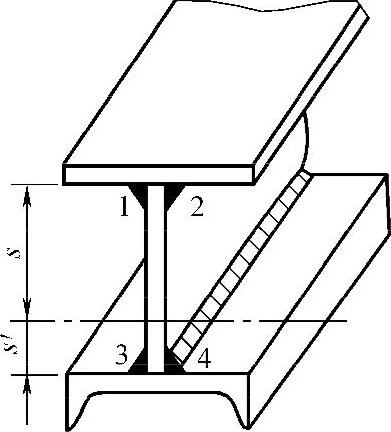
图9-73 不对称截面结构的焊接
1~4—焊缝
图9-74 采用热平衡法防止焊接变形示例
(7)散热法 散热法就是利用各种方法将施焊处的热量迅速散走,如可以用直接水冷和铜冷却块来限制和缩小焊接热场的分布,以达到减少焊接变形的目的。如图9-75所示是几种散热法示意图。注意,散热法对淬硬性较高的材料慎用。
在焊接结构的实际生产过程中,应充分估计各种变形,分析各种变形的规律,根据现场条件选用一种或几种方法,有效地控制焊接变形。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。