



窄间隙熔化极气体保护焊是焊接中厚板的高效率焊接方法。窄间隙MIG/MAG焊接自动跟踪的最理想方法就是直接检测出焊接过程中摆动电弧在坡口中的位置,并依靠控制系统将其保持在合适的范围。即利用基于CCD摄像机和图像处理方法的电弧直接视觉传感器,对窄间隙摆动电弧进行在线检测。
1.焊接方法
采用BHK式窄间隙焊接方法。焊接过程中,在不断送进焊丝的同时焊丝左右摆动,从而使焊丝产生周期性的波状变形。这样,随着导电嘴前面焊丝不断熔化,电弧自动地左右摆动,如图8-100所示。与通常依靠焊炬运动实现摆动的方法相比,该方法具有结构简单、运动可靠、造价低廉等优点,因而生产中得到广泛的应用。
2.摄像及图像处理系统
为了准确地检测出焊丝端部的摆轨迹及摆动范围,至少每秒要采样和处理20帧以上的图像。摄像及图像处理系统框图如图8-101所示。
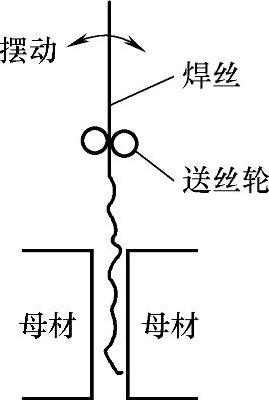
图8-100 BHK式窄间隙焊接法示意图
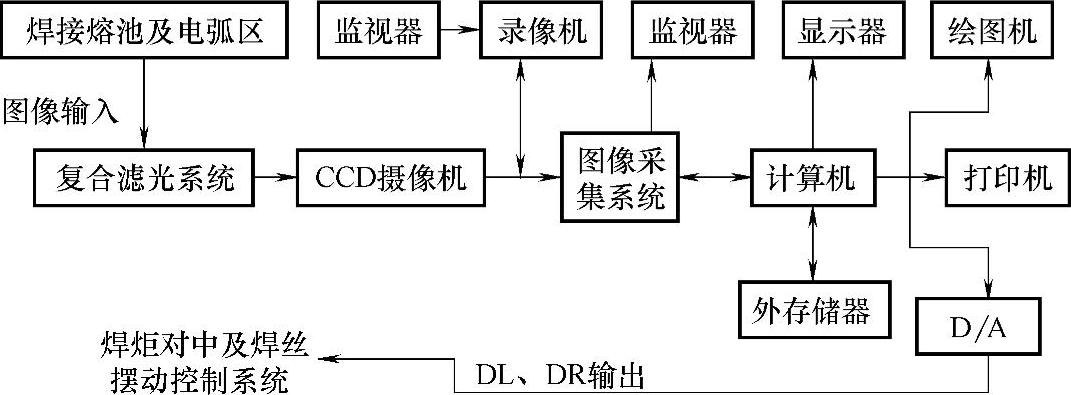
图8-101 摄像及图像处理系统
焊接时,电弧附近区域的图像,通过具有复合滤光系统的被固定在焊炬前方的超小型CCD摄像机摄取,随后经图像采集系统送入计算机进行图像处理。其处理结果作为焊缝跟踪和电弧摆动的控制信号输出,实时控制随动机构。也可用录像机将图像录下来,然后离线对图像信号进行处理,再经显示器、打印机、绘图仪等将图像结果显示、绘制出来,或者和焊接过程其他信号一起进行综合分析和处理。
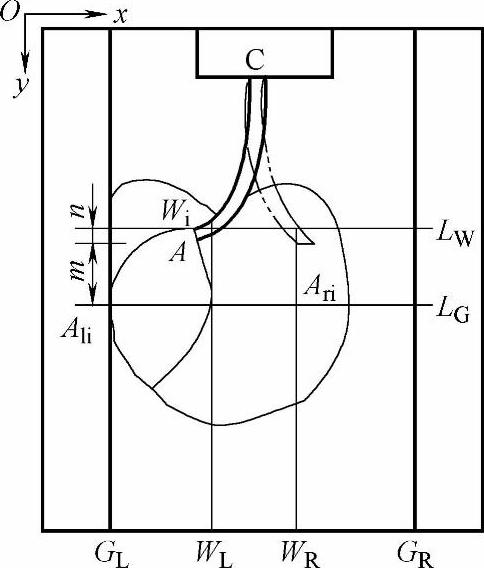
图8-102 图像处理区域示意图(https://www.xing528.com)
3.图像处理方法
图8-102为图像处理的焊接区域示意图,检测的项目如下:
1)焊丝端部(以Wi近似代表)的横向摆动轨迹及其左右两端位置(WL、WR);
2)坡口两侧壁位置(GL、GR)。根据检测结果计算出焊丝端部摆动两侧端位置和坡口两侧壁的距离(GL、GR)。
图像处理流程图如图8-103所示。首先通过扫描找到某一瞬间焊丝端部A作为基准点。以A点下方m行的水平线LG作为基准线,检测电弧明亮区边界点(Ali、Ari)。以A点上方n行的水平线LW作为检测焊丝横向摆动轨迹的基准线,测出每瞬间焊丝与LW的交点Wi,近似代表焊丝端部。根据一系列Wi值算出焊丝横向摆动范围(WL、WR);根据一系列Ali、Ari值算出坡口两侧壁位置(GL、GR)。最后计算出焊丝横向摆动两侧位置和坡口两侧壁的距离(DL、DR)。上述m、n为根据图像放大偌数预先确定的数值。由图8-103可见,计算出的GL、GR即为焊炬对中及焊丝摆动的控制信号。
4.结论
利用CCD摄像机系统和图像处理对窄间隙MIG/MAG摆电弧焊接过程进行在线检测的结果,除了可作为电弧摆动位置和幅度的控制信号外,还用于研究电弧摆动对焊接过程参数的影响。它能直观、准确地给出焊丝端部横向摆动的轨迹及摆动两端位置和坡口两侧壁的距离等重要信息。
图8-103 图像处理流程
[1]柔性制造系统(FMS)是利用计算机控制系统和物料输送系统,把若干台设备联系起来,形成没有固定加工顺序和节拍,在加工完一定批量的某种工件后,能在不停机调整的情况下,自动地向另一种工件转换的自动化制造系统(摘自GB/T 4863—2008)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。