



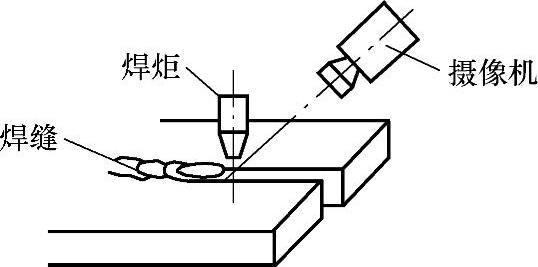
图8-98 观察近弧区示意
1.TIG焊近弧区成像
焊接试验取像装置如图8-98所示。摄像机为固体小型摄像机CCD。
摄像机光轴与焊炬轴线夹角θ可调,范围为40°~65°。摄像机至近弧区距离可调,范围为10~45cm。摄取的近弧区图像是二维图像。图像包含焊接熔池、溶池边界区、电极、电弧及溶池表面上的一些现象(如氧化物、电极倒影等)。
通过计算机图像灰度分析,可得到近弧区图像灰度分布及一些处理结果的三维立体分布图。这些立体分布图能直观地反映焊接近弧区幅亮度分布的特点。对理解近弧区辐射场分布的特点很方便,各点灰度的高低反映了该点在观察方向的幅亮度。
2.TIG焊焊缝跟踪时工件接缝的成像
在电弧照射之下观察到熔池前方的工件接缝,可以采用附加辅助光源投射确定形状光斑方法。在采用上述红外成像方法时,即使采用辅助光源投射方法,也只能采用激光。在薄板对接接头形式焊接时,工件较平整、表面状态较均匀的情况下也可以采用红外-可见光复合式滤光的一种新方法:即不附加任何辅助光源,仅由复合滤光器直接利用电弧光获取熔池前端的工件接缝图像。在成像过程中,可以将图像上部的溶池用前述红外方式成像,将图像下部的工件接缝采用可见光成像方法。这就既充分发挥了红外成像观察熔池抑制电弧影响的优点,又充分利用了电弧光对周围的照射。(https://www.xing528.com)
复合滤光器是由上、下两片不同性质的滤光器制成的。上部是窄通带红外滤光器,下部是中性灰阻滤光器。采用此方法观察焊接近弧区时,成像器件靶面上接受两种不同性质的光。这种复合成像方法提供了充分的焊缝跟踪的图像信息(熔池形状特征与位置、熔池前方工件接缝位置)。
3.近弧区各目标图形特征提取
利用视觉传感器获得一些焊接近弧区目标图像后,要采用图像处理技术将其进行去噪声处理和二值化处理。经图像二值化处理后,就得到一些反映和描述各现象与特征的二值化图形。在二值化图形中,可以通过图形的特征求出熔池的宽度和长度以及面积等熔池特征值,也可以通过求出图形的中心坐标来得到熔池中心坐标。熔池的特征值可以作为控制焊接过程参数的参考量,也可以通过调整焊接参数对其加以控制。另外,熔池中心坐标到焊接前方接缝中心线间的距离是焊缝跟踪时的偏差量,可以作为焊缝视觉跟踪时的控制量。
4.视觉对中系统基本构成与原理
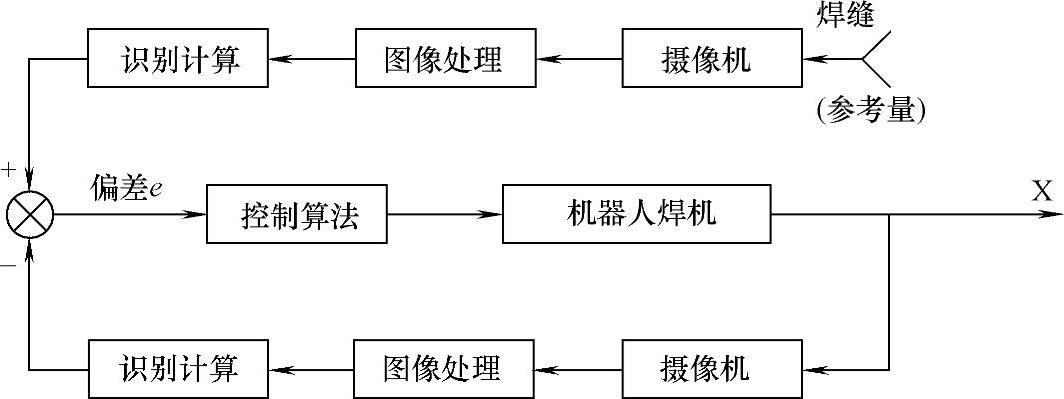
图8-99 焊缝跟踪系统原理
整个系统主要由摄像机、计算机控制及图像处理系统和焊枪视觉修正伺服驱动机构组成。其工作过程是:摄像机摄取焊接熔池和其前方的对缝图像,通过计算机图像处理,求出相对应的位置偏差,又通过控制算法求出实际位置偏差,由此驱动电动机进行调整,达到焊缝对中。从控制系统看,它是一个闭环控制系统,其过程如图8-99所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。