



【摘要】:平面钢丝网用途广、需求量大,如用于钢筋混凝土网、筛网、禽笼壁等,这些金属网一般是用电阻点焊把纵横正交的钢丝焊成网状。所以宜采用以多头电阻点焊工艺为核心所组成钢丝网装焊生产线进行生产。在剪切机7上切成给定长度的产品构件8。图8-23 钢丝网装焊生产线a)生产线示意图 b)点焊接头1—钢丝盘 2—校直机构 3—导向机构 4—传动机构(液压缸) 5—气压缸 6—钢丝网拖板 7—剪切机 8—产品构件 9—横向送丝机构
平面钢丝网用途广、需求量大,如用于钢筋混凝土网、筛网、禽笼壁等,这些金属网一般是用电阻点焊把纵横正交的钢丝焊成网状。由于每一交点需焊一个熔核,如果采用手工装配和焊接不但生产质量难以保证,而巨生产效率低,劳动强度大。所以宜采用以多头电阻点焊工艺为核心所组成钢丝网装焊生产线进行生产。图8-23a为生产线示意图。其工艺流程为:Ⅰ(纵向钢丝校直)—Ⅱ(装横向钢丝)—Ⅲ(焊接)—Ⅳ(切断)。具体运行程序是:纵向钢丝从钢丝盘1穿过校直机构2和导向机构3;经过校直的横向钢丝从横向送丝机构9中单根地送到纵向钢丝上,相互垂直;焊机的气压缸5放下上电极,在每一个纵横的交叉点上把接点压紧;焊接电流从单面送往下部固定的电极。利用电极压下量h(见图8-23中b接头所示)来控制焊接参数;钢丝网拖板6上的钩子卡住焊后的横向钢丝,借助于两个液压缸4把已焊成整体的网栅向前移动一个给定的步长。液压缸4的牵引力应保证能把所有钢丝拉过校直机构2并从钢丝盘上松开。在剪切机7上切成给定长度的产品构件8。
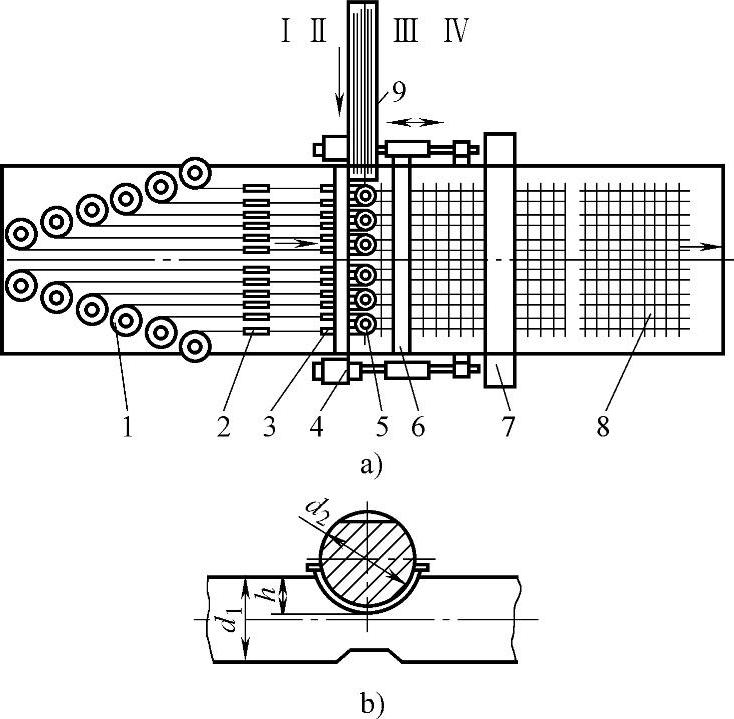
图8-23 钢丝网装焊生产线(https://www.xing528.com)
a)生产线示意图 b)点焊接头
1—钢丝盘 2—校直机构 3—导向机构 4—传动机构(液压缸) 5—气压缸 6—钢丝网拖板 7—剪切机 8—产品构件 9—横向送丝机构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。