



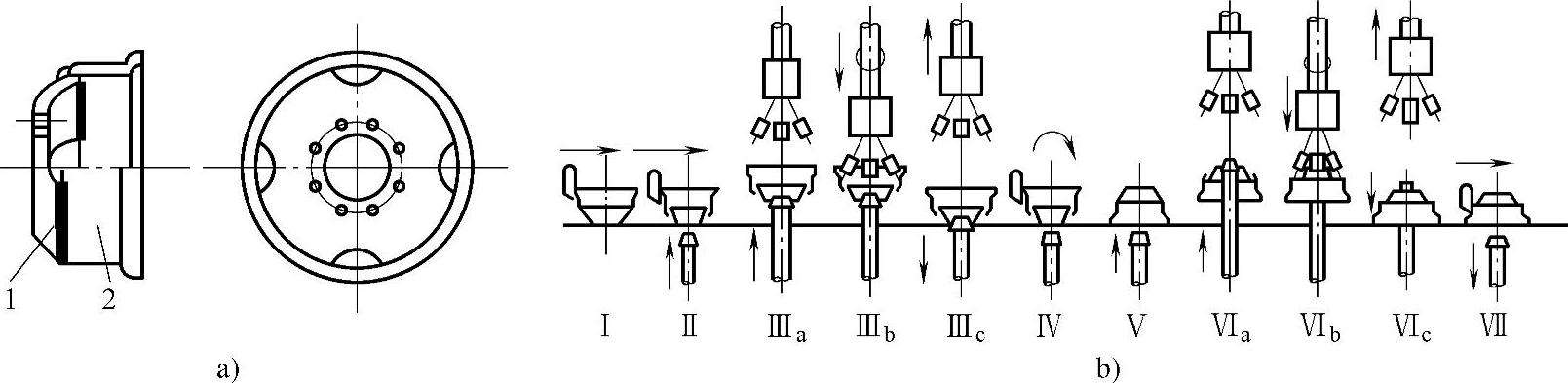
【摘要】:在车轮合成自动装焊生产线上采用等厚轮辐和4头CO2焊,其生产线如图8-22b所示。焊件的传送采用无随行夹具的往复步进运动。由滑架带动车轮前进,并停止在相应工位上。当焊件需定位及焊接时,由固定在底架上的升降台将车轮托起,使之离开滑架。焊接时,滑架空程复位、准备送下一个车轮。采用4头CO2专用焊机焊接,每个机头旋转90°。机头与焊缝的对准采用焊缝跟踪装置。
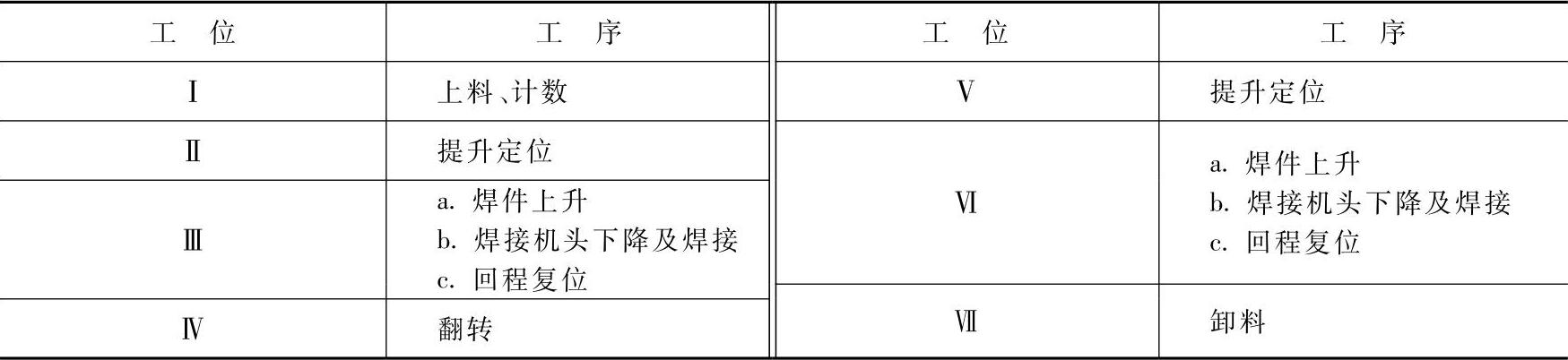
车轮合成由轮辐与轮毂焊接而成,如图8-22a所示。在车轮合成自动装焊生产线上采用等厚轮辐和4头CO2焊,其生产线如图8-22b所示。各工位的工序见表8-1。焊件的传送采用无随行夹具的往复步进运动。由滑架带动车轮前进,并停止在相应工位上。当焊件需定位及焊接时,由固定在底架上的升降台将车轮托起,使之离开滑架。焊接时,滑架空程复位、准备送下一个车轮。在焊完内缝后翻转机械手将车轮夹紧并翻转180°,再进行外缝的定位焊接。
采用4头CO2专用焊机焊接,每个机头旋转90°。焊机保证四机头同时引弧,并在起弧后有一段停留时间;熄弧时有电流电压衰减控制,并在小的焊接参数电弧下反向焊接,以填满弧坑。机头与焊缝的对准采用焊缝跟踪装置。
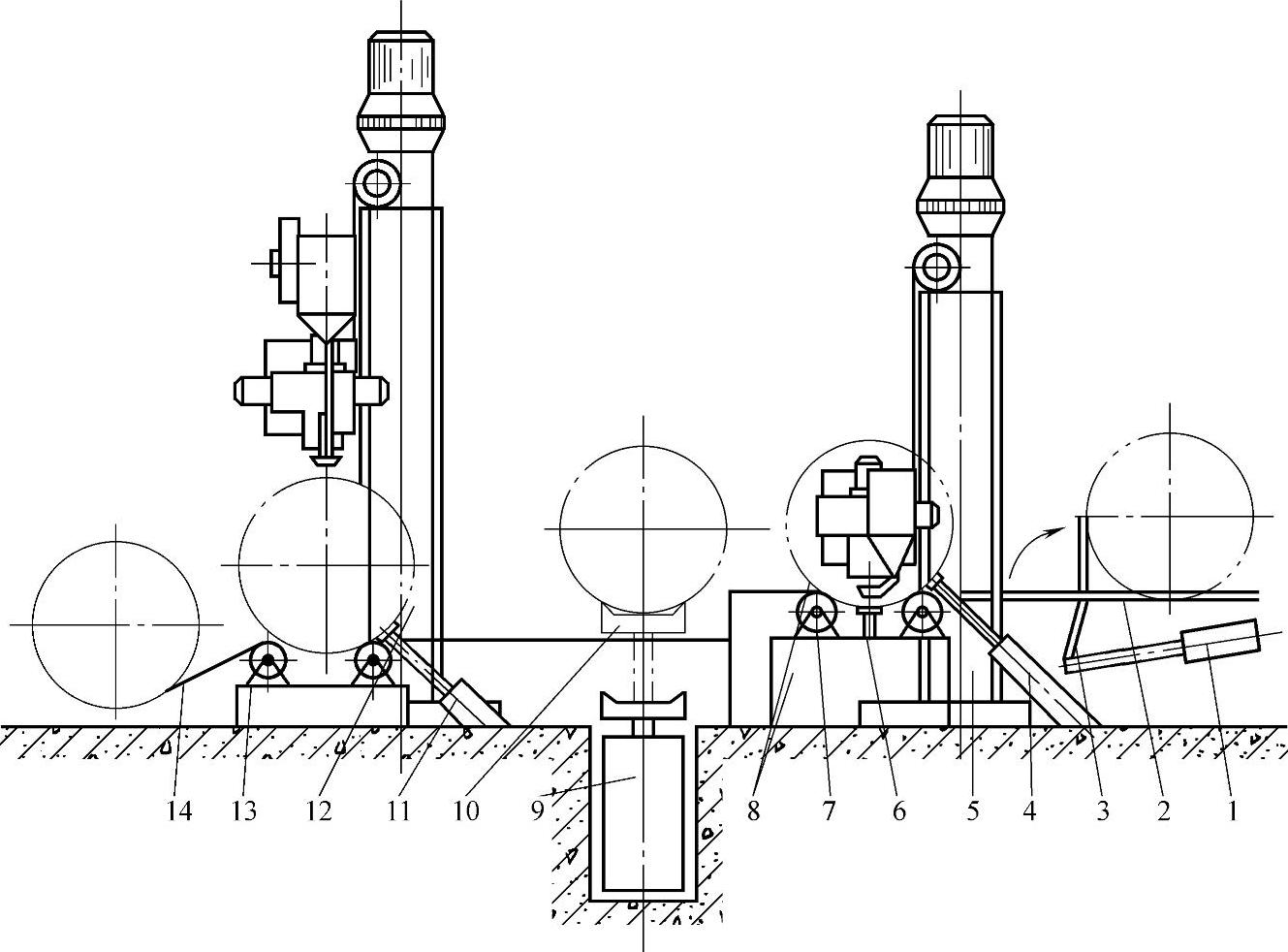
图8-21 中小直径筒(管)节内、外纵缝焊接中心
1—挡料气缸 2—存料架 3—挡料架 4—内纵缝推料气缸 5—筒(管)节内纵缝焊接操作机 6—内纵缝焊剂垫及气缸 7—内纵缝焊接滚轮架 8—筒(管)件 9—卸料气缸 10—卸料架 11—外纵缝推料架 12—筒(管)节外纵缝焊接操作机 13—外纵缝滚轮架 14—滚料架
 (https://www.xing528.com)
(https://www.xing528.com)
图8-22 车轮合成自动装焊生产线
a)车轮合成 b)装焊生产线
1—轮辐 2—轮毂
表8-1 车轮合成焊接生产线各工位工序
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。