



【摘要】:国产EQ140汽车储气筒的结构如图8-16所示。储气筒由壁厚为2mm的热轧钢板筒体和板厚为2.5mm的前盖和后盖以及4个管接头管座焊接而成,工作压力为784kPa,结构性能应保证承受压力为1174kPa的静强度试验而不得破坏,承受压力为784kPa的密封性检查无渗漏。两条外环缝用两台焊机同一台控制箱同步控制焊接。储气筒旋转一周后,起动停止按钮,终止焊接。
储气筒是汽车上为气动刹车而必备一个重要部件。国产EQ140汽车储气筒的结构如图8-16所示。储气筒由壁厚为2mm的热轧钢板筒体和板厚为2.5mm的前盖和后盖以及4个管接头管座焊接而成,工作压力为784kPa,结构性能应保证承受压力为1174kPa的静强度试验而不得破坏,承受压力为784kPa的密封性检查无渗漏。
1.组成
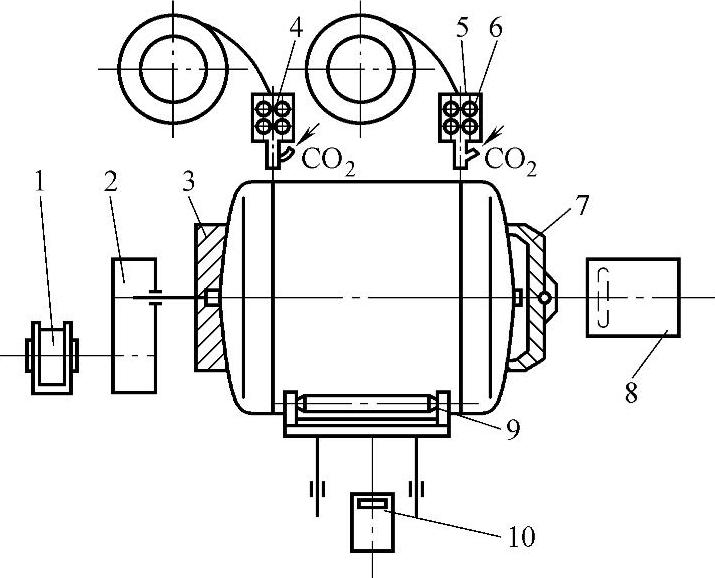
焊接中心由两台焊机、储气筒部件辊道、储气筒焊接变位机和电气控制系统组成,如图8-17所示。
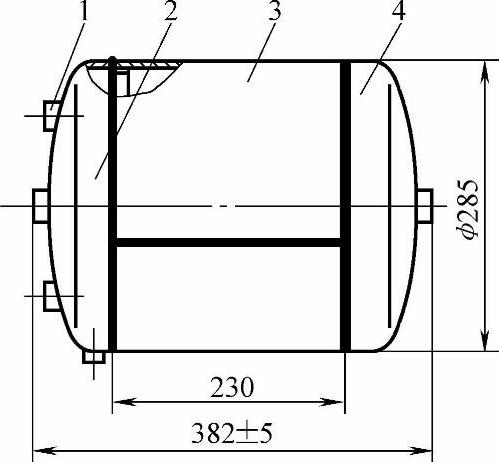
图8-16 汽车储气筒总成
1—管接头座 2—前盖 3—筒体 4—后盖
 (https://www.xing528.com)
(https://www.xing528.com)
图8-17 汽车储气筒外环缝焊接中心
1—电动机 2—减速机 3—固定夹头 4—送丝机Ⅰ 5—送丝机Ⅱ 6—焊机机头 7—动夹头 8—气缸Ⅰ 9—辊轮式托架 10—气缸Ⅱ
2.焊接
经过装置夹具完成的储气筒,通过辊道送入焊接工位辊轮式托架9上,起动气缸Ⅱ,托架9上升,使储气筒中心线与焊接变位机两夹头中心线重合;起动气缸Ⅰ,焊接变位机夹头移动并将储气筒夹紧,焊前准备完成。两条外环缝用两台焊机同一台控制箱同步控制焊接。起动焊接按钮,两台焊机和焊件变位机同时分别送丝引弧和旋转,焊接过程中,两条外环缝的焊缝跟踪和焊丝伸出长度的调节分别采用手控、手控电动或传感器自动完成。储气筒旋转一周后,起动停止按钮,终止焊接。起动气缸Ⅰ和Ⅱ,储气筒移出辊轮式托架,储气筒通过辊道送入下一道工序。
采用的焊机为NZC4-2×300-1专用焊机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。