



1.组成
大直径容器筒体内环缝焊接中心由容器筒体内环缝焊接操作机(伸缩臂的前端配置有机头三维调整机构、焊接电源)、自动式焊接滚轮架、机动内环缝焊剂垫、台车和电气控制系统等组成,如图8-12所示。
(1)容器筒体内环缝焊接操作机 当容器组装采用筒节边装边焊方案时,可采用通用型伸缩臂式焊接操作机,伸臂长3~4m,在伸缩臂的前端装上机头三维调整机构即可满足内环缝施焊的各种要求。若采用多节筒节整体装配定位焊后再施焊的方案时,内环缝焊接操作机的结构形式要根据筒体最大长度来决定,以免影响焊接质量和增加操作机制造成本。操作机伸缩臂的有效工作行程一般不宜超过8m,必要时可制成10~14m。三维调整机构中的焊接位置调整机构可为机动或手动。跟踪与焊丝伸出长度调整目前可以手控机动,但从发展与焊接质量控制角度来讲以采用传感器控制为宜。
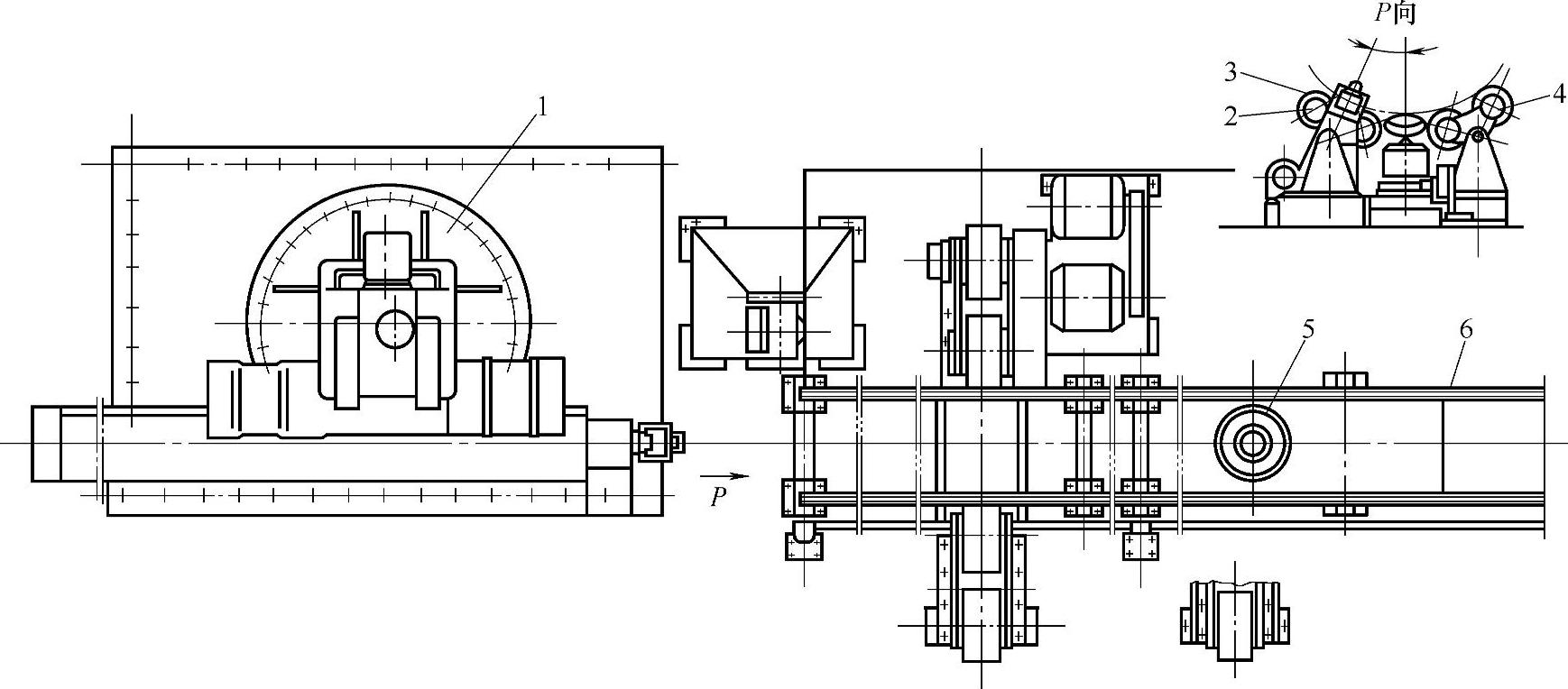
图8-12 大直径容器筒体内环缝焊接中心(平面布置)
1—容器筒体内环缝焊接操作机 2—自调式焊接滚轮架(主动) 3—防轴向窜动装置 4—焊接滚轮架(被动) 5—机动内环缝焊剂垫台车 6—焊剂垫台车导轨(https://www.xing528.com)
(2)电控机动焊剂垫台车 坡口面精加工并辅以合理尺寸匹配,焊接内环缝第一层时可以采用内环缝焊剂垫。采用电控机动焊剂垫台车,可减轻工人劳动强度,减少辅助工时,提高劳动生产率。
(3)焊剂回收技术 埋弧焊时,应尽可能使用焊剂自动进给和回收综合装置,焊剂自动进给和回收以真空式较为合理。
2.焊接
筒体总装定位后,将筒体吊入焊接滚轮架上,电控移动焊剂垫台车和内环缝焊接操作机的第一节伸缩臂,使台车和机头均移至筒体端部第一条内环缝处,上升焊剂垫至工作状态,送下焊剂后即可开始内环缝的施焊;焊接过程中的焊缝跟踪和焊丝伸出长度调整,目前均采用手控电动方式,从发展来看必须采用传感器控制的焊缝自动跟踪和焊丝伸出长度的自动调整技术,环缝头尾搭接30~50mm后,停机终止焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。