



产品对象:筒体直径2000~4000mm,筒节长度≤3000mm,板厚6~16mm。
1.组成
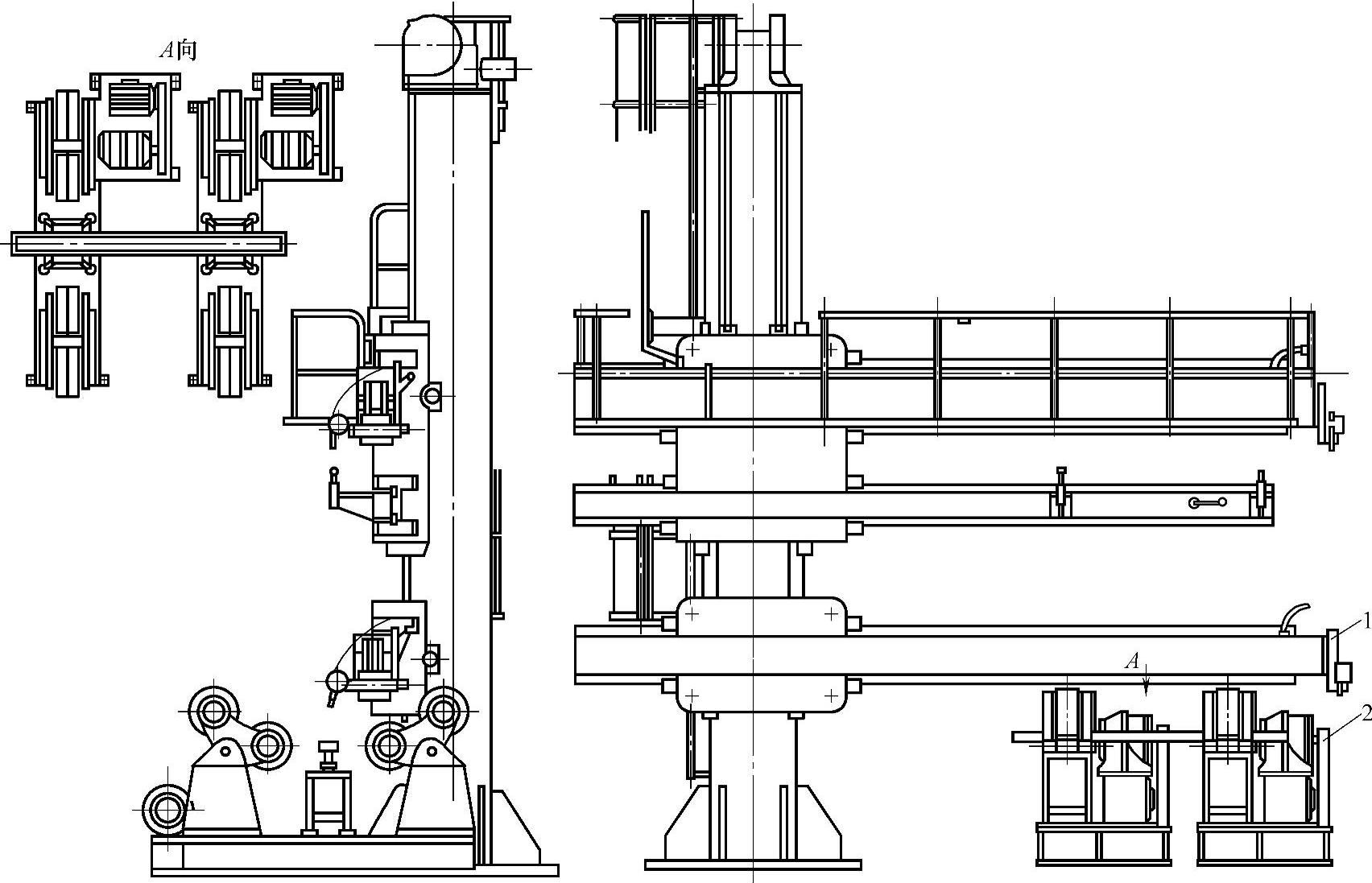
容器筒节内、外纵缝焊接中心如图8-11所示。由3根伸缩臂式的内、外纵缝焊接操作机、自调式焊接滚轮架、焊接电源、内纵缝焊剂垫、焊剂自动回收装置和电气控制系统等组成。
内、外纵缝焊接操作机的立柱上设置了3根伸缩臂:下臂通过滑座固定在立柱上,上滑座可沿立柱导轨带动上臂和托臂升降,上、下臂伸缩有两种速度:快速和焊接速度。快速伸缩用于调整位置,可节省辅助时间;焊接速度可根据施焊需要稳定而无级调节。工作时,先由下伸缩臂施焊内纵缝,再由上伸缩臂施焊外纵缝。焊接内纵缝时,需配置内纵缝焊剂垫和焊剂自动回收装置。两种伸缩臂端部均配置了机动焊缝跟踪和焊丝伸出长度调节装置,再配置相应的传感器即可实现焊缝的自动跟踪和焊丝伸出长度的自动调节。筒节较大或较薄,直径又较大时,筒节柔度较大,所以设置了伸缩托梁,焊接外纵缝时,可以支承筒节,以确保埋弧焊起弧和焊接过程稳定性。焊接中心还配置了两套操作盘,在上伸缩臂端侧和下伸缩臂对侧均可控制操作机和滚轮架、焊剂垫的各种动作和实施焊接。为了节省设备投资,可以用同一台焊接电源通过自动转换电路分别施焊内、外纵缝;用同一台步进电动机驱动电源分别控制上、下伸缩臂端部的焊缝跟踪执行机构。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-11 大直径容器筒节内、外纵缝焊接中心
1—容器内、外纵缝焊接操作机 2—自调式焊接滚轮架
2.焊接
单个筒节被吊入焊接中心的自调式滚轮架上,滚轮架转动使筒节焊缝基本对正焊剂垫中心线,焊剂垫升起托紧筒节,装焊引弧板、引出板,移出下伸臂,做好焊前准备。按下起动按钮,实施内纵缝焊接。停弧终止焊接后,自动回收焊剂,移回下伸臂,落下焊剂垫,转动滚轮架使筒节焊缝移至上位。移出托臂托紧筒节,移出上伸臂,边移边对缝,做好焊前准备,施焊外纵缝。终止焊接,回收焊剂,移回上伸臂和托臂,筒节内、外纵缝施焊完毕。去除引弧、引出板,将筒节吊出焊接中心。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。