



【摘要】:它由悬臂式焊接操作机、三维机头调节机构、焊接机头、自动跟踪和焊丝伸出长度自动调整传感器及其控制系统、焊接滚轮架、内环缝的焊剂垫小车、自动找缝装置、焊接电源和电气控制系统等组成。焊接时,焊工只需按动启动、停止、台车左右移动四个按钮,就能控制焊接中心完成管体内环缝的焊接工作。
内环缝的焊接必须把焊接机头伸到管体内,为防止移位或焊接过程中伸出臂或机头抖动,影响焊接过程正常实施,对细长管体内环缝的焊接,宜采取机头固定不动,而让管体移动的方法使机头到位。图8-10所示为内环缝的焊接中心。它由悬臂式焊接操作机、三维机头调节机构、焊接机头、自动跟踪和焊丝伸出长度自动调整传感器及其控制系统、焊接滚轮架、内环缝的焊剂垫小车、自动找缝装置、焊接电源和电气控制系统等组成。
该焊接中心适用产品范围:直径≥400mm,管体长L≤13m,板厚δ=6~14mm,可以施焊多条内环缝,焊接方法为MAG焊。可以实现焊枪自动寻找和跟踪焊缝,能自动调整焊枪高度、按照合适程序自动引弧;收弧时,系统具有电流自动衰减延时熄弧,延时闭气及焊枪自动抬起等功能。焊接全过程实现程序控制。焊接时,焊工只需按动启动、停止、台车左右移动四个按钮,就能控制焊接中心完成管体内环缝的焊接工作。工件直径改变时,则需启动滑座升降按钮,调整悬臂高度。
滚轮架的转速即焊接速度,要求平移可调,它由直流电动机驱动,闭环调节和多极放大的晶闸管调速电路,既可以焊速无级调节,又有很强的补偿能力,即使负载或网路有很大变动,也能保证焊接速度平稳。
 (https://www.xing528.com)
(https://www.xing528.com)
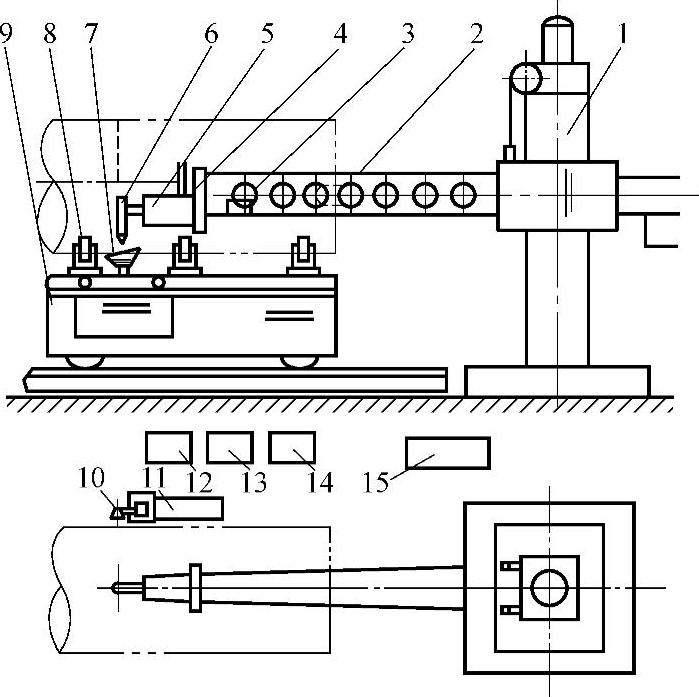
图8-10 细长管体内环缝焊接中心
1—悬臂式焊接操作机 2—送丝机构 3—自动跟踪控制系统 4—三维机头调整机构 5—传感器 6—焊枪 7—内环缝的焊剂垫台车 8—焊接滚轮架 9—焊接滚轮架台车 10—焊缝找正装置 11—主操作盘 12—自动跟踪控制箱 13—主控制箱 14—焊接电源15—混合气
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。