



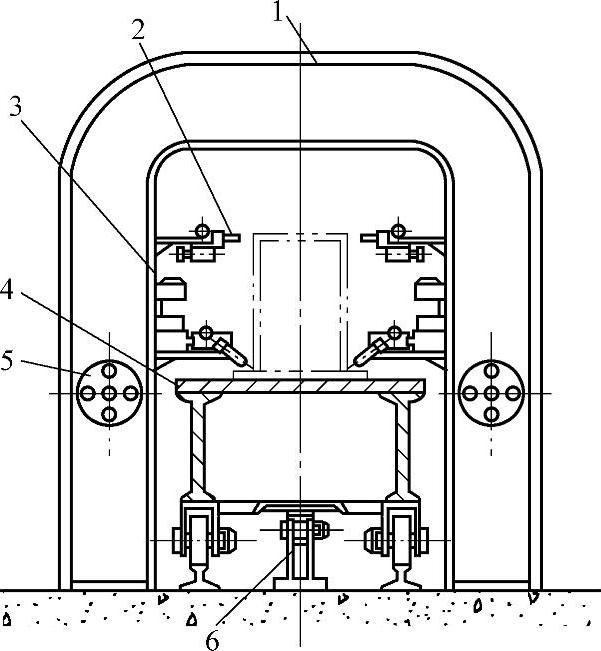
图8-8 箱形梁4极CO2焊接自动机
1—龙门架 2—焊接机头及调整机构 3—送丝机构 4—活动工作台 5—焊丝盘 6—工作台驱动装置
现代电站锅炉广泛采用光管加扁钢焊制的膜式壁管屏(又称膜式水冷壁,其结构如图8-9所示)。过去主要采用埋弧焊和CO2焊工艺,由于受到这些方法自身特点和不能实现仰焊的限制,正反面不能同时施焊,故需翻转工件和校正焊接变形,使生产周期变长。为了满足大型锅炉机组的特殊要求,现已采用4极或12极同时上下两面施焊的膜式管屏焊接自动机。使用脉冲MAG焊;(Ar+CO2)混合气体保护,已制造出高质量、高精度和高生产率的锅炉膜式壁产品。(https://www.xing528.com)
图8-9为12极膜式壁焊接自动机的示意图,由一台12极焊机、12极焊机前辊道、碳化钨导向块和12极焊机后辊道、混合供气系统和电气控制系统组成。该设备采用上下各6个焊头,同时焊接4根扁钢与5根钢管(包括2根工艺管)或3根扁钢与4根管子的双面角焊缝,一次成形。焊接时工件用5组压紧轮压紧,上6支焊枪分成两群,下6支焊枪也分成两群同时焊接,从而取消了管屏的装配、定位、翻身和变形校正等许多工序,简化了制造工艺流程,大大地缩短了生产周期。该机电气控制部分均采用可编程序控制,共有512个I/O接点,因此,工作可靠,有利于全自动程序控制。配有工业计算机,它由主机(内存384KB)、双驱动磁盘机、点阵式打印机等组成;可记录和显示焊接过程的彩色图形和工艺参数;使用晶体管式脉冲MAG弧焊电源;该机可焊的管径ф25.4~ф76.2mm,管壁厚3.5~9.0mm,管子长最大25m;扁钢宽12.4~110mm,扁钢厚5~9mm;焊件宽度最大达1500mm;焊接速度300~1400mm/min。
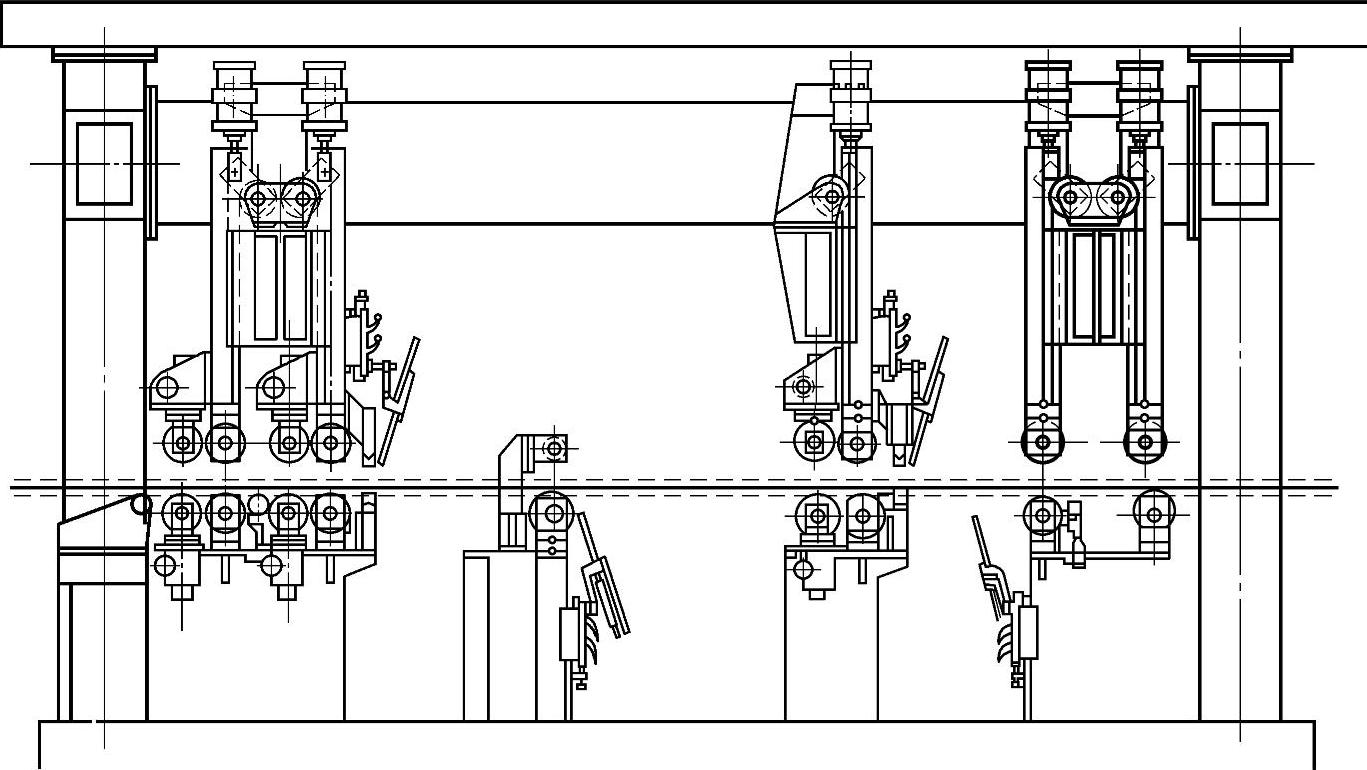
图8-912 极锅炉膜式壁焊接自动机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。