



各种起重机主梁的4条长角焊缝,通常采用三种生产方式:第一种是主梁放置于平台上,由伸缩臂式焊接操作机移位焊接;第二种是由龙门式焊接操作机施焊;第三种生产则是焊接机头座固定不动,主梁放置在机动台车上移动焊接。中小型主梁一般采用主梁移动方案,大型或超大型主梁大都采用放置平台上,机头移动施焊方案,如冶金起重机主梁上的4条长角焊缝常采用龙门式焊接操作机施焊。
1.大截面超长梁柱焊接自动机的基本结构
龙门式焊接自动机由龙门机架、焊接电源(两台套)、焊剂自动送进回收装置和电气控制系统等部分组成,如图8-1所示。
(1)龙门机架 它是梁柱焊接自动机的主体结构,由两根立柱、一个固定横梁、一个活动横梁和两根纵梁等栓接而成。纵梁即龙门架台车。为保证龙门式焊接自动机两侧台车同步移动,采用了一个驱动电机驱动双侧台车的驱动方案,使龙门式焊接自动机的4个行走轮全为主动轮。行走台车导轨经精加工,依靠矩形导轨三面导轮导向,导向间隙可调,导向精度高(单侧导轨导向),台车装置有防倾翻安全装置;该龙门式焊接自动机是一台套多功能综合自动机,既能焊接拼板的纵横焊缝,又能焊各种结构尺寸和各种截面的箱形梁(最大截面可达3m×2.5m)结构;机架上的活动横梁13可使焊嘴能在距焊件平台表面0~250mm范围内调节;活动横梁上又装有两台滑座,其上分别装置焊接机头,焊缝跟踪系统和焊工操纵盘6等;活动横梁上还配置焊工操作台;龙门机架左侧纵梁处配置气瓶架可容纳7个气瓶及CO2气预热器、减压阀,还配置了水箱及水泵。为方便维修,焊接电源分别安装在左右纵梁上。
(2)焊接工艺 龙门式焊接自动机既可实施气体保护焊(CO2气体保护焊、MAG焊及双层气流保护焊),还可实施埋弧焊。
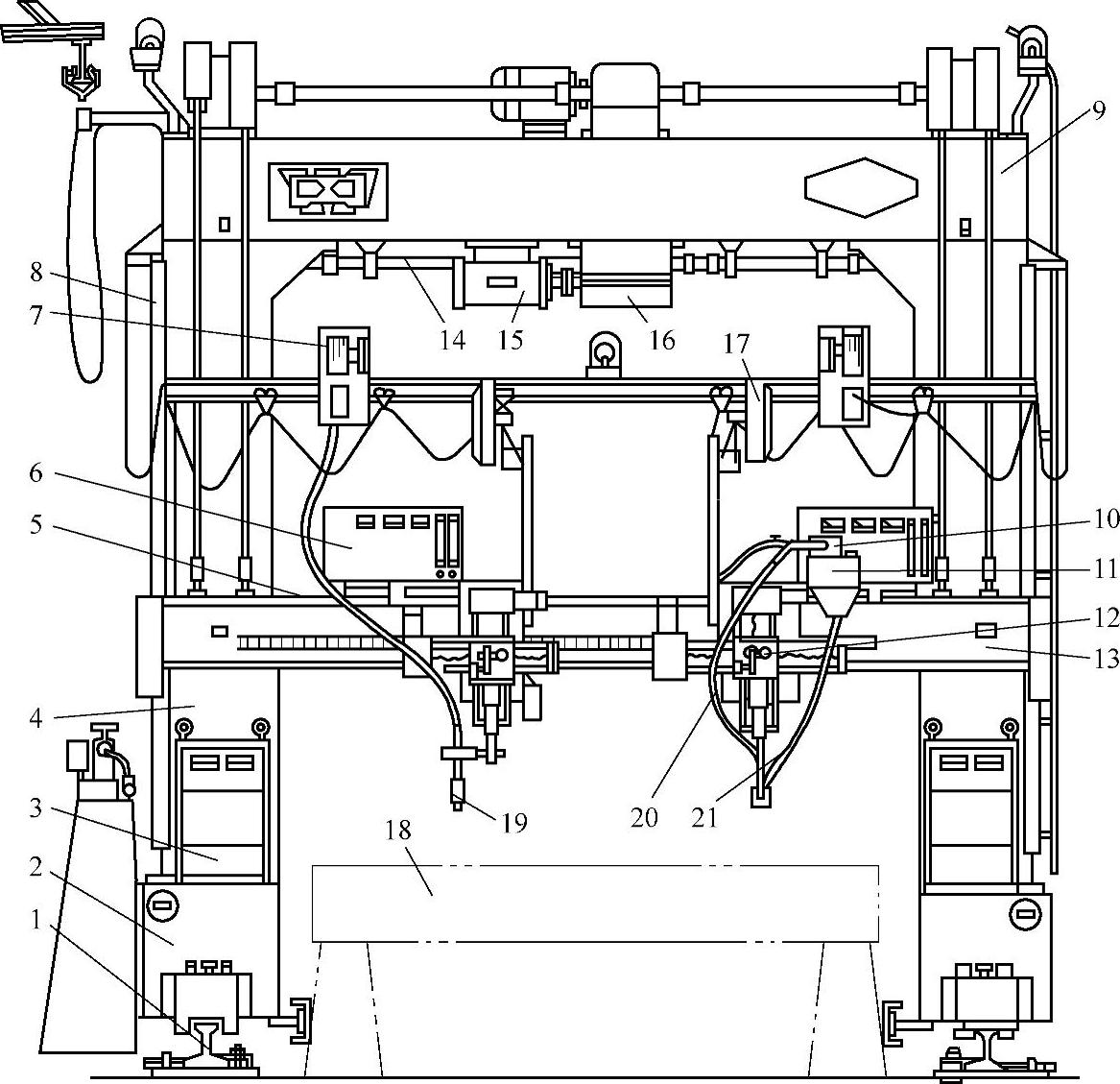
图8-1 大截面超长梁柱焊接自动机的结构
1—轨道 2—纵梁 3—焊接电源(2台) 4—立柱 5—水平导轨 6—焊接操纵盘 7—气电焊送丝机构 8—垂直导轨 9—固定横梁 10—焊剂自动回收装置 11—焊剂桶 12—埋弧焊送丝机构 13—活动横梁 14—传动轴 15—行走直流电动机 16—行走变速机 17—埋弧焊丝盘 18—焊接台 19—双层气流焊枪 20—焊剂回收波纹管 21—焊剂输送软管
(3)焊接设备 由气电焊设备、埋弧焊设备及焊接控制箱三部分组成。(https://www.xing528.com)
气电焊设备选用XN500PS型焊机,一机多用。当采用旋流式双层气流焊枪时,内层氩气保护,外层CO2气体保护。
埋弧焊设备包括焊接电源、焊接机头及其调整机构(滑座)、指针状接触式两维传感器和焊剂自动输送回收装置。
焊缝自动跟踪和焊丝伸出长度自动调节,均由指针状接触式两维传感器及其执行机构、控制系统完成。
2.龙门式焊接自动机的主要用途
1)用于大型箱形梁长焊缝和拼板缝的焊接,焊件可以是箱形梁柱,箱形结构最大截面为3m×2.5m,最大长度为50m;还可进行横向拼板焊接,拼板的最大宽度为2.5m。
2)可以焊接对接接头的各种坡口,也可以焊接搭接头和角接接头。
3)既可单枪焊接,也可双枪焊接,以提高焊接生产率。可以利用自动跟踪系统实现长直焊缝或各种较大曲率半径和曲线焊缝的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。