



1.梁、柱的装配
参见第六章第五节所述。
2.梁、柱焊接接头的坡口形式
根据梁、柱的结构特点和要求,所有拼接接头均为对接接头,胶板与翼板连接为T形角接头,方形截面箱形柱四块板间连接为L形角接接头。
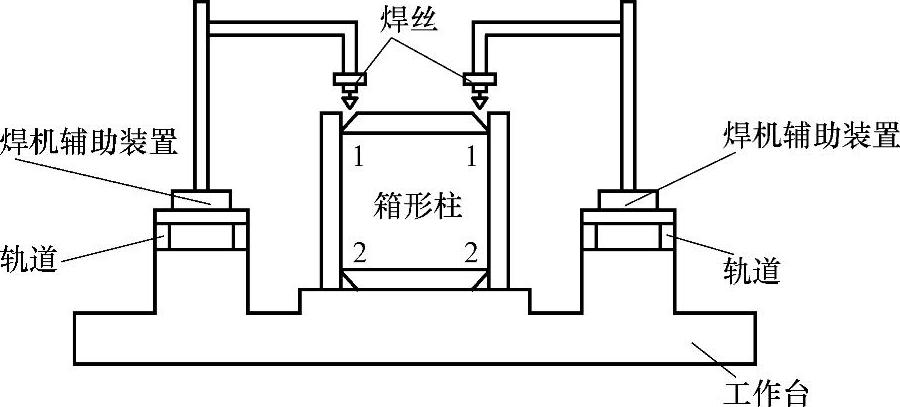
图7-116 焊接顺序示意
(1)拼板焊接坡口 由于大型梁和柱使用的板材均较厚,而巨要求全焊透,无论哪种焊接方法,都要保证焊接质量和焊后的平直度。所以一般均选择X形坡口,如图7-117所示。
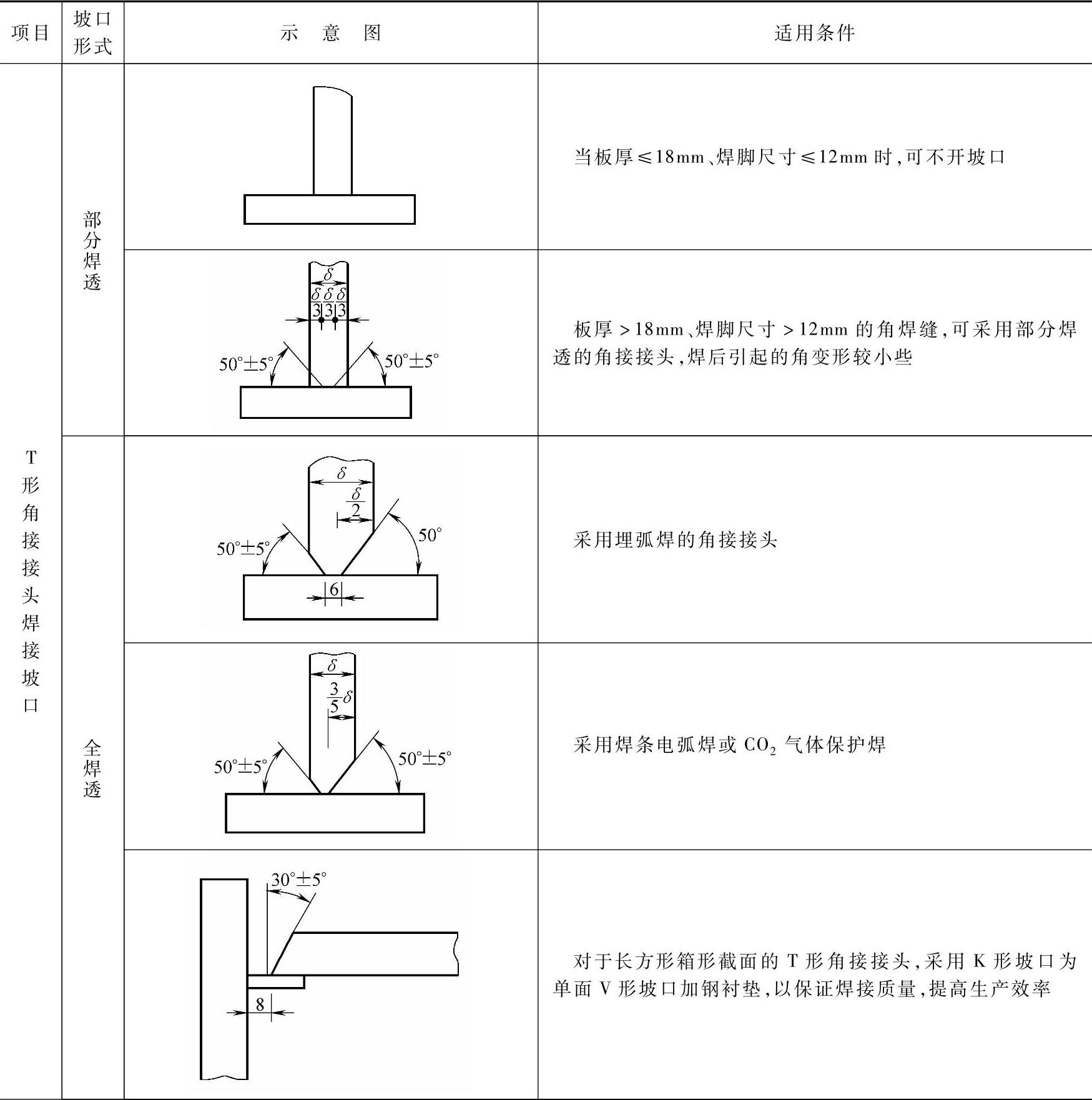
表7-48 腹板与翼板之间的T形角焊坡口
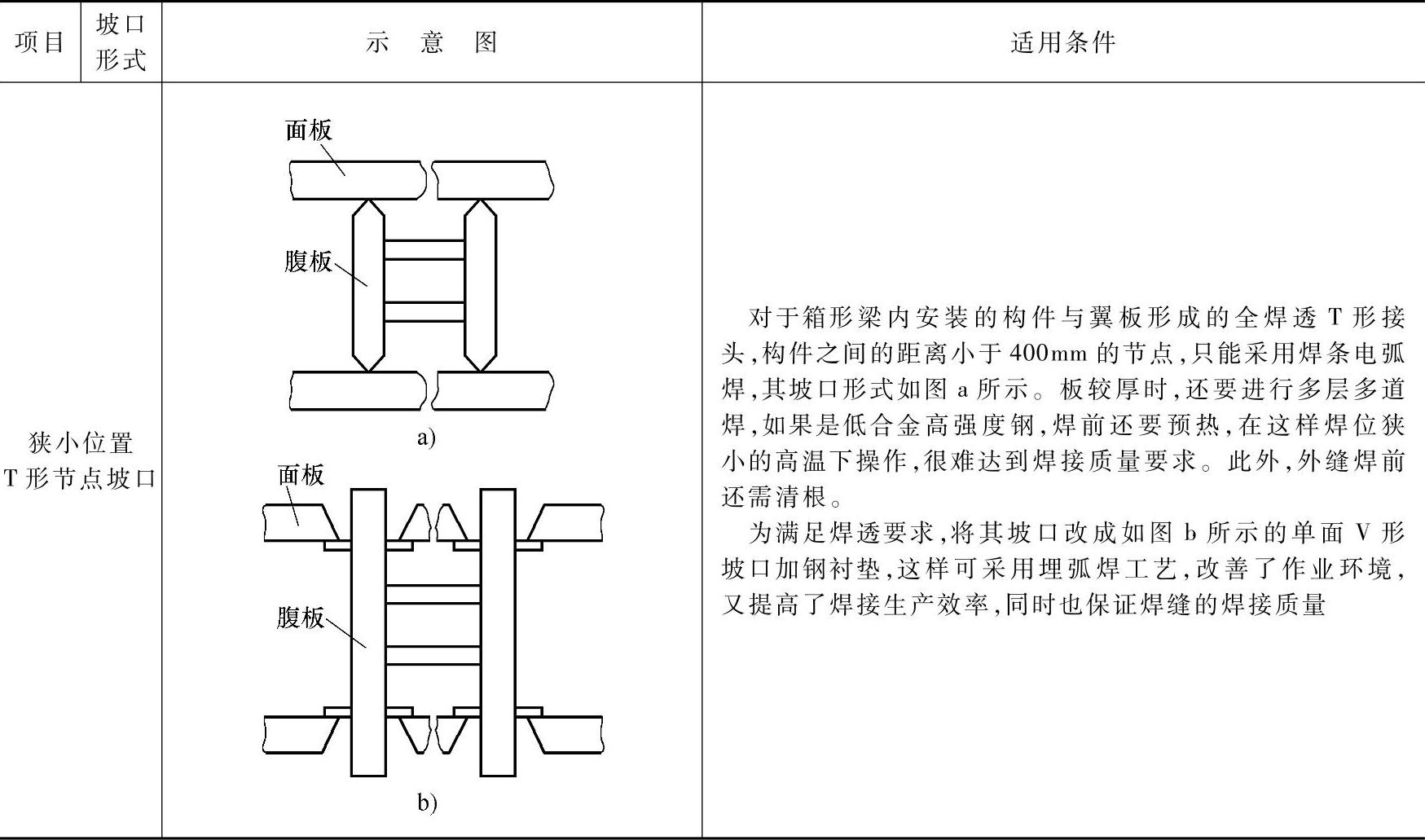
(续)
(2)腹板与翼板之间的T形角焊坡口 根据受力大小不同,腹板与翼板之间的T形角焊坡口有部分焊透和全焊透两种形式,见表7-48。
3.肋板与壁板的焊接坡口形式
正方形的箱形柱内肋板与壁板的T形角焊缝要求全焊透,在最后一块壁板盖上去后,与肋板形成的一条T形角焊缝无法进行焊条电弧焊,在实际生产中采用熔嘴电渣焊方法进行焊接,其坡口形式如图7-118所示。
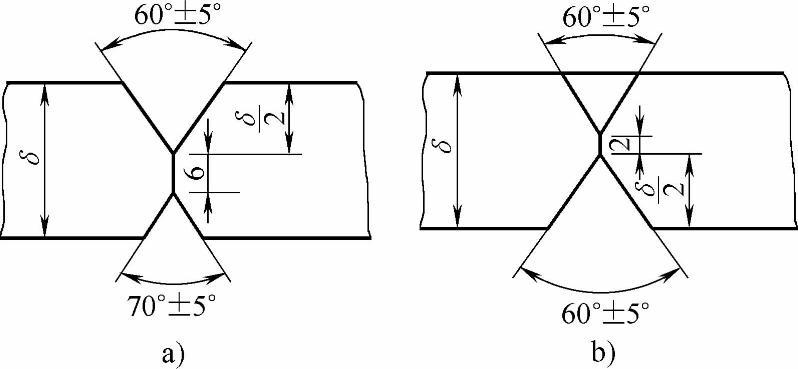
图7-117 梁、柱拼板焊接坡口
a)埋弧焊 b)焊条电弧焊或CO2气体保护焊(https://www.xing528.com)
4.梁的焊接
(1)工宇梁的焊接
1)工宇梁的组装。工宇梁的组装方法分为卧式组装和立式组装,见表7-49。
表7-49 工字梁的组装方法

2)工宇梁的焊接。工宇梁焊接时应首先进行四条主角焊缝的焊接,一般采用埋弧焊的船位焊接,为了保证梁的拱度,应先对下盖板侧的角焊缝进行焊接,然后焊接上盖板侧的角焊缝。待工形盖板的焊接变形修整后,再组装腹板上的加强肋,可采用CO2气体保护焊焊接加强肋的角焊缝。焊接时应从梁长度方向的中间向两端进行对称焊接,对于有顶紧要求的加强肋,应从顶紧端向另一端焊接。
(2)箱形梁的焊接
1)箱形梁的组装。箱形梁组装时,应先将一侧盖板置于平台上,然后组对隔板,接着组装两侧腹板形成槽形,焊接隔板的三面角焊缝,最后在槽形上组装另一盖板,形成箱形。
2)箱形梁的焊接。
①主角焊缝的焊接。箱形杆件组成槽形后,可采用CO2气体保护焊焊接隔板的三面角焊缝,应对称焊接,扣盖组成箱形后,焊接箱形的四条主角焊缝。主角焊缝一般采用埋弧焊,为了防止箱形杆件产生扭曲变形,四条主角焊缝应同向焊接,同一腹板侧的两条主角焊缝需对称焊接。
②焊缝坡口根部焊道的焊接。其焊接顺序如图7-119所示。为了便于埋弧焊焊接操作,也可以将2~3根截面相同的箱形杆件并排在平台上一起顶紧焊接,焊接时可利用刚性固定的方法,以控制杆件的扭曲变形。
5.柱的焊接
(1)实腹柱的焊接 工宇形实腹柱和箱形实腹柱的焊接要求与工宇梁和箱形梁的焊接要求相近,一般主角焊缝采用埋弧焊,加强肋或隔板采用CO2气体保护焊。对于要求隔板四面全焊的箱形柱,最后采用电渣焊焊接隔板与盖板间的角焊缝。
(2)格构柱的焊接 格构柱的焊接一般较简单,焊缝长度较短,组装定位后,主要采用焊条电弧焊或CO2气体保护焊方法焊接,尽可能对称施焊。
(3)梁柱的安装与焊接 如图7-120所示,把箱形断面梁安装到立柱上,应首先把梁焊接在支撑牛腿上,然后把侧面的连接板焊接到梁与柱上,最后把上面的连接板焊到梁与柱上。这样能使梁贴紧牛腿,不会发生位移和脱空。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。