



1.桁架起重机的种类
桁架起重机属于臂架类型起重机。主要有固定旋转起重机、塔式起重机、汽车起重机、铁路起重机等(见图7-97)。其结构生产特点均属于焊接桁架类。焊接桁架是指由直杆(角钢、圆钢等)在节点处通过焊接相互连接,组成的承受横向弯曲的格构式结构。桁架结构是由许多长短不一、形状各异的杆件通过直接连接或借助辅助元件(如连接板)焊接而成的结构。
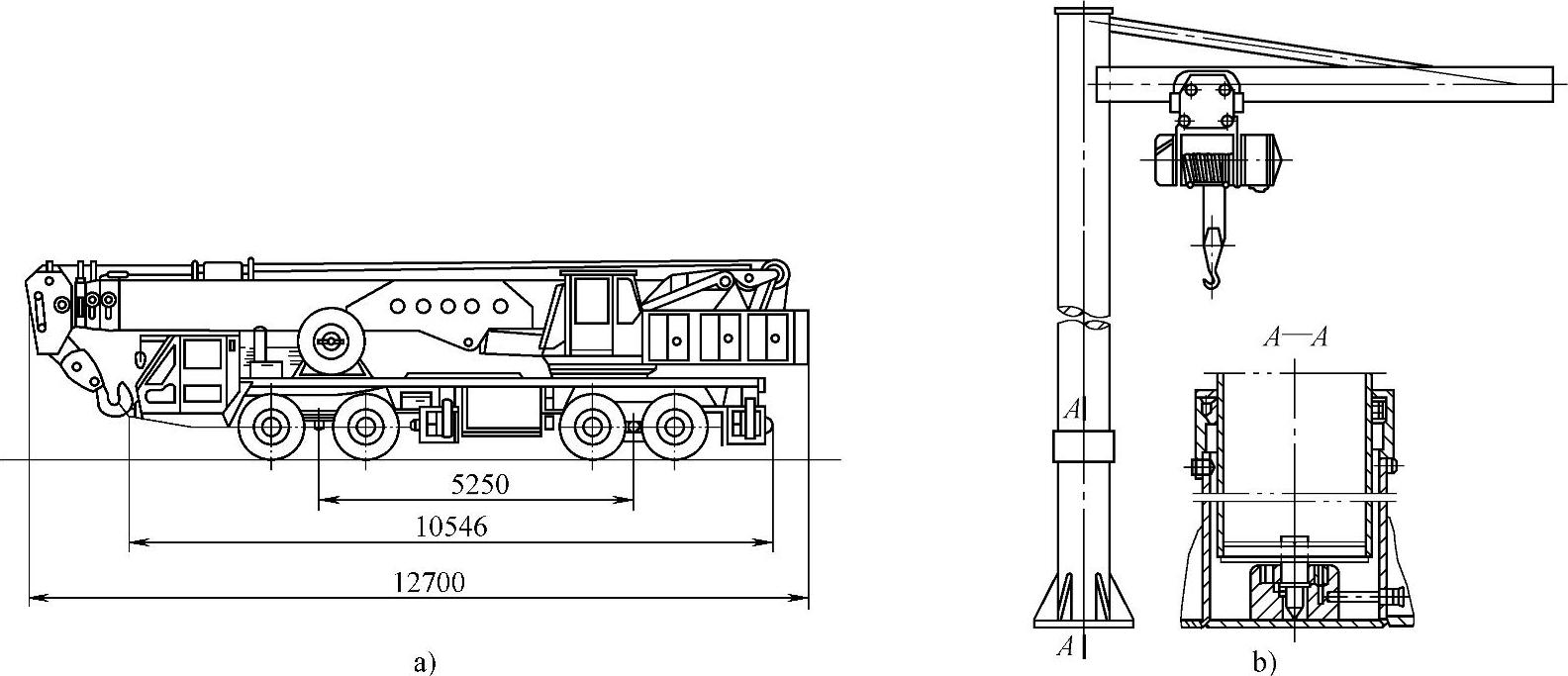
图7-97 桁架起重机
a)汽车起重机 b)固定式旋转起重机
桁架结构具有材料利用率高、重量轻、节省钢材、施工周期短及安装方便等优点,尤其是在载荷不大而跨度很大的结构上优势更为明显。因此,在主要承受横向载荷的梁类结构(如桥梁等)、机器的骨架、起重机臂架以及各种支撑塔架上应用非常广泛。桁架杆件材料的选用,与其工作条件、承受载荷的大小及跨度等因素有关。
2.桁架起重机的焊接生产
由于桁架产品的焊缝多为短的角焊缝,实施焊接自动化较困难,故目前国内主要采用焊条电弧焊及二氧化碳气体保护焊,后者有较高的生产率,值得推广。
桁架结构的焊接一般都是在结构装配完成之后进行的。由于桁架装配焊接后需保证杆件轴线与几何图形线重合,在节点处交于一点,以免产生设计载荷之外的偏心矩,故装配要有较高的准确度。桁架装配比较费工,提高桁架装配速度是提高整个桁架生产率的重要途径。
在单件小批量生产条件下,桁架尺寸规格经常变动,采用专门胎具生产不合适,多采用划线和仿形的装配方法法。划线装配法是按照桁架的施工图,将切割下好料的角钢置于装配平台上,然后在角钢上沿轴线划线,在上下弦上除绘制线外,还要绘制出腹杆轴线(竖直准线)位置,并在水平和竖直线的交点处打上样冲眼,再用白漆圈上(作为标记),然后在节点板上划线,将划好线的弦杆与之按线装配,然后将两端划好中心线的腹杆与带有节点板的弦杆装配,装配时使用万能夹具(如螺旋压紧器等),全部位置合适后进行定位焊,接着将已完成装配并进行定位焊的半片桁架吊起,翻转放置在平台上(见图7-98),再以这半片桁架作为仿形模,在对应位置放置对应的节点板和和各种杆件,用万能夹具卡紧后(见图7-98b)进行定位焊;已完成新的半片桁架,吊下翻转180°,放置在平台上,则可布置垫板,装配另一半桁架各杆件(见图7-98c),定位焊完成之后,即可运到焊接工作地,进行全部焊缝的焊接。(https://www.xing528.com)
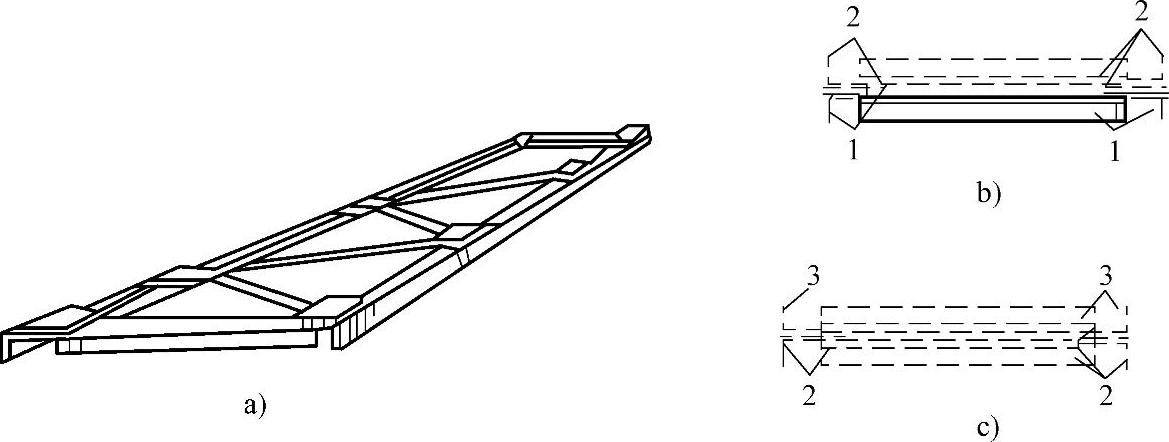
图7-98 桁架仿形装配法示意
1—仿形样模 2—仿制上半部桁架 3—仿制下半部桁架
除采用角钢、槽钢等杆件轴心划线法之外,也可在平台上先划几何图形线,依据几何图形线绘制型钢杆件轮廓线,并按此线装配。
在上述装配方法中,局部尺寸要求严格的部位,例如塔式桁架与柱相交接处采用了定位器。图7-99所示为装配半片桁架的靠模定位器。图中Ⅰ为底座,Ⅱ是固定靠模Ⅲ的定位器,Ⅳ是定位器立柱。图7-99b所示为正在装配的新桁架。桁架支撑垫板装配在立柱定位器上,位置被螺栓准确固定。这种定位器布置较多时就组成了装配桁架的模架,形成所谓桁架结构模架装配法。这种模架除了适于制成平面桁架之外,也常制成空间的桁架装配模架,如装配起重机的桁架(空间桁架)。这种模架是由槽钢拼成的,模架上带有定位器和夹紧器,当桁架生产批量小时,制造模架的经济效益较差。
综上所述,焊接桁架的工艺分析首先要考虑保证产品几何形状(装配位置正确),然后希望提高生产率,首要的是装配效率,焊接工艺要采用半自动、灵活的熔焊工艺,如二氧化碳气体保护焊等。
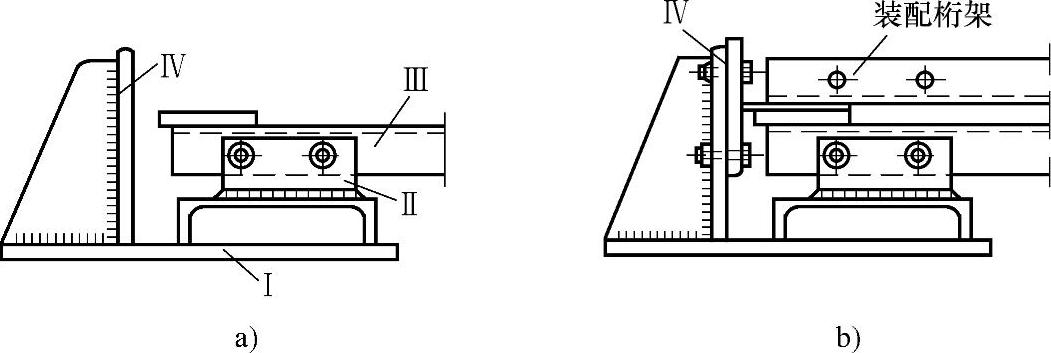
图7-99 固定桁架端部(支撑部)的定位器
Ⅰ—底座 Ⅱ—固定靠模 Ⅲ—定位器 Ⅳ—定位立柱
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。