



1.桥式起重机的结构及技术要求
桥式起重机由桥架1、运移机构2和载重机构3组成(见图7-74)。
可移动的桥架由主梁和两个端梁组成,端梁两端装有车轮,由车间两旁立柱悬臂上铺设的轨道支撑;桥架的移动机构用来驱动端梁上的车轮,使其沿着车间长度方向的轨道移动;桥架上的载重小车上装有起升机构和小车的移动机构,能沿铺设在桥架主梁的轨道移动。
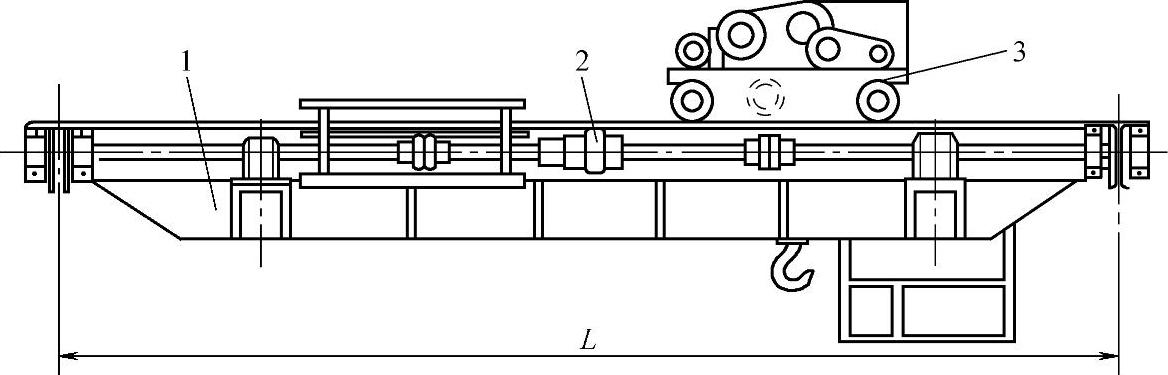
图7-74 桥式起重机
1—桥架 2—移动机构 3—载重机构
2.桥架结构特点及技术要点
桥式起重机的主要结构件是桥架,桥架有单梁和双梁两种。单梁桥架的承载结构(主梁)是单根轧制的工宇梁,在载荷较大时可采用组合截面或增加副梁。双梁的桥架由两根主梁组成,主梁的端部用端梁连接起来。两根主梁可选用轧制的工宇钢,但应用较多、较广的是箱形梁结构。
箱形桥式起重机的桥架结构如图7-75所示,它由主梁(或桁架)、栏杆(或辅助桁架)、端梁、走台(或水平桁架)、轨道及操纵室等组成。桥架的外形尺寸取决于起重量、跨度、起升高度及主梁结构形式。桥式起重机桥架常见的结构形式如图7-76所示。
(1)中轨箱形梁桥架 如图7-76a所示,该桥架由两根主梁和两根端梁组成。主梁外侧分别设有走台,轨道放在箱形梁的中心线上,小车载荷依靠主梁上的翼板和肋板来传递。该结构工艺性好,主梁、端梁等部件可采用自动焊接,生产率高;制造过程中主梁的变形量较大。
(2)偏轨箱形梁桥架 如图7-76b所示,它由两根偏轨箱形梁和两根端梁组成。小车轨道安装在上翼板边缘主腹板处,载荷直接作用在主腹板上。主梁多为宽主梁形式,依靠加宽主梁来增加桥架水平刚度,同时可省掉走台,主梁制造变形较小。
(3)偏轨空腹箱形梁桥架 如图7-76c所示,该桥架与偏轨箱形梁桥架基本相似,只是副腹板上开有许多矩形孔洞,可减轻自重,使梁内通风散热,同时便于内部维修,但制造比偏轨箱形梁麻烦。
(4)箱形单主梁桥架 如图7-76d所示,它由一根宽翼缘偏轨箱形主梁与端梁不在对称中心连接,以增大桥架的抗倾翻力矩能力。小车偏跨在主梁一侧使主梁受偏心载荷,最大轮压作用在主腹板顶面轨道上,主梁上要设置一到两根支承小车滚轮的轨道。该桥架制造成本低,主要用于起重量较大、跨度较大的门式起重机。
上述几种桥架形式中,以中轨箱形梁桥架最为典型,应用最为广泛,本节所涉及的内容均为该结构。
表7-30为普通桥式起重机技术参数。
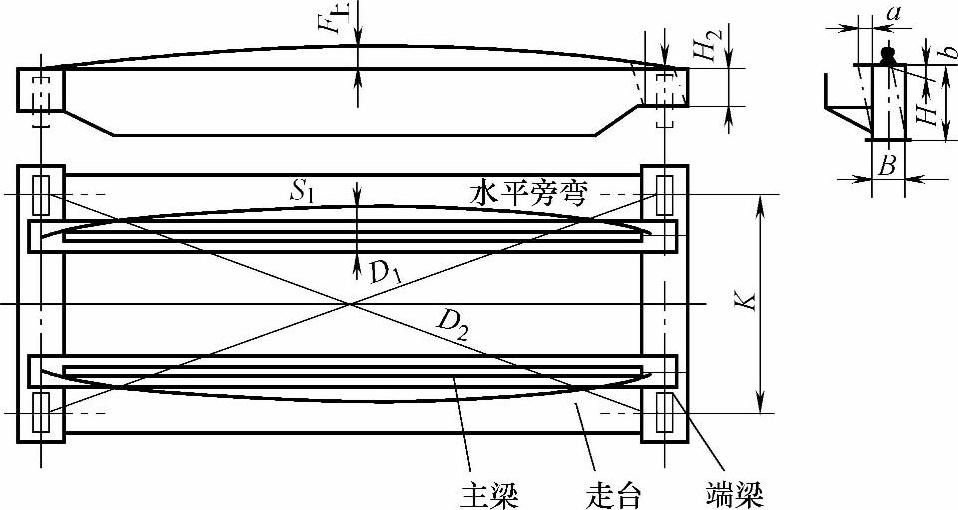
图7-75 箱形结构桥式起重机桥架主梁结构
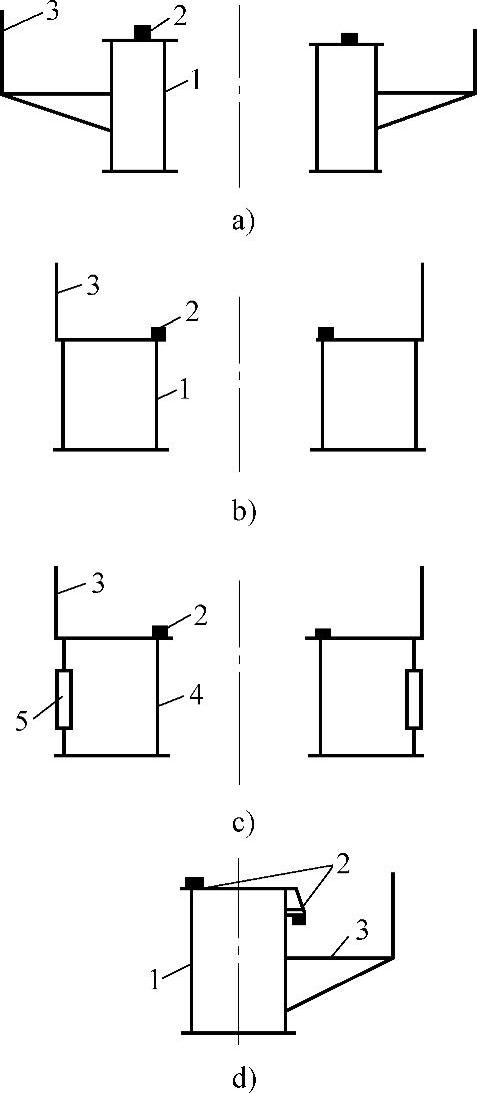
图7-76 桥式超重机桥架结构形式
a)中轨箱形梁桥架 b)偏轨箱形梁桥架 c)偏轨空腹箱形梁桥架 d)箱形单主梁桥架
1—箱形主梁 2—轨道 3—走台 4—工宇形主梁 5—空腹梁
表7-30 桥式起重机技术参数

3.主要部件结构特点及技术标准
(1)主梁 主梁是桥式起重机桥架中的主要受力部件,箱形主梁的一般结构如图7-77所示,由左右两块腹板、上下两块翼板以及若干长、短肋板组成。当腹板较高时,尚需加水平肋板,以提高腹板的稳定性,减小腹板的波浪变形;长、短肋板的主要作用是提高梁的稳定性及上翼板承受载荷的能力。
主梁在制造中应满足一些主要技术要求,如图7-78所示。主梁的上挠度fk=(1/700~1/1000)L(L为主梁的跨度)。主梁向走台一侧的旁弯fb=(1/1500~1/2000)L。主梁腹板的波浪变形以测量长度1m计,腹板波浪变形e,在受压区e<L/2000受拉区e<1.2δf。主梁翼板和腹板的倾斜会使梁产生扭曲变形,一般要求上翼板平面度c≤B/250。腹板垂直度a≤H/200。另外,各肋板之间的距离公差应在±5mm范围之内。
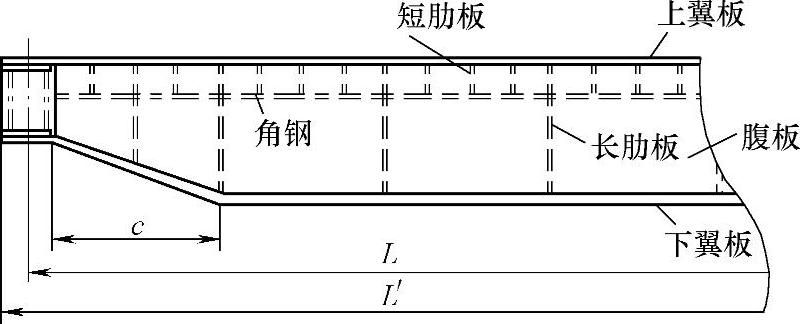
图7-77 主梁结构图
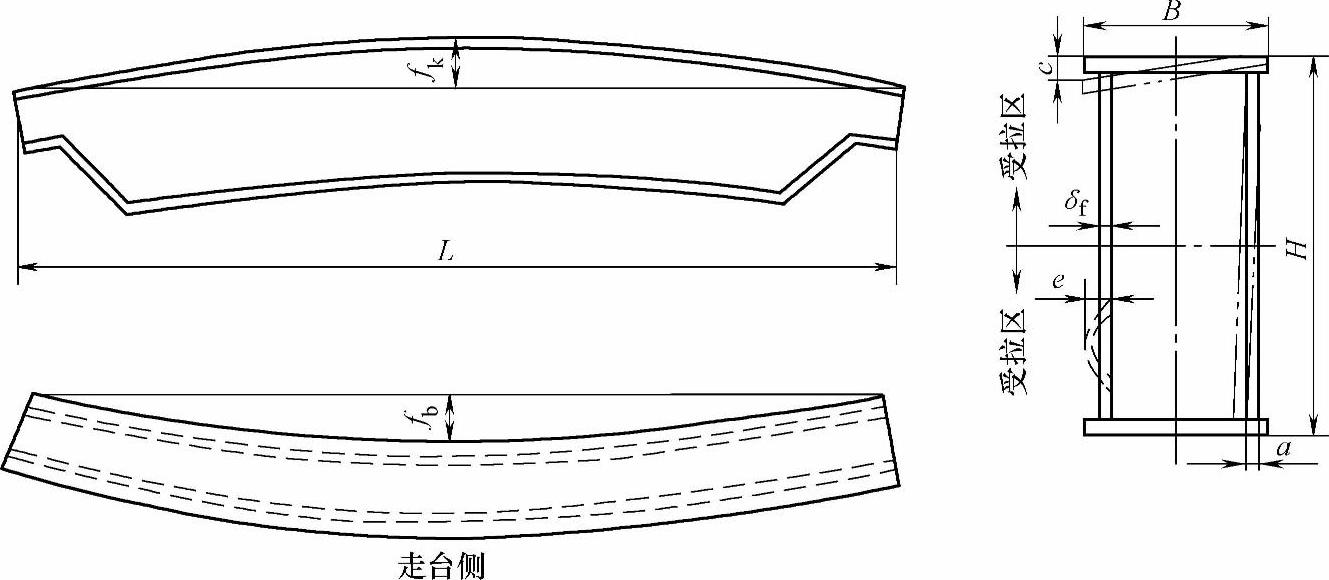
图7-78 箱形主梁主要技术要求
(2)端梁 端梁是桥式起重机桥架的组成部分之一,一般采用箱形结构,并在水平面内与主梁刚性连接。端梁按受载情况可分为以下两类:
1)端梁承担主梁的最大支承力,即端梁上作用有垂直载荷。结构特点是大车车轮安装在端梁的两端部,如图7-79a所示。此类端梁应计算弯矩,弯矩的最大截面是在与主梁连接处A—A、支承截面B—B和安装接头螺孔削弱的截面。
2)端梁没有垂直载荷,结构特点是车轮或车轮的平衡体直接安装在主梁端部,如图7-79b所示。此类端梁只起联系主梁的作用,它在垂直平面几乎不受力,在水平面内仍属刚性连接并受弯矩的作用。
依据桥架宽度和运输条件,在端梁上设置一个或两个安装接头(图7-79b为两个接头),即将端梁分成两段或三段,安装接头目前都采用高强度螺栓连接板。对端梁的主要技术要求是:盖板水平倾斜b≤B/250(B为盖板宽度);腹板垂直偏斜h≤H/250(H为腹板高度);同时对两端的弯板有特殊要求,端梁两端的弯板(见图7-80a)用于安装角型轴承箱及走轮,大车轮、轴和轴承等零部件装在角型轴承箱内,然后用螺栓紧固在端梁的弯板上,弯板压制成90°焊接在腹板上。角型轴承箱两直角面及止口板均经过机械加工,而弯板是非加工面。如弯板直角偏大,则安装角型轴承箱止口板与弯板的间隙大,需加垫片调整,这样,既费时,又难以保证质量,因而通常要求弯板直角偏差,折合最外端间隙不大于1.5mm,同时为保证桥架受力均匀和行走平稳,应控制同一端梁两端弯板高低差≤5mm,并巨要求同一车轮两弯板高低差g≤2mm,如图7-80b所示。
(3)小车轨道 起重机轨道有方钢、轻型铁路钢轨、重型钢轨和特殊钢轨4种。中小型起重机采用方钢和轻型铁路钢轨;重型起重机采用重型钢轨和特殊钢轨。中轨箱形梁桥架的小车轨道安放在主梁上翼板的中部。轨道多采用压板固定在桥架上,如图7-81所示。
为保证小车正常运行和桥架承载的需要,小车轨道安装时应满足以下主要要求:对同截面小车两轨道的高低差c有一定限制,一般当轨距T≤2.5m时,c≤3mm;轨距T>2.5m时,c≤5mm,如图7-82所示。同时,两轨道应相互平行,轨距偏差为±5mm。小车轨道的局部弯曲也有限制,一般在任意2m范围内不大于1mm。
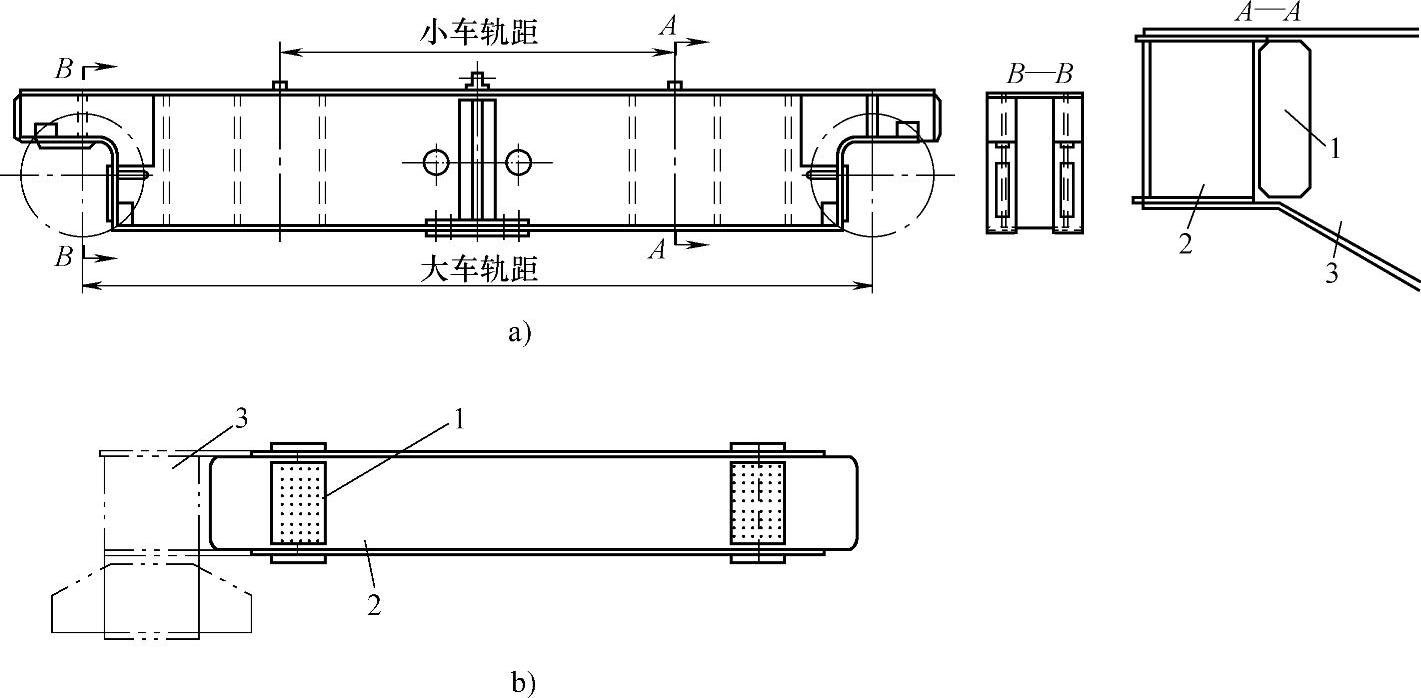
图7-79 端梁的两种结构形式
1—连接板 2—端梁 3—主梁
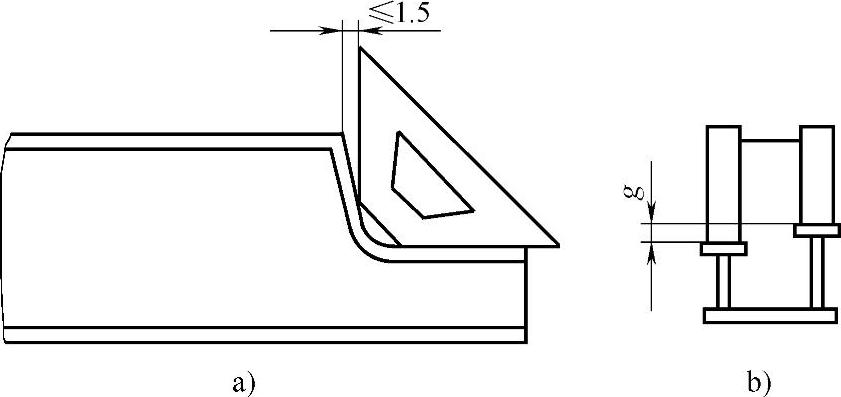
图7-80 对端梁弯板的要求
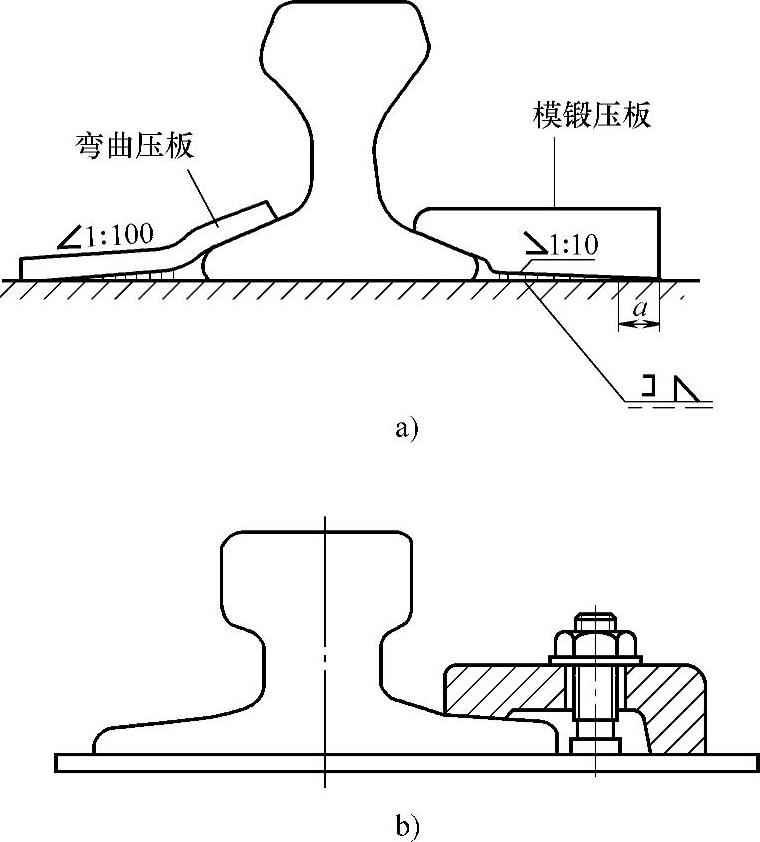
图7-81 轨道压板形式(a=10mm,无斜度)
a)焊接压板 b)螺栓压板
4.主梁制造工艺要点
(1)拼板对接焊工艺 主梁长度一般为10~40m,腹板与上下翼板要用多块钢板拼接而成,所有拼缝均要求焊透,并要求通过超声波或射线检验,其质量应满足起重机技术条件中的规定。根据板厚不同,拼板对接焊工艺包括:开坡口双面焊条电弧焊;一面焊条电弧焊,另一面埋弧焊;双面埋弧焊;气体保护焊;单面焊双面成形埋弧焊。前四种工艺拼接时,一面拼焊好后,必须把焊件翻转并进行清根等工序。如拼板较长、翻转操作不当等,会引起翘曲变形。若采用单面焊双面成形埋弧焊,具有焊缝一次成形、不需翻转清根、对装配间隙和焊接参数要求不十分严格等优点,因此,当钢板厚度在5~12mm时,应用十分广泛。当考虑到焊接时的收缩,拼板时应留有一定的余量。
为避免应力集中,保证梁的承载能力,翼板与腹板的拼接接头不应布置在同一截面上,错开距离不得小于200mm。同时,翼板及腹板的拼板接头不应安排在梁的中心附近,一般应距离梁中心2m以上。
为防止拼板时角变形过大,可采用反变形法。双面焊时,第二面的焊接方向要与第一面的焊接方向相反,以控制变形。
(2)肋板的制造 长肋板中间一般开有减轻孔,可用整料或零料拼接制成;短肋板用整料制成。由于肋板尺寸影响到装配质量,要求其宽度不能大,只能为1mm左右;长度尺寸允许有稍大一些的误差。肋板的四个角应保证90°,尤其是肋板与上盖板接触处的两个角更应严格保证直角,这样才能保证箱形梁在装配后腹板与下盖板垂直,并巨使箱形梁在长度方向不会产生扭曲变形。预制腹板上挠线如图7-83所示。
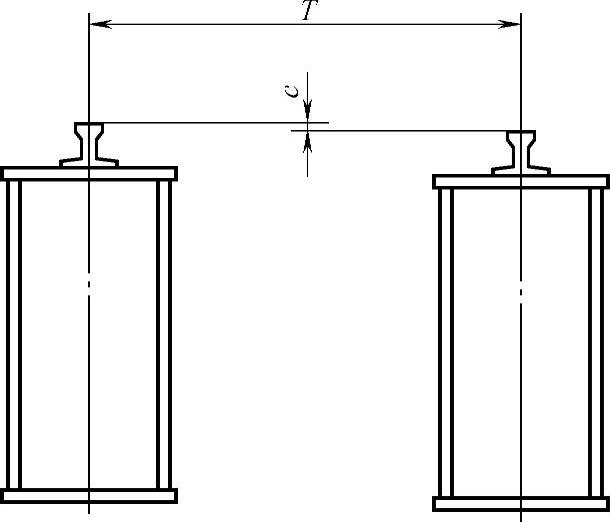
图7-82 同一截面小车轨道高低差

图7-83 预制腹板上挠线
(3)腹板上挠度的制备 考虑支梁的自重和焊接变形的影响,为满足技术要求规定的主梁上挠度要求,腹板应预制出数值大于技术要求的上挠度,上挠沿梁跨度对称跨中均匀分布。具体可根据生产条件和所有的工艺程序等因素来确定,一般跨中上挠度的预制值fm可取(1/350~1/450)L。目前,上挠曲线主要有二次抛物线、正弦曲线以及四次函数曲线等制作方法,如图7-71所示。
距主梁端部距离为x的任意一点的上挠值如下。
二次抛物线上挠值:
正弦曲线上挠值:
四次函数曲线上挠值:
国内起重机制造一般采用二次抛物线上挠计算法,此法与正弦曲线上挠计算法的共同问题是端头起挠太快。生产中,开始几点的上挠计算值必须加以修整,以减缓挠度。采用四次函数作上挠曲线,是取在移动载荷与自重载荷作用下梁下挠曲线的相反值,端头起挠较为平缓,故称为理想挠度曲线。
腹板上挠度的制备方法多采用先划线后气割,切出具有相应的曲线形状。在专业生产时,也可采用靠模气割。图7-84为腹板靠模气割示意图,气割小车1由电动机驱动,四个滚轮4沿小车导轨3作直线运动,其运动速度为气割速度巨可调节。小车上装有可作横向自由移动的横向导杆7,导杆的一端装有靠模滚轮6可沿着靠模5移动。靠模制成与腹板上挠曲线相同形状的导轨,导杆上装有两个可调节的割嘴2,割嘴间的距离应等于腹板的高度加切口宽度。当小车沿导轨运动时,就能割出与靠模上挠曲线一致的腹板。

图7-84 腹板靠模气割示意图(https://www.xing528.com)
1—气割小车 2—割嘴 3—小车导轨 4—滚轮 5—靠模 6—靠模滚轮 7—横向导杆

图7-85 横肋板和短肋板的装配
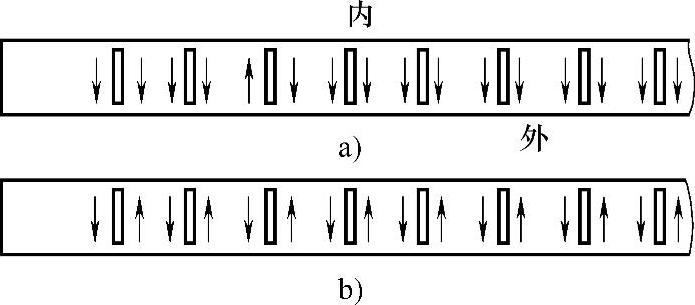
图7-86 筋板焊接方向

图7-87 腹板夹卡装配示意
1—安全卡 2—压杆 3—限位板
(4)装焊Ⅱ形梁 Ⅱ形梁由上翼板、腹板和肋板组成,组装定位焊有夹组装和平台组装两种。以上翼板为基准的平台组装应用较广。装配时,采用在上翼板上的划线定位的方式装配肋板。用90°角尺检验垂直度后进行定位焊(见图7-85)。为减小梁的下挠变形,装好肋板后应进行肋板与上翼板焊缝的焊接。如果翼板未预制旁弯,焊接方向应由内侧向外侧,如图7-86a所示,以满足一定旁弯的要求;如翼板预制有旁弯,则方向采用图7-86b所示的方向,以控制变形。
组装腹板时,首先要求在上翼板和腹板上分别划出跨度中心线,然后用吊车将腹板吊起与翼板、肋板组装,使腹板的跨度中心线对准上翼板的跨度中心线,然后在跨中点处定位焊。腹板上边用安全卡1将腹板临时紧靠固到长肋板上,可在翼板底下打楔子使上翼板与腹板靠紧,通过平台孔安放沟槽限位板3,斜放压杆2(见图7-87),并注意压杆要放在肋板处。当压下压杆时,压杆产生的水平力使下部腹板靠紧肋板。为了使上部腹板与肋板靠紧,可用专用夹具将腹板装配在胎架上并夹紧。
由跨中组装后定位焊至腹板一端,然后用垫块垫好(见图7-88),再装配定位焊另一端腹板。腹板装好后,即应进行肋板与腹板的焊接。焊前应检查变形情况以确定焊接顺序。如旁弯过大,应先焊外腹板焊缝;如旁弯不足,应先焊内腹板焊缝。 形梁内壁所有焊缝在国内生产中大多采用焊条电弧焊。较理想的是用二氧化碳气体保护焊,以减小变形,提高生产效率。为使
形梁内壁所有焊缝在国内生产中大多采用焊条电弧焊。较理想的是用二氧化碳气体保护焊,以减小变形,提高生产效率。为使 形梁的弯曲变形均匀,应沿梁的长度方向由偶数焊工进行对称施焊。
形梁的弯曲变形均匀,应沿梁的长度方向由偶数焊工进行对称施焊。
(5)下翼板的装配 下翼板的装配关系到主梁最后成形质量。装配时先在下翼板上划出腹板的位置线,将 形梁吊装在下翼板上,两端用双头螺杆压紧固定(见图7-89)。然后用水平仪和线锤检验梁中部和两端的水平和垂直度及拱度,如有倾斜或扭曲时,用双头螺杆单边拉紧。
形梁吊装在下翼板上,两端用双头螺杆压紧固定(见图7-89)。然后用水平仪和线锤检验梁中部和两端的水平和垂直度及拱度,如有倾斜或扭曲时,用双头螺杆单边拉紧。
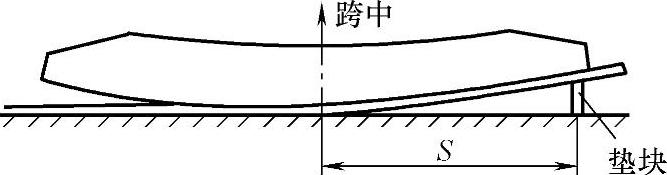
图7-88 腹板装配过程
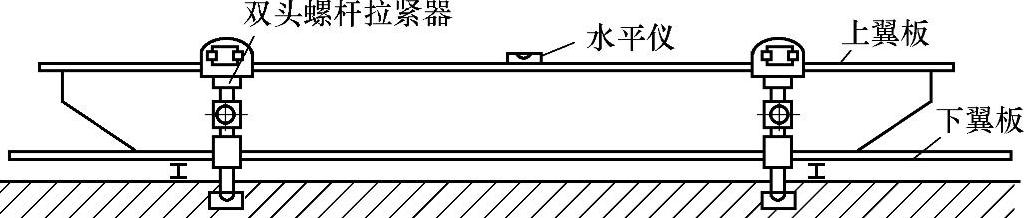
图7-89 下翼板的装配
下翼板与腹板的间隙应不大于1mm,定位焊时应从中间向两端两面同时进行。主梁两端弯头处的下翼板可借助起重机的拉力进行装配定位焊。
(6)主梁纵缝的焊接 主梁有四条纵缝,尽量采用自动焊焊接。焊接顺序视梁的拱度和旁弯的情况而定。当拱度不够时,应先焊下翼板的左右两条纵缝;拱度过大时,应先焊上翼板的左右两条纵缝。
采用自动焊焊接四条纵缝时,可采用图7-90所示的焊接方式,焊接时从梁的一端直通焊到另一端。图7-90a所示为“船形”位置单机头焊,主梁不动,靠焊接小车移动完成焊接工作。平焊位置可采用双机头焊,如图7-90b、c所示,其中图7-90b所示为靠移动工件来完成焊接,图7-90c所示为通过机头移动来完成焊接操作。

图7-90 主梁纵向缝自动焊
a)船形焊缝位置 b)水平焊缝位置 c)小车移动水平焊缝位置
当采用焊条电弧焊时,应采用对称的焊接方法,即把箱形梁平放在支架上,由4名焊工同时从两侧的中间分别向梁的两端对称焊接,焊完后翻面,以同样的方式焊接另外一边的两条纵缝。
(7)主梁的矫正 箱形主梁装焊完毕后应进行检查,每根箱形梁在制造时均应达到技术条件的要求,如果变形超过了规定值,应进行矫正。矫正时,应先根据变形情况选择好加热的部位与加热方式,一般采用火焰矫正法。
(8)流水线生产主梁实例 生产桥式起重机主梁流水作业线上有几个主要生产环节及其所用的装备(见图7-91)。图7-91a所示为用埋弧焊机机头4焊接上翼板5的拼接焊缝(内侧),依靠行走龙门架2通过真空吸盘3把上翼板送至拼焊地点;图7-91b所示为安装长、短肋板6;图7-91c所示为由行走龙门架8运送和安装腹板,再由行走龙门架9上的气动夹紧装置使腹板向肋板和上翼板贴紧,然后进行定位焊;图7-91d所示为两个工作台同时工作,主梁翻转90°处于倒置状态后,焊接板内侧的拼接焊缝和肋板焊缝,焊完一侧后,翻转180°再焊另一侧;图7-91e所示的位置是装配下翼板,用液压千斤顶10压住主梁两端,再由翻转机11送进下翼板,在行走龙门架12的气动夹紧装置的压紧下进行定位焊,全部焊完后松开主梁,然后焊接上翼板外面的拼接焊缝;图7-91f所示为焊接箱形主梁外侧的纵向角焊缝和腹板的拼接焊缝;图7-91g所示为进行质量检验,整个箱形主梁即装焊完成。
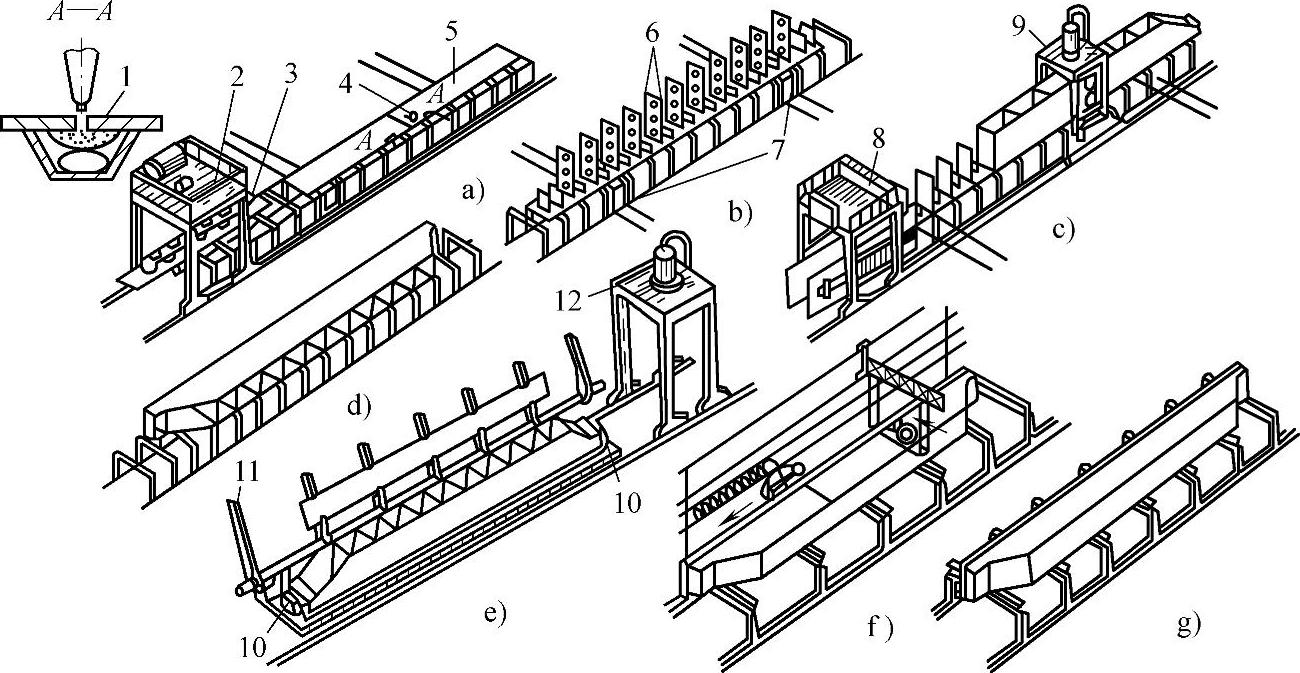
图7-91 流水线上装焊主梁
1—翼板拼接 2、8、9、12—行走龙门架 3—真空吸盘 4—焊机机头 5—上翼板 6—肋板 7—传送支架 10—液压千斤顶 11—翻转机
5.端梁的制造工艺要点
端梁一般都焊成箱形结构。生产中,一般将端梁焊接成整体后再从安装接头部割开制成安装接头。安装接头可采用连接板连接或角钢连接两种形式,如图7-92所示。
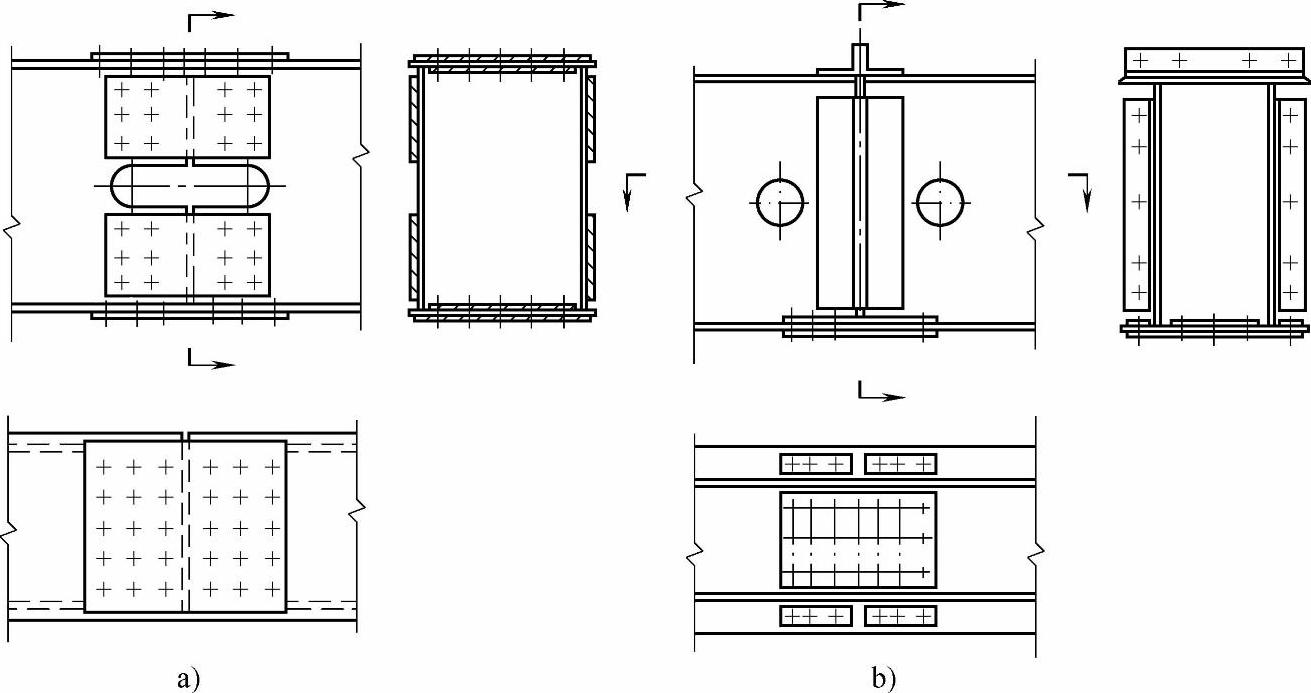
图7-92 端梁安装接头形式
a)连接板连接 b)角钢连接
考虑到端梁与主梁连接焊缝均在端梁内侧,因此在组装焊接端梁时应注意各焊缝的方向与顺序,使端梁与主梁装焊前有一合适的外弯量。端梁制造的大致工艺过程如下:
(1)备料 包括上翼板、下翼板、腹板、肋板及两端的弯板。弯板采用压制成形,各零件应满足技术规定。
(2)装焊 首先肋板与翼板装配并焊接,再装配两腹板并定位,然后装弯板。为保证一端的一组弯板能在同一平面内,可预先在平台上用定位胎架将其连成一体。组装弯板后,要用水平尺检查弯板水平度并调节两端弯板的高度公差在规定范围内。接着进行端梁内壁焊缝的焊接,先焊外腹板与肋板、弯板的焊缝,再焊内腹板与肋板、弯板的焊缝,然后装配下翼板并定位。最后焊接端梁四条纵焊缝,并巨下翼板与腹板纵缝应先焊。端梁制好后同样应对主要技术要求进行检查,不符合规定的应进行矫正。
6.桥架的装配与焊接工艺
桥架组装焊接工艺,包括已制好的主梁与端梁组装焊接、组装焊接走台、组装焊接小车轨道与焊接轨道压板等工序。主梁的外侧焊有走台,主梁腹板上焊有纵向角钢与走台相连。
(1)桥架装焊工艺选择
1)作业场地的选择。由于户外环境易造成桥架外形尺寸的变化,所以组装应尽量选择在厂房内进行。在露天条件下作业时必须随时进行测量,以便对尺寸进行修正。
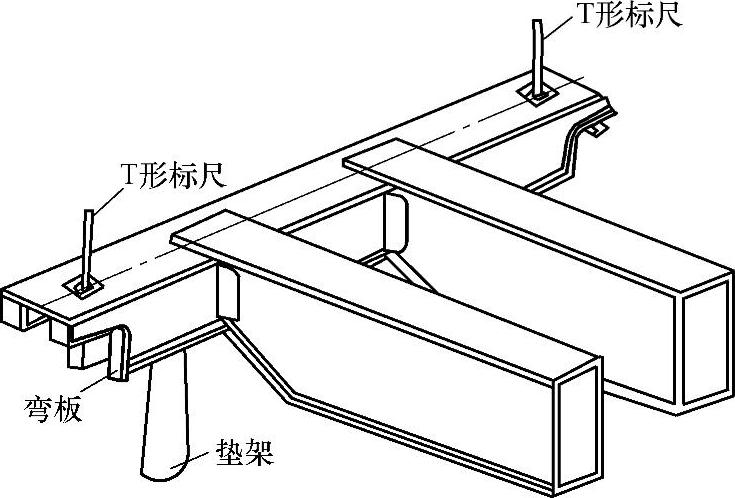
图7-93 桥架水平基准
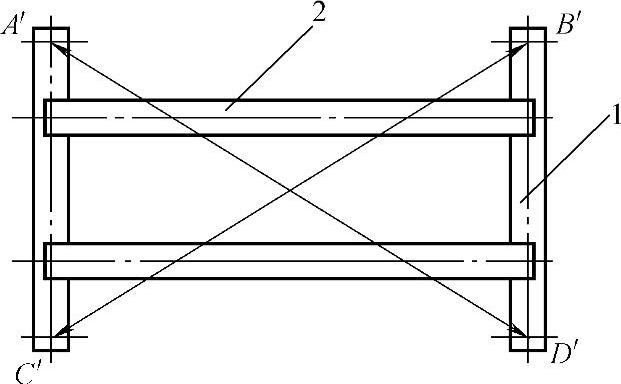
图7-94 主梁与端梁组装
1—端梁 2—主梁
2)垫架位置的选择。由于自重对主梁挠度有影响,主梁垫架位置应选择在主梁的跨端或接近跨端的位置。起重量较小的桥架在最后测量调整时应尽量垫到端梁处。
3)桥架组装基准。为使桥架安装车轮后能正常运行,两个端梁上的四组弯板组装时应在同一水平面内,以该水平面为组装调整桥架各部分的基准。为此,可穿过端梁上翼板的吊装孔立T形标尺,图7-93所示为一个端梁上的两组弯板,4个T形标尺的下部分别固定在4组弯板上,用水平仪依次测量4个T形标尺上的测量点并作调整,如果4个T形标尺的测量点在同一水平面上,则4组弯板即在同一水平面内。
4)桥架装焊顺序。为了减小桥架的整体焊接变形,在桥架组装前应焊完所有部件本身的焊缝,不要等到整体组装后再补焊。这是因为部件的焊接变形容易控制,又便于翻转,容易施焊,可提高焊缝质量。
(2)桥架组装焊接工艺要点
1)主、端梁组装焊接。将分别经过阶段验收的两根主梁摆放到垫架上,通过调整使两主梁中心线距离、对角线差及水平高低差等均在相应的规定之内。然后,在端梁上翼板划出纵向中心线,用钢直尺将弯板垂直面的位置引到上翼板,与端梁纵向中心线相交得基准点,以基准点为依据划出主梁装配时的纵向中心线,然后将端梁吊起划线部位与主梁装配,用夹具将端梁固定于主梁上翼板上。调整端梁,使端梁上翼板两端的A′、C′、B′、D′四点水平度差及对角线A′D′与B′C′之差在规定的数值内,如图7-94所示。同时,穿过吊装孔立T形标尺,用水准仪测量调整,保证同一端梁弯板水平面的标高差及跨度方向标高差不超过规定数值,所有这些检查合格后,再进行定位焊。
主梁与端梁采用的焊接连接方式有直板和三角板连接两种,如图7-95所示。主要焊缝有主梁与端梁上下翼板焊缝、直板焊缝或三角板焊缝。为减小变形与应力,应先焊上翼板焊缝,然后焊下翼板焊缝,再焊直板或三角板焊缝;先焊外侧焊缝,后焊内侧焊缝。
2)组装焊接走台。为减小桥架的整体变形,走台的斜撑与连接板(见图7-96)要按图样尺寸预先装配焊接成组件,再进行桥架组装焊接。组装时,按图样尺寸划走台的定位线,走台应与主梁上翼板平行,即具有与主梁一致的上挠曲线。装配横向水平角钢时,用水平尺找正,使外端略高于水平线定
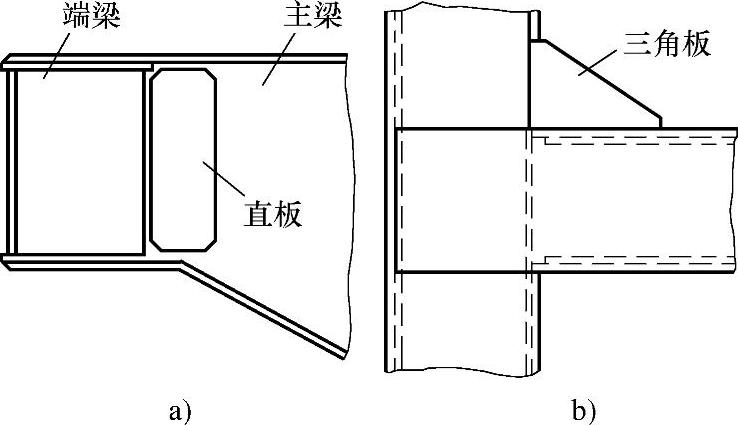
图7-95 主梁与端梁焊接连接
a)直板连接 b)三角板连接
位焊于主梁腹板上,然后组装定位焊斜撑组件,再组装定位焊走台边角钢。走台边角钢应具有与走台相同的上挠度。走台板应在拼接宽的纵向焊缝完成后进行矫平,然后对走台进行定位焊。焊接整个走台的焊缝时,为减小应力变形,应选择合适的焊接顺序,水平外弯大的一侧走台应先焊,走台下部焊缝应先焊。
3)组装焊接小车轨道。小车轨道用电弧焊方法焊接成整体,焊后磨平焊缝。小车轨道应平直,不得扭曲和有显著的局部弯曲。轨道与桥架组装时,应预先在主梁的上翼板划出轨道位置线,然后装配,再定位焊轨道压板。为使主梁受热均匀,从而使下挠曲线对称,可由多名焊工沿跨度均匀分布,同时焊接。
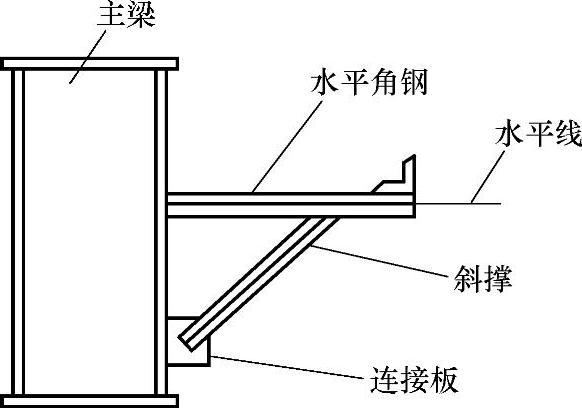
图7-96 组装水平角钢
桥式起重机桥架组装焊接后应进行全面检测,符合技术要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。