



高压容器大体上分为单层和多层结构两大类,单层结构制造工艺比较简单,应用较广,如电站锅炉的锅筒即为单层结构。
单层结构容器的制造过程与前面所述的中、低压单层容器大致相同,只是在成形和焊接方法的选取等方面有所不同。单层高压容器由于壁较厚,筒节一般采用热弯卷加热矫正成形。加热前需涂上一层耐高温、抗氧化的涂料,防止卷板时产生缺陷:同时热卷时,钢板在辊筒的压力下会使厚度减小,减薄量为原厚度的5%~6%,而长度略有增加,因此下料尺寸必须严格控制。始卷温度和终卷温度视材质而定。筒节纵缝可采用开坡口的多层多道埋弧焊,但如果壁厚太大(δ>50mm),采用埋弧焊则显得工艺复杂,材料消耗大,劳动条件差,这时可采用电渣焊,以简化工艺,降低成本,电渣焊后需进行正火处理。容器环缝多用电渣焊或窄间隙焊来完成。若采用窄间隙埋弧焊新技术,可在宽18~22mm,深350mm的坡口内自动完成每层多道的窄间隙接头。与普通埋弧焊相比,生产率大大提高,同时可节约焊材。
筒体无论是整体、多层包孔、热套、绕带、绕板,都应严格按照Ⅲ类容器的要求制造、焊接和热处理,所有纵焊缝须经100%探伤,制造筒体用的钢板也应事先经过超场波探伤。
锻件和筒体的环焊缝、厚大筒节的环焊缝都应在焊前预热,焊后作消除应力热处理。预热和热处理应严格按工艺要求进行并作出记录。
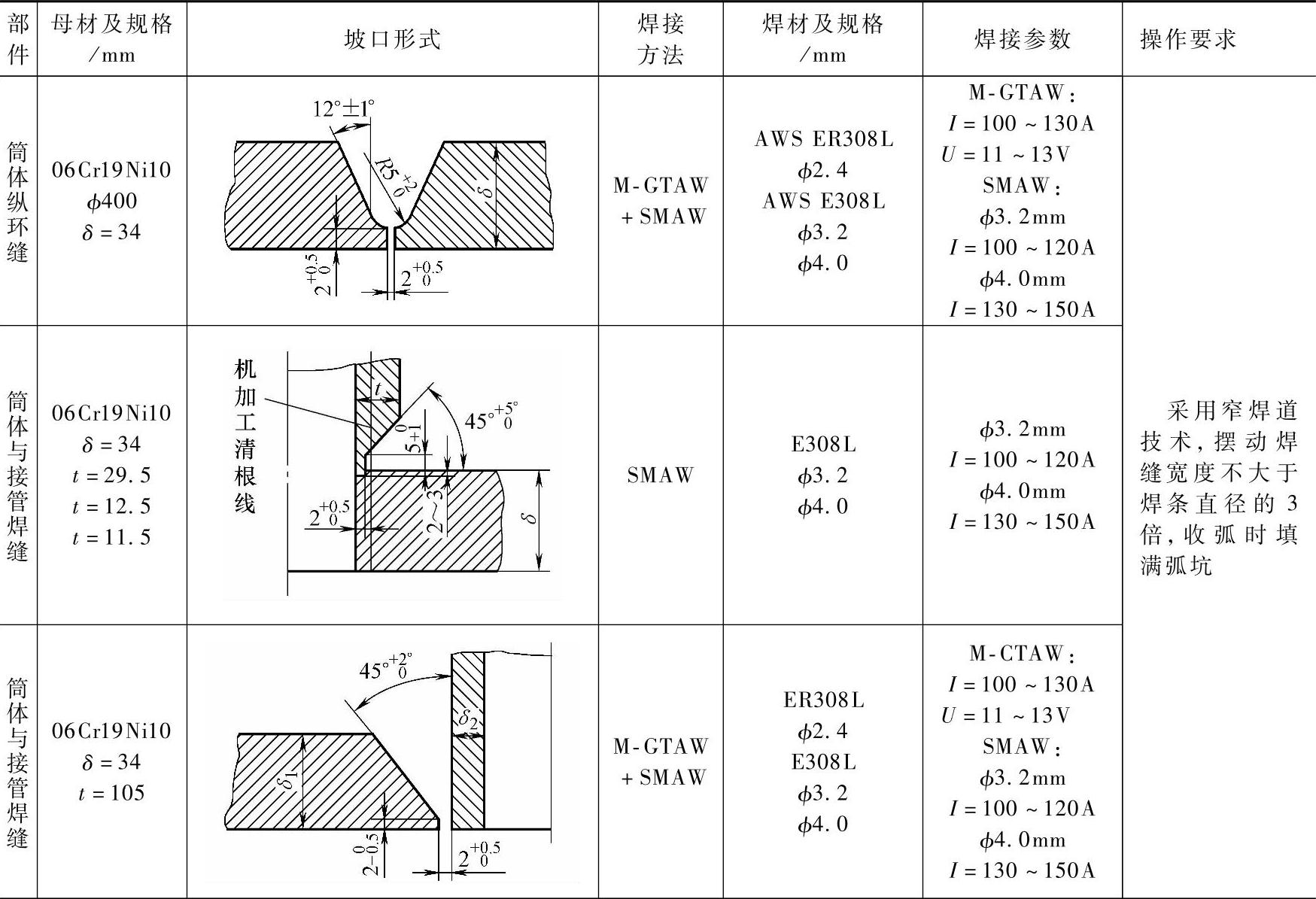
图7-37所示的高压储水箱是一种全部由不锈钢材料制成的高压容器,其总长度L=2470mm,内径为ф400mm,壁厚为34mm。筒体、封头及接管材料质均为00Cr19Ni9,筒体与接管及封头与接管的接头形式分别如图7-38、图7-39所示,主要技术特性见表7-19,高压储水箱焊接工艺简述见表7-20。
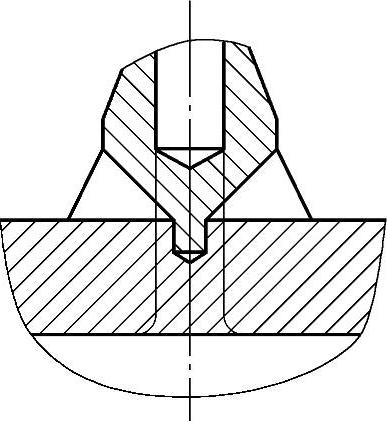
图7-38 筒体接管(https://www.xing528.com)
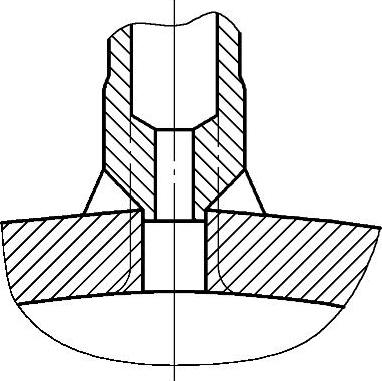
图7-39 封头接管
表7-19 高压储水箱主要技术特性
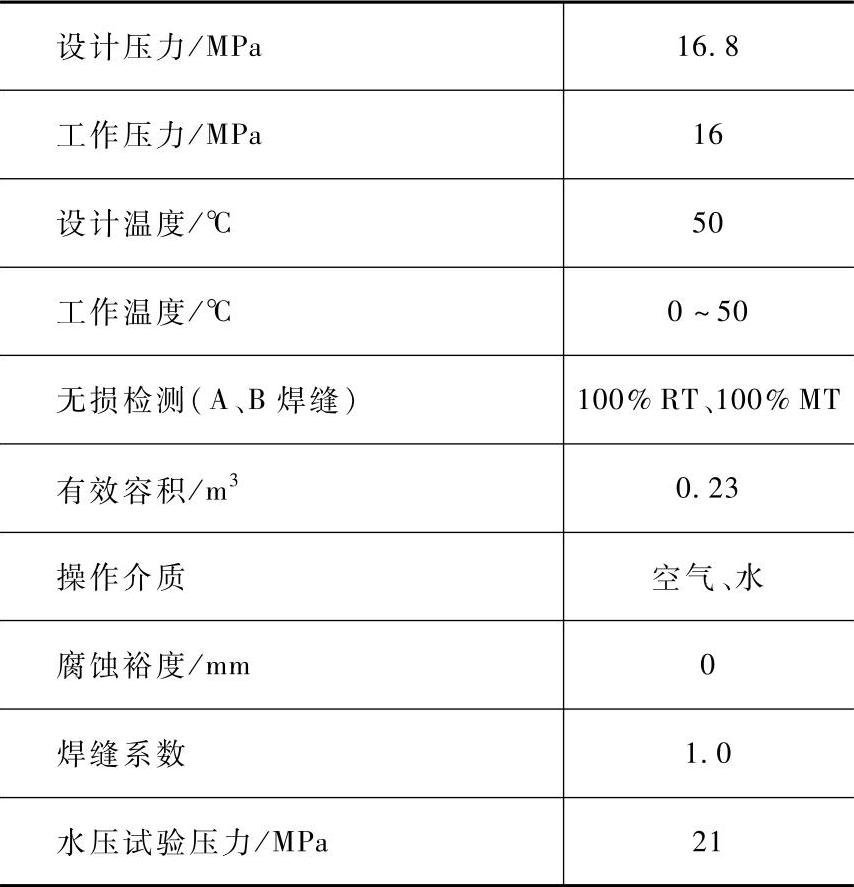
表7-20 高压储水箱焊接工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。