



1.集箱的结构简介
在各种型号或等级的锅炉中,集箱的结构基本相似,大多是由筒体、端盖、大小管接头、三通、弯头、附件(预焊件或吊耳)等零件组成。典型的集箱结构如图7-7所示。
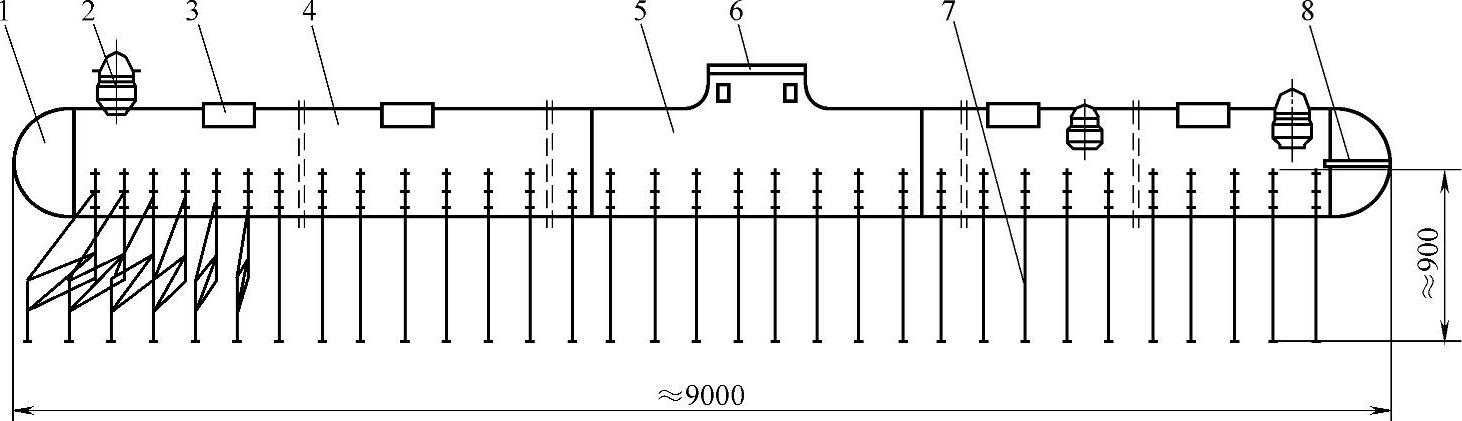
图7-7 过热器集箱结构简图
1—半球形端盖 2—手孔装置 3—圆弧板 4—筒体 5—三通 6—包装预焊件 7—小管接头 8—导向板
2.集箱的制造
集箱的工艺流程如下:筒体下料→加工坡口→环缝拼接(筒体、三通)→100%RT+100%MT→筒体钻孔→装焊弯头、端盖→100%RT+100%MT→装焊管接头及附件→100%MT→整体热处理→喷砂→矫正→水压试验→去余量→倒角→内部清理→涂装、包装。
(1)三通的焊接 焊接三通的支管端部应加工成马鞍形坡口,焊缝外表面要求打磨成圆滑过渡,主管内孔棱角打磨出半径为r≥8mm的圆角,焊缝在热处理前后分别进行100%UT+100%RT+100%MT的检测。
焊接三通常用的焊接方法及焊接材料见表7-11。
表7-11 焊接三通常用的焊接方法及焊接材料

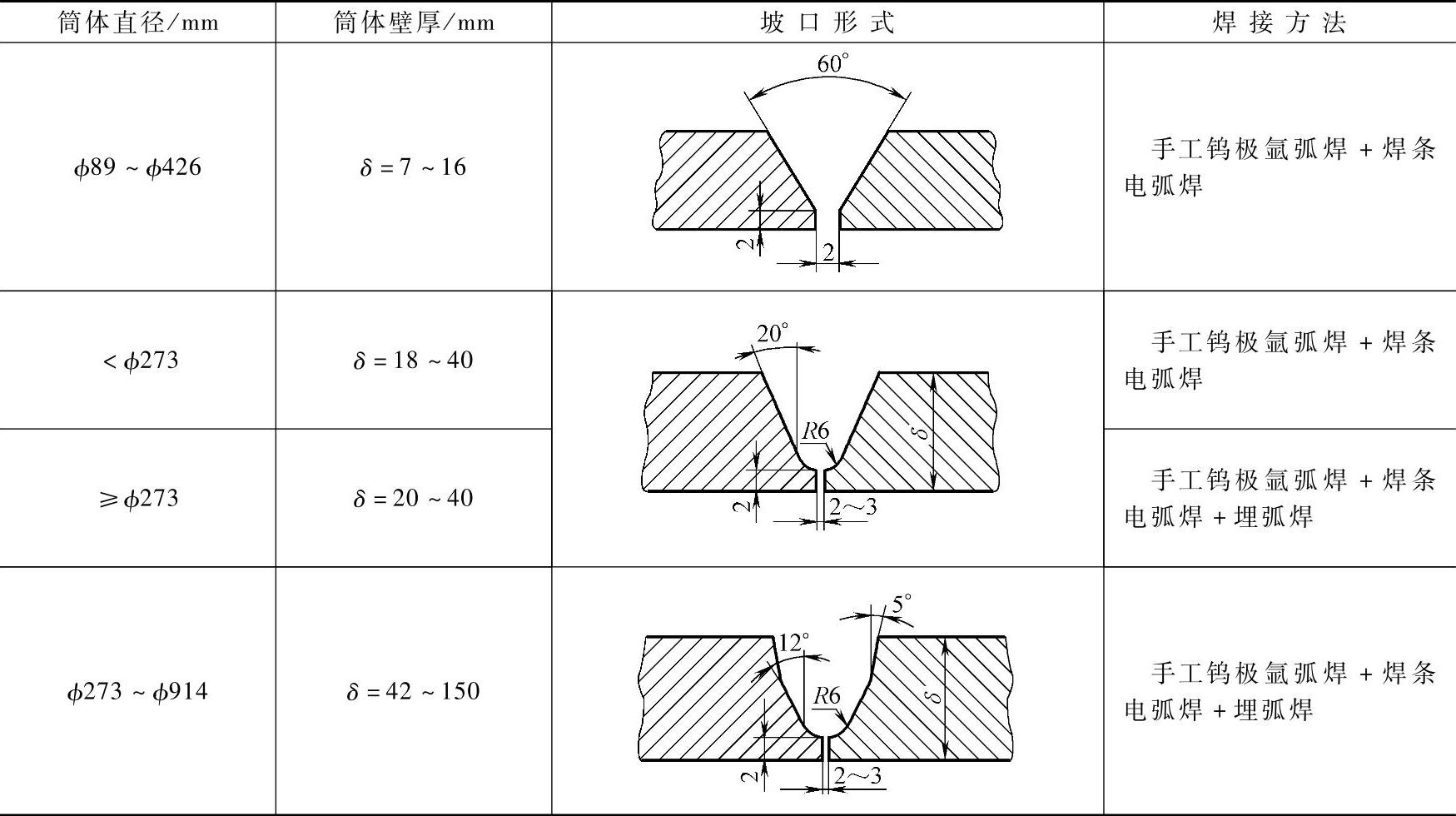
(2)环缝的拼接 环缝焊接通常采用氩弧焊单面焊双面成形的工艺,以保证根部全焊透。常用的集箱环缝焊接工艺见表7-12。
表7-12 常用的集箱环缝焊接工艺
3.筒体的钻孔
管孔的加工采用摇臂钻床或数控多轴钻床,采用数控多轴钻床加工管孔,具有生产效率高、管孔节距尺寸精确、设计的钻孔刀具可一次性加工出管孔的坡口等特点。
4.管接头的装焊
集箱筒体上的管接头一般有两种,一种是直径超过101.6mm的大直径管接头,如集箱端盖和环缝附近开设的手孔管接头和阀座。另一种是直径小于101.6mm的小直径管接头,用于集箱与水冷壁、过热器和再热器等管屏组焊。
大管接头的接头形式为马鞍形,通常采用氩弧焊(包括手工和自动两路工艺)打底,焊条电弧焊或CO2气保焊填充盖面的焊接工艺,其中CO2气保焊,配以药芯焊丝,是近年新兴的焊接技术,具有焊接效率高、焊缝成形美观的特点,其焊接效率可达到焊条电弧焊的2偌以上。
小管接头在集箱中数量最多,一般均弯曲成一定形状。小管接头的装配采用定位多孔板的方法,即首先将位于集箱端部的各排小管接头装配定位,然后在管端拉线,并装配定位多孔板,将其余的小管接头再按照定位多孔板上的管孔进行装焊,这样就保证了所有小管接头的节距尺寸。
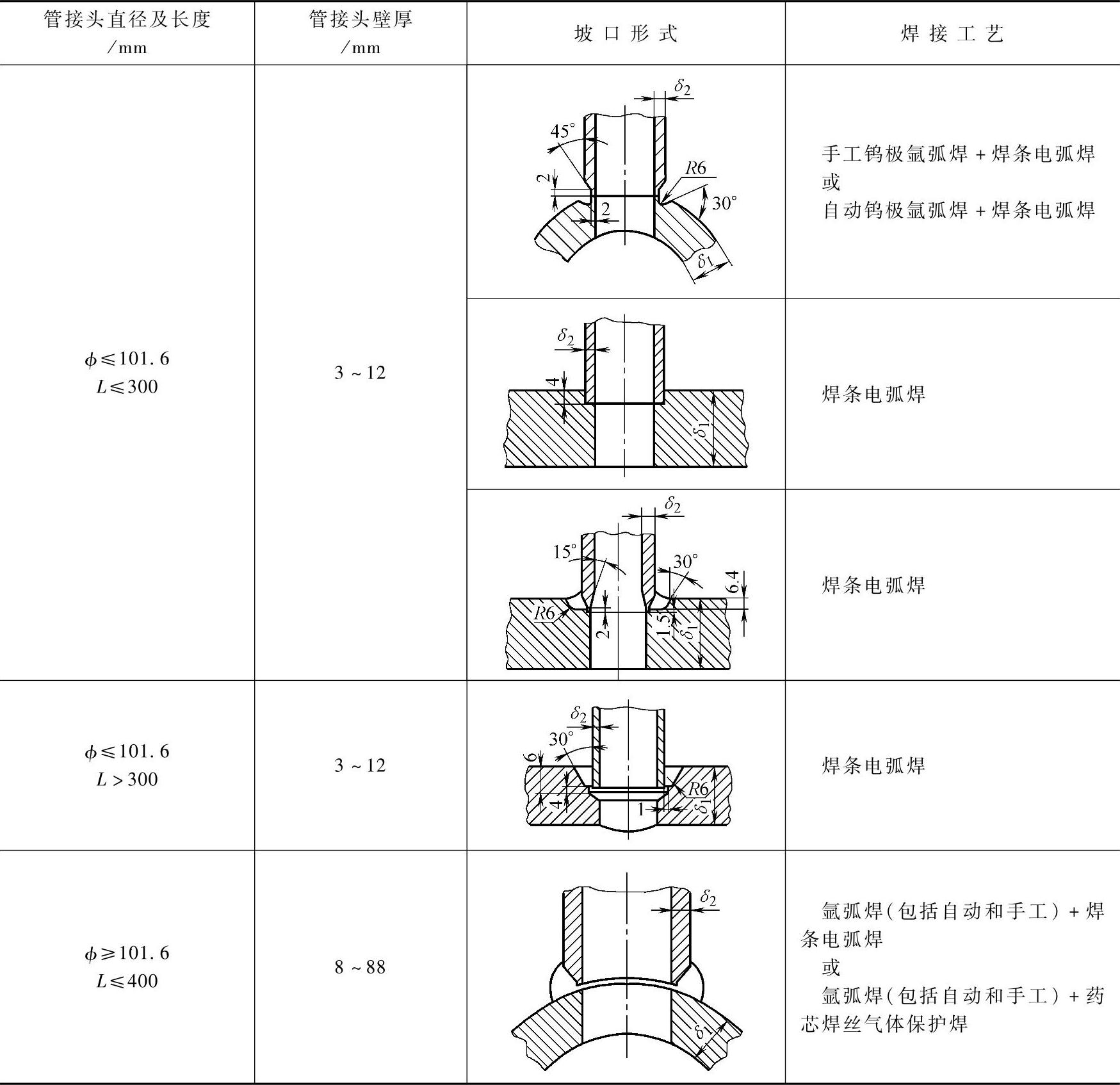
(1)管接头焊接的工艺方法 集箱管接头角焊缝的坡口形式及焊接方法的选择见表7-13。(https://www.xing528.com)
表7-13 集箱管接头角焊缝的坡口形式及焊接方法的选择
(2)管接头焊条电弧焊的操作要求 对于直径ф≥101.6mm的管接头,其盖面层要求必须采用向上立焊,其他层采用平焊或横焊,每层之间的起弧及收弧处应错开10~15mm。向上立焊的起弧位置,分别为时钟的3点及9点钟位置,起弧及收弧处的搭接长度为5~10mm(包括其他层的搭接)。
对于其他小管接头则采用平焊或横焊,如管接头较长,每层无法连续焊接,则可分段焊接,即将焊缝圆周分成两段焊接,相对两个半圆周之间相差不得大于1层。接头处应留出梯形斜坡,按头处搭接长度为5~10mm,每层之间接头处应错开6~8mm。
(3)大管接头药芯焊丝气体保护焊的操作要求 锅炉集箱大直径管接头采用马鞍形全焊透式结构。
1)坡口形式。锅炉集箱马鞍形管接头药芯焊丝CO2气体保护焊坡口形式如图7-8所示。
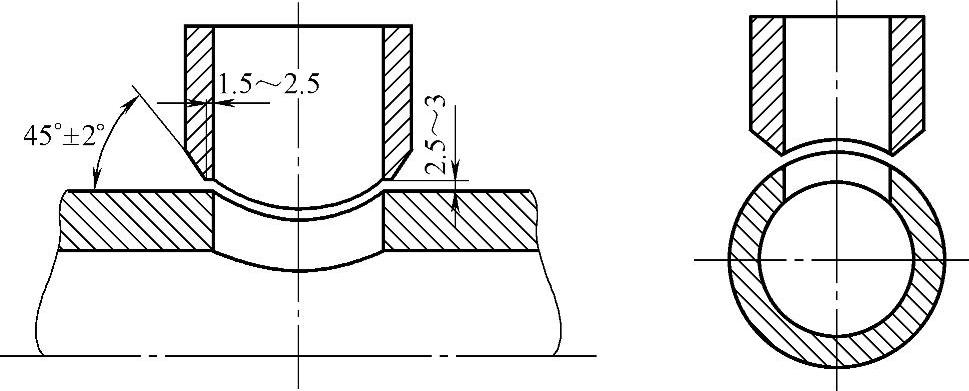
图7-8 锅炉集箱马鞍形管接头药芯焊丝CO2气体保护焊坡口形式
2)焊接参数。焊接参数见表7-14。
表7-14 集箱马鞍形管接头药芯焊丝CO2气体保护焊的焊接参数

注:封底焊采用实心焊丝混合气体保护焊。
3)焊接位置。封底及填充焊时在横焊位置(即管接头中心线与水平面垂直,即平角焊),盖面焊时在立焊位置(即管接头中心线与水平面平行)。在肩部时焊枪与集箱筒体成45°,随着焊接位置的不同,焊枪与焊缝表面的角度在70°~90°之间变化,如图7-9所示。
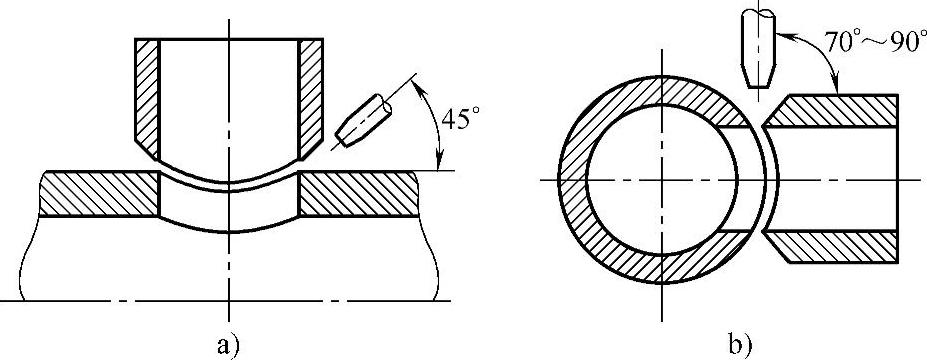
图7-9 锅炉集箱马鞍形管接头药芯焊丝CO2气体保护焊焊枪位置
a)横焊位置 b)立焊位置
4)焊接操作技术。根据马鞍形管接头的特点,肩部坡口小,填充金属少,腹部坡口大,填充金属多。在焊接过程中应注意适当增加腹部的焊道层数或摆动幅度。如图7-10a所示,一侧从肩部时钟位置的9点钟起弧焊接到4点钟收弧,反过来从3点钟起弧焊接到8点钟收弧,另一侧焊接方式同前。其他层按此方法继续施焊,可保证肩部和腹部的焊缝厚度基本相同。焊接过程中根据腹部焊缝的情况可随时调整重复焊道的长度,此外还应注意坡口外缘焊缝(道)之间圆滑过渡,保证马鞍形管接头焊缝的外缘形状。
盖面焊分两层焊接,第一层对马鞍形坡口焊缝进行局部填平补焊,使焊缝均匀、圆整、高度一致,为盖面焊打下基础;第二层进行成形盖面焊接。两层施焊方法按图7-10b所示,上面焊接时,从左右两侧肩部开始焊接,焊接时焊丝水平方向摆动,始终保持焊道与水平面平行,防止形成焊瘤。随着焊接的进行,焊道与管接头中心线的角度不断变化,焊至腹部最低点(两侧焊缝相接处)时形成一个三角形空焊区。在三角形空焊区接头焊时,注意焊枪摆动幅度不能过大,电弧不能超过已焊焊道,以保证接头均匀,成形美观。
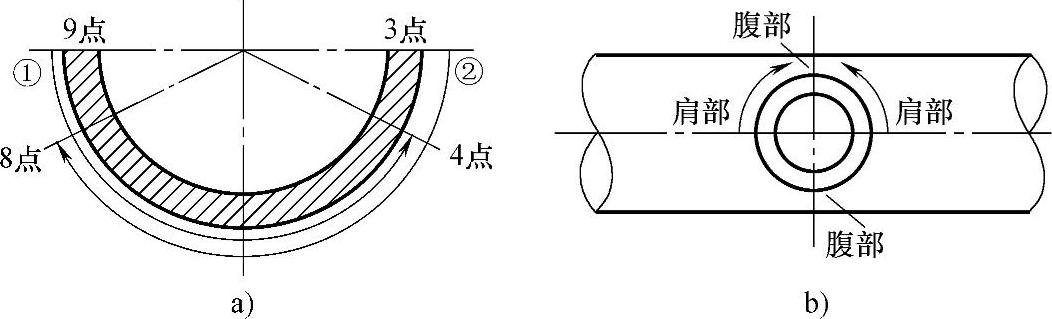
图7-10 锅炉集箱马鞍形管接头药芯焊丝CO2气体保护焊焊接方向
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。