



焊接材料消耗定额主要包括焊条消耗定额、焊丝消耗定额、焊剂消耗定额、保护气体消耗定额等。焊接产品成本的高与低,都与认真制定、认真执行这些定额有很大关系。
1.焊条消耗定额的制定
(1)焊条消耗量通常按式(6-64)计算

式中 m——焊条消耗量,g;
A——焊缝横断面面积,cm2(见表6-96);
l——焊缝长度,cm;
ρ——熔敷金属的密度,g/cm3;
Ks——焊条损失系数(见表6-97)。
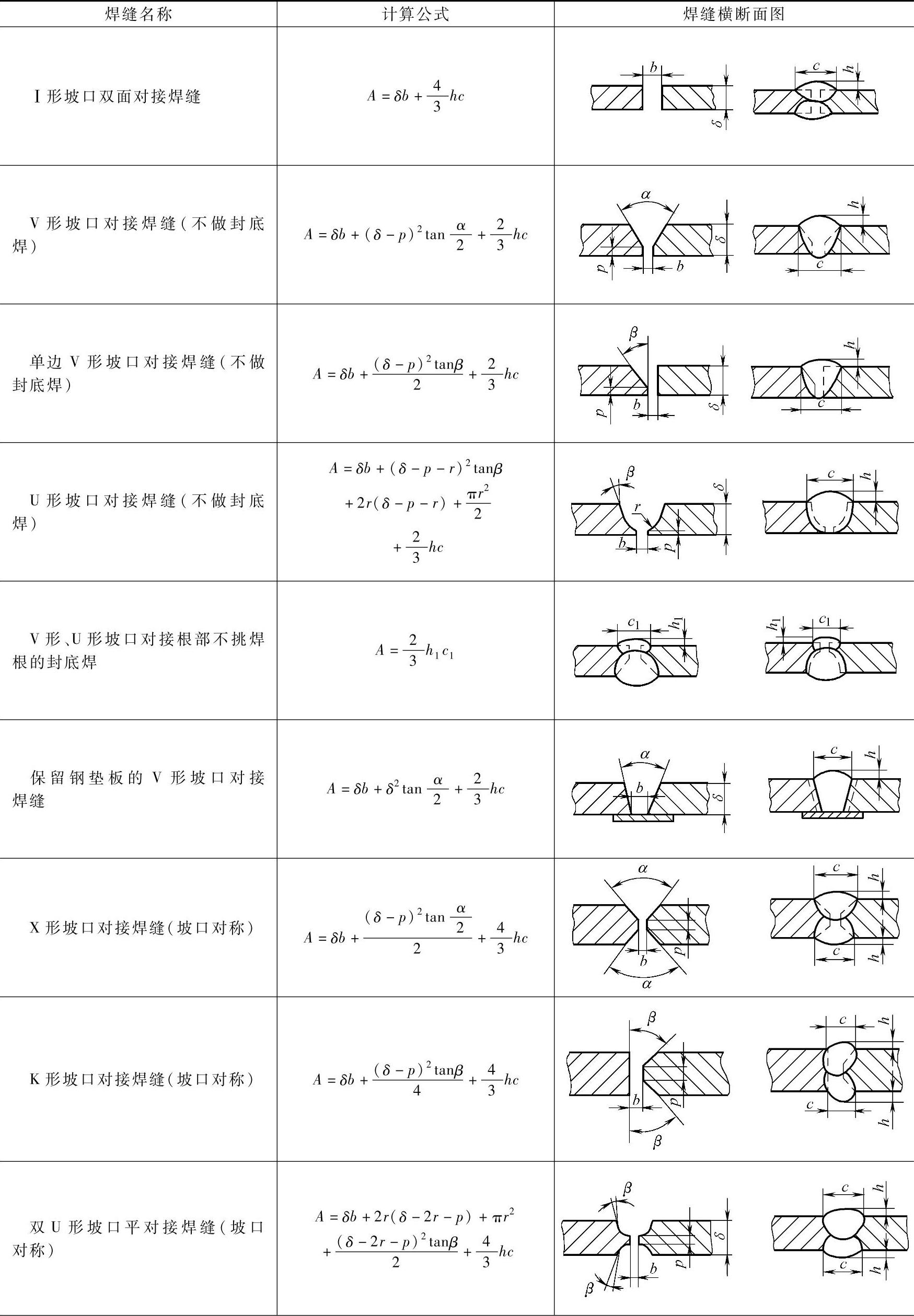
表6-96 焊缝横截面积的计算公式

(续)
(续)
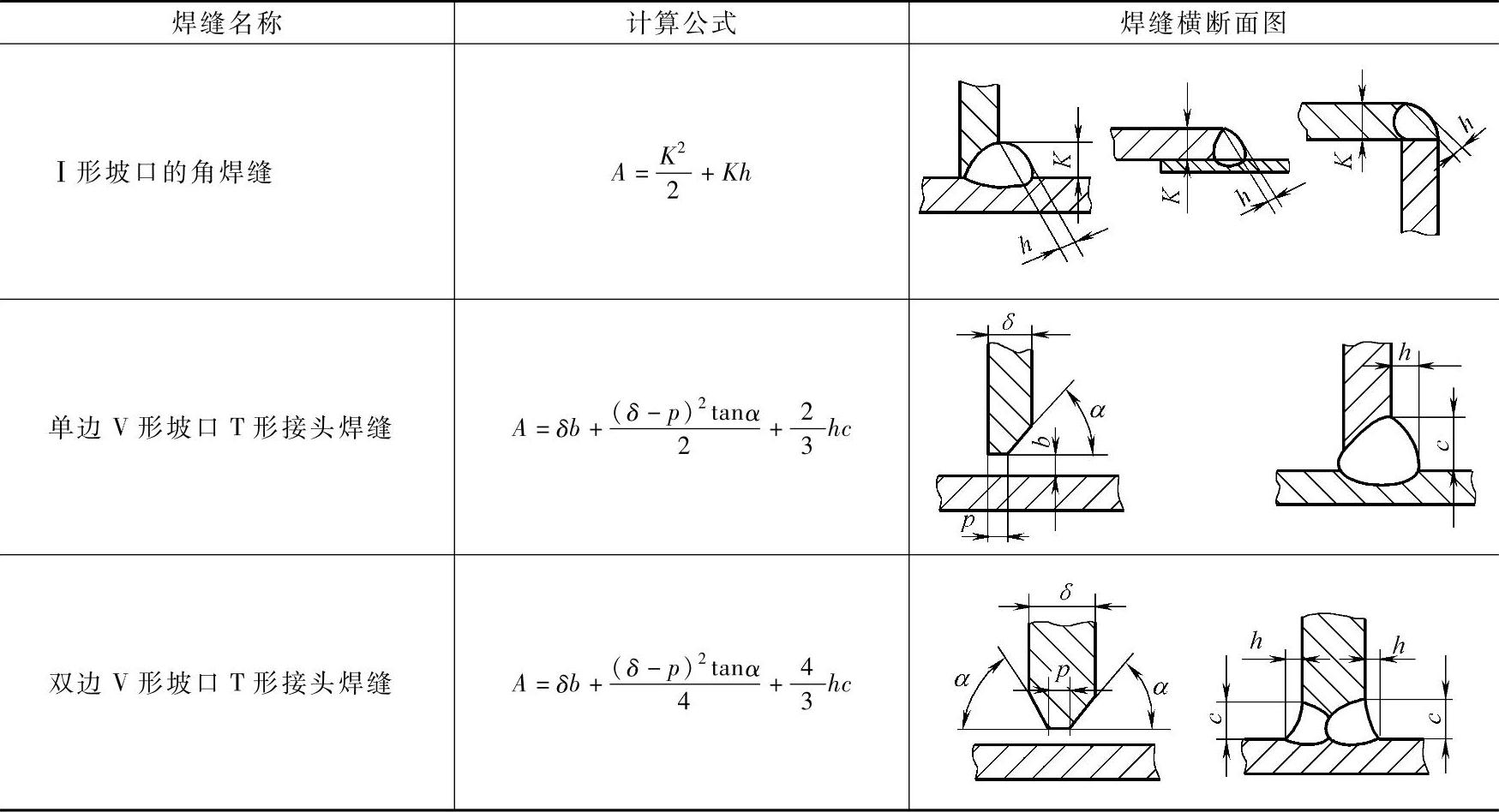
表6-97 焊条损失系数KS

例6-16 某工宇梁长10m,焊脚尺寸为10mm,求用E5014焊条焊接时,需要多少焊条?
解 已知l=10m×4=4000cm;K=10mm=1cm;ρ=7.8g/cm3;查表6-97知焊条损失系数Ks=0.41。

故
答:需要E5014焊条26.44kg。
例6-17 某容器直径8m,环焊缝横断面面积为4.8cm2,试求焊一圈焊缝需要多少焊条?
解 已知A=4.8cm2,ρ=7.8g/cm3,D=8m=800cm,Ks取0.5。
l=πD=3.14×800cm=2512cm
故
答:需要焊条188.1kg。
例6-18 焊接一个10m长的工宇梁,焊脚尺寸为8mm,试求焊条损失系数为0.5时需用多少焊条。
解 工宇梁为4条10m长焊缝,则l=4×10m=4000cm。

又 ρ=7.8g/cm3;K=0.5
故 
答:需要焊条19.97kg。
例6-19焊制一台直径10m、板厚δ=40mm的容器,求焊制筒节对接焊缝时需要多少焊条(ρ=7.8g/cm3)。焊缝断面如图6-257所示。
解 焊缝长l=πD=3.14×1000cm=3140cm

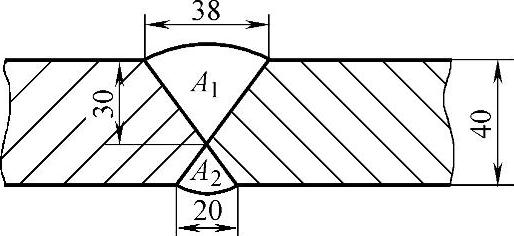
图6-257 筒节对接断面

A=A1+A2=5.7cm2+1cm2=6.7cm2
取焊条损失系数Ks=0.5

答:需要焊条328.2kg。
例6-20 某结构为厚δ=10mm板的搭接焊接(见图6-258),焊脚尺寸K=8mm,求焊完全部焊缝需要多少焊条?
解 δ=10mm=1cm;l1=2000=200cm(两条);K=8mm=0.8cm
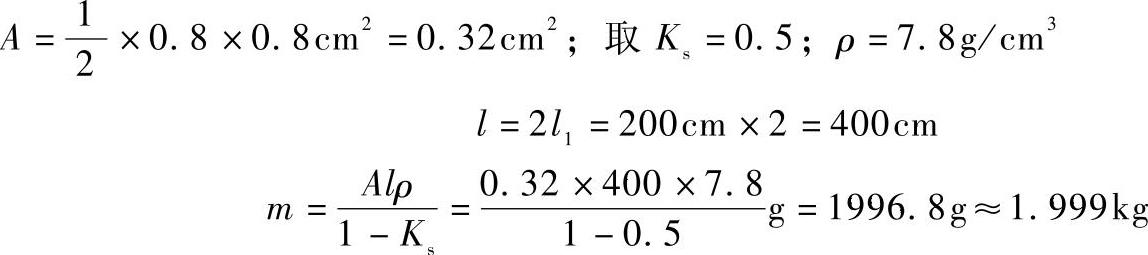
答:需要焊条1.999kg。
(2)非铁粉型焊条消耗量也可按式(6-65)计算:

式中 m——焊条消耗量,g;
A——焊缝横断面面积(见表6-99),cm2;
l——焊缝长度,cm;
ρ——熔敷金属的密度,g/cm3;
Kb——药皮质量系数(见表6-98);
图6-258 搭接接头焊缝截面
Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失)(见表6-99)。
表6-98 药皮质量系数Kb

表6-99 焊条转熔系数Kn

例6-21 有一角接接头(见图6-259)焊脚尺寸K=10mm,h=2mm,求焊接1m焊缝需E4303焊条的数量。
解 已知K=10mm=1cm;h=2mm=0.2cm;l=1m=100cm;ρ=7.8g/cm3
焊条E4303查表6-98和表6-99得Kb=0.45;Kn=0.77
故

又

答:需要E4303焊条1.028kg。
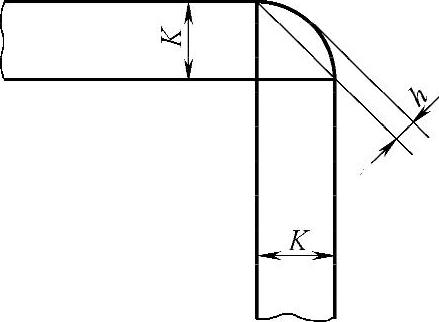
图6-259 角接接头的焊缝截面
例6-22 焊接壁厚δ=22mm的圆筒容器,该容器共有两条环缝和一条纵缝,其中筒节纵缝横断面面积AZ=2.54cm2,封头对接环缝的横断面面积AH=2.32cm2,如图6-260所示,试问25kg的E5015焊条是否够用。
解 已知E5015焊条Kn=0.79(查表6-99);Kb=0.41(查表6-98);AZ=2.54cm2;AH=2.32cm2;ρ=7.8g/cm3;lZ=2000mm=200cm;D=1000mm=100cm。
①焊接两条环缝焊条用量
由
A=2.32cm2;lH=πD=2×3.14×100cm=628cm
得

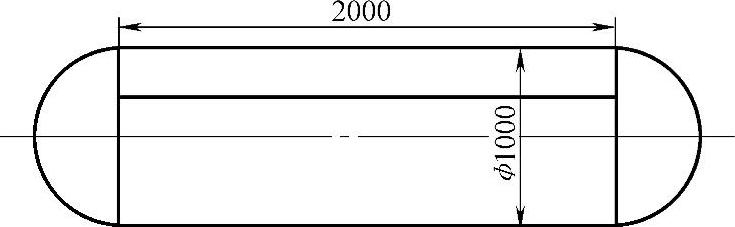
图6-260 δ=22mm圆筒容器
②焊对接纵缝焊条用量
由
得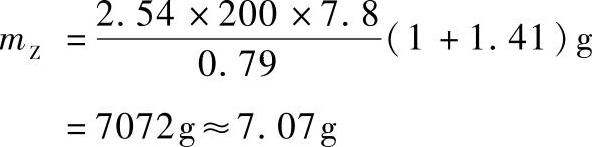
焊条总用量m=mH+mZ=20.3kg+7.07kg=27.37kg>25kg
答:需用27.37kg焊条,25kg的E5015焊条不够用。
2.焊丝消耗定额的制定
单件焊丝消耗量mS

式中 A——焊缝熔敷金属横断面面积(见表6-96),cm2;
l——焊缝长度,cm;
ρ——熔敷金属的密度,g/cm3;
mS——金属由焊条到焊缝的转熔系数,常取Kn=0.92~0.99;(https://www.xing528.com)
Kn——单件焊丝消耗量,kg。
例6-23 Ⅰ形坡口双面对接TIG焊,如图6-261所示,焊缝长度为1m,求焊丝消耗量。
解:由题意知δ=5mm;b=2mm;c=6mm;l=100cm;h=2mm;Kn=0.79;ρ=7.8g/cm3。查表6-96得
故
答:需要焊丝0.21kg。
3.焊剂消耗定额的制定
焊剂消耗定额有两种制定方法,见表6-100。
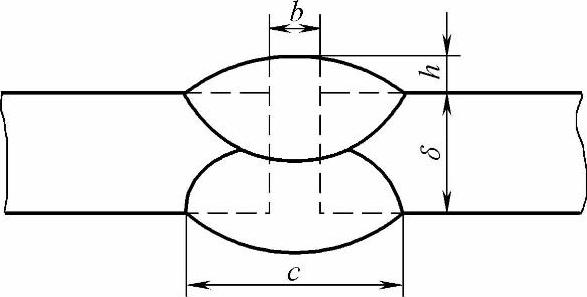
图6-261 Ⅰ形坡口双面对接TIG焊的焊缝横断面
表6-100 焊剂消耗定额的制定

例6-24 厚δ=8mm的两块板采用埋弧焊,Ⅰ形坡口双面焊接(见图6-262)。已知:c=6mm,b=2mm,h=2mm,ρ=7.8g/cm3,Kn=0.9;试求1m长焊缝的焊剂消耗量。
解 查表6-96可知
又
故
根据概略计算,1m长焊缝埋弧焊焊剂消耗量为焊丝消耗量的0.8~1.2偌,本题取1,故
mJ=mS=0.35kg
答:埋弧焊1m长焊缝,消耗焊剂0.35kg。
4.保护气体消耗量的计算
V=qV(1+η)tn (6-67)
式中 V——保护气体体积,L;
qV——保护气体体积流量,L/min;
t——单件焊接基本时间,min;
n——每年、每月或每周焊件数量;
η——气体损耗系数(常用0.03~0.05)。
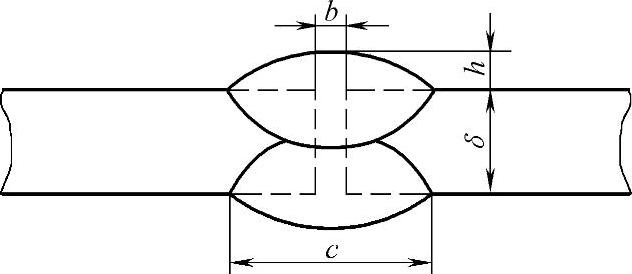
图6-262Ⅰ形坡口双面焊缝的截面
例6-25 CO2气体保护焊,板厚δ=2mm,对接焊接过程中气体体积流量qV=8L/min,每件需焊5min,共10件。当η=0.04时,完成这批焊件所需CO2气体为多少?
解 V=qV(1+η)tn=8×(1+0.04)×5×10L=416L
答:需要CO2气体416L。
标准容量40L的钢瓶,可以灌入25kg液态CO2,在0℃和101.325kPa(1个大气压)下,1kg的CO2可以汽化成509L气态CO2,去掉不能再用于焊接的CO2气体,在标准状态下,每瓶25kg液态CO2可以提供使用的CO2气体是12324L,这样可以计算出每周、每月、每年需要的CO2气瓶数 。
。
标准容量为40L的氩气钢瓶,在20℃、压力为15MPa时,瓶内有氩气V1=40×150L=6000L这样可以计算出每周、每月、每年需要的氩气瓶数N 。
。
例6-26 铝合金手工钨极氩弧焊,板厚δ=3mm,对接焊,焊接过程中氩气流量qV=12L/min,每件需焊接80min,共有15000件,试求需40L瓶装氩气多少瓶?
解 已知Q=12L/min;t=80min;n=15000;η=0.04
V=qV(1+η)tn=12×(1+0.04)×80×15000L=14976000L
40L氩气在15MPa下,V1=6000L
故 
答:需40L瓶装氩气2496瓶。
5.电弧焊时电能消耗的计算
采用交流电源焊接时:

采用直流电源焊接每千克熔敷金属的电能消耗为

式中 W——电能消耗量,kW·h;
U——空载电压,V;
I——焊接电流,A;
t——电弧燃烧时间,h;
η——弧焊电源效率(查弧焊电源技术数据);
αH——电弧焊的熔敷系数(见表6-101),g/(A·h);
CX——空载消耗系数。
例6-27 Q235A钢板,厚δ=5mm,对接焊接,当U=22~26V,焊接电流I=110~120A,电弧燃烧时间t=30min,η=0.8时,求用交流弧焊机焊接时电能消耗量。
解
答:需要消耗电能103.5kW·h。
表6-101 电弧焊熔敷金属的熔敷系数αH

6.焊接材料定额的经验估算
上述计算是建立在焊缝横断面面积的基础之上,但是不同的焊工焊成的焊缝其横断面面积是不一样的(焊缝的几何尺寸不尽相同),因此通过计算求得的焊接材料消耗量落实到每个焊工身上便会产生一定的误差,即使是同一名焊工焊成的焊缝其横断面面积也不可能前后完全一致。另外,用计算公式法来求焊接材料的消耗量要通过繁杂的数学运算,工作量大,速度慢,实际应用比较困难。比较实用的方法是根据工厂实际生产的经验积累。将每米长度焊缝的焊接材料消耗量根据不同的焊接方法、母材金属厚度、坡口形式等制订成表格,使用时,只要计算焊缝的长度再乘以从表中查得的每米长度焊缝的焊接材料消耗量即可。当然,这是一种近似估算的方法,需要在实际应用中不断修改、完善。
(1)平板对接焊接材料消耗定额
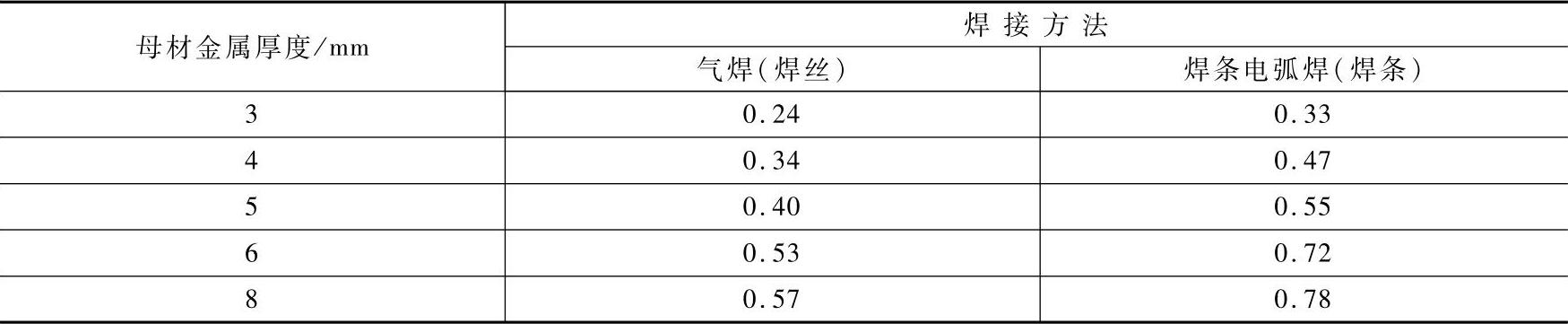
1)手工焊(气焊、焊条电弧焊)单面焊焊接材料消耗定额见表6-102。
表6-102 平板对接单面焊焊接材料消耗定额 (单位:kg/m)
注:开V形坡口。
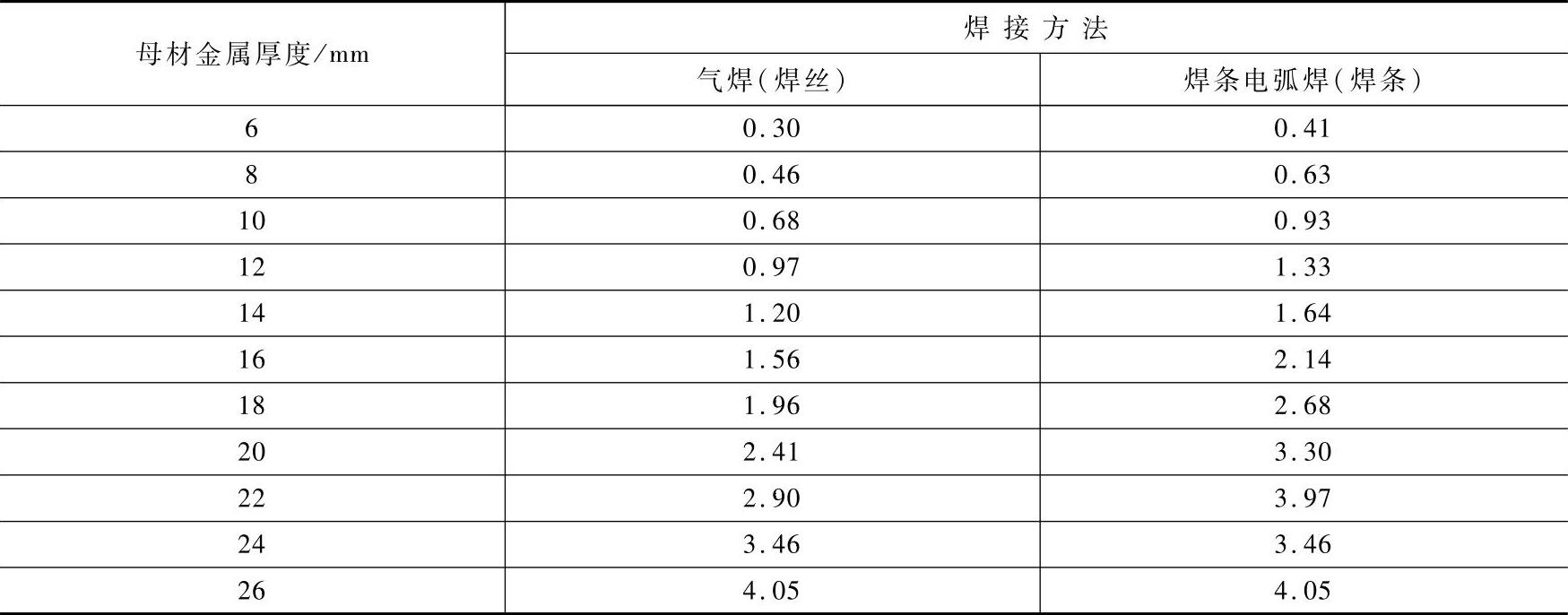
2)手工焊(气焊、焊条电弧焊)双面焊焊接材料消耗定额见表6-103。
表6-103 平板对接双面焊焊接材料消耗定额 (单位:kg/m)
注:开I形坡口。
3)手工焊(气焊、焊条电弧焊)开单边V形坡口单面焊焊接材料消耗定额见表6-104。
表6-104 平板对接单边V形坡口单面焊焊接材料消耗定额 (单位:kg/m)
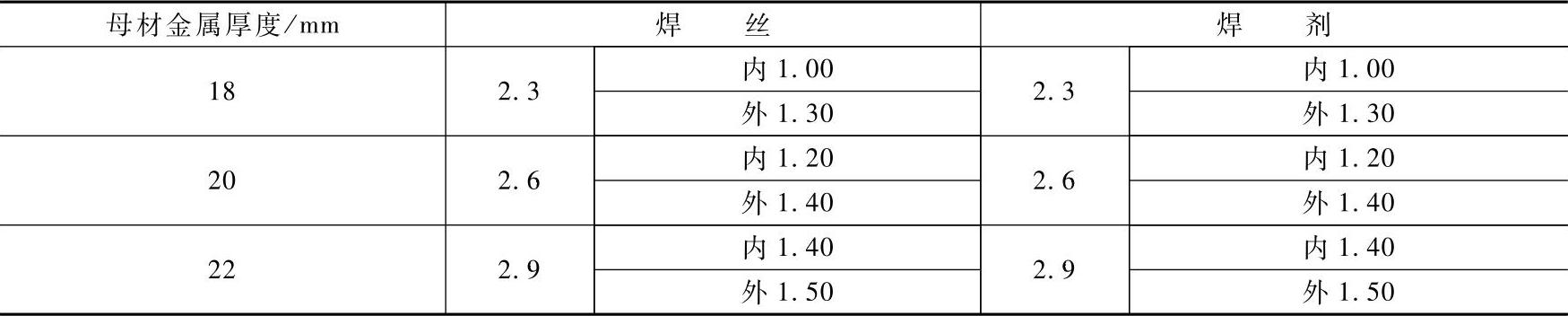
4)埋弧焊开Ⅰ形坡口双面焊焊接材料消耗定额见表6-105。
表6-105 埋弧焊开I形坡口双面焊焊接材料消耗定额 (单位:kg/m)
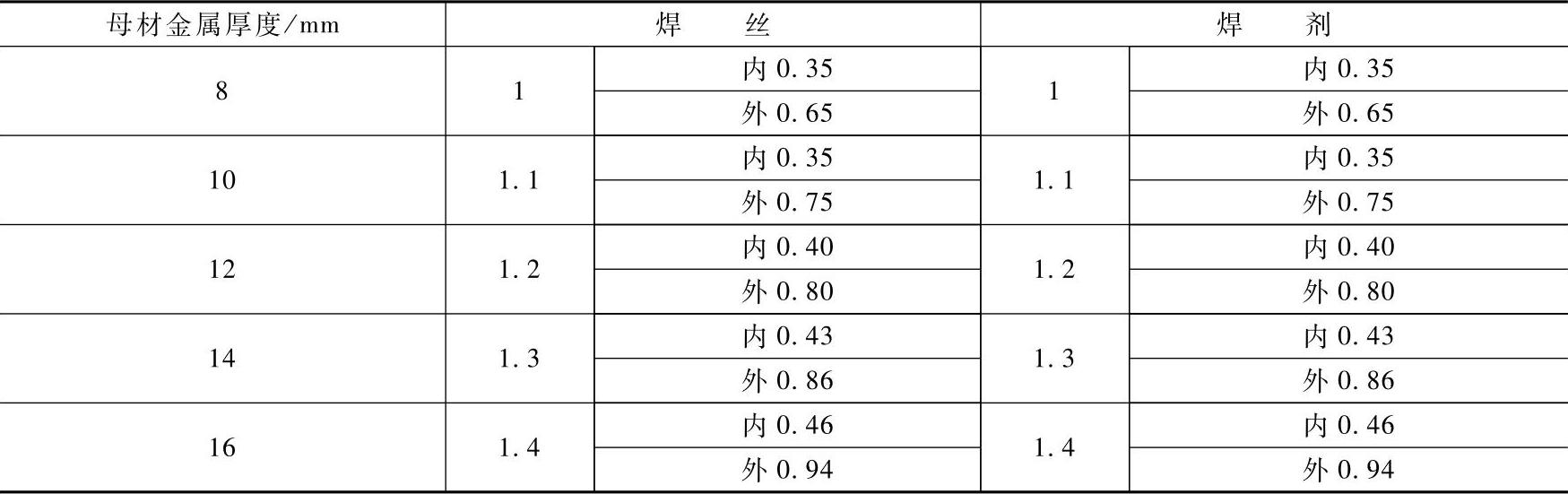
注:外侧碳弧气刨清根。
5)埋弧焊开单面V形坡口焊接材料消耗定额见表6-106。
表6-106 埋弧焊开单面V形坡口焊接材料消耗定额 (单位:kg/m)
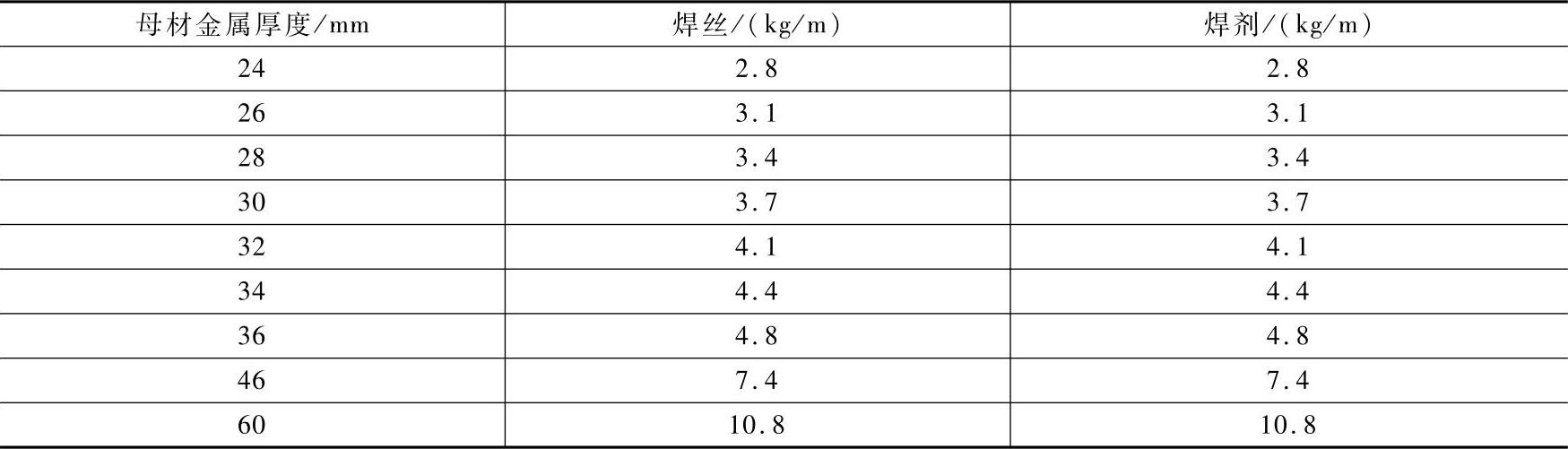
6)埋弧焊开Ⅹ形坡口焊接材料消耗定额见表6-107。
表6-107 埋弧焊开X形坡口焊接材料消耗定额
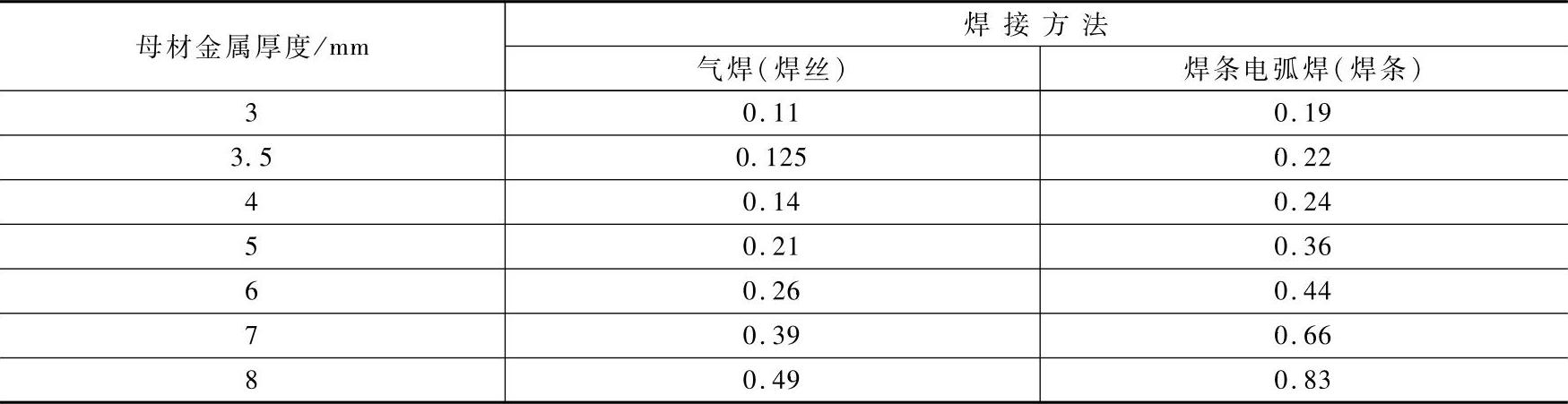
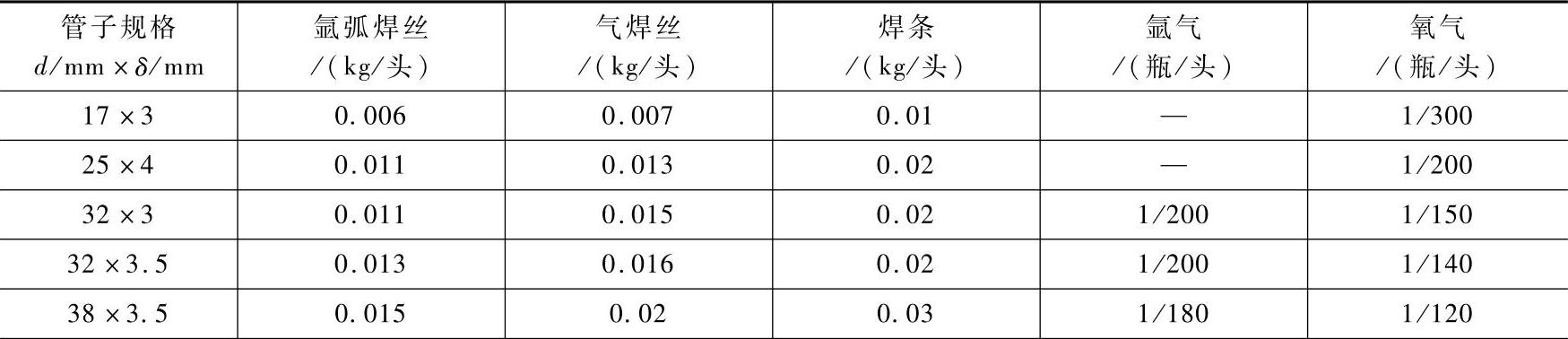
(2)管子对接焊接材料消耗定额 管子对接采用氩弧焊、气焊、焊条电弧焊时,焊接材料的消耗定额见表6-108。
表6-108 管子对接焊接材料消耗定额
(续)
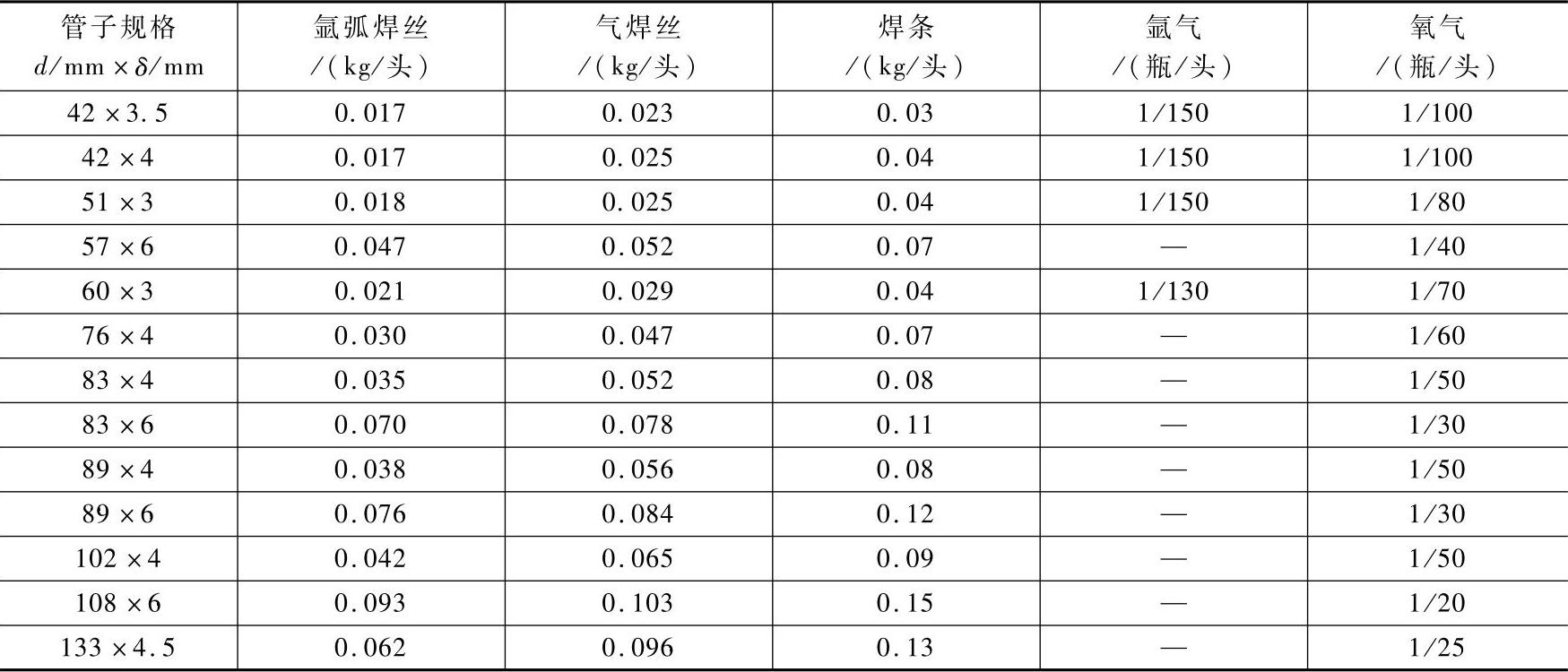
注:1.氩弧焊打底,焊丝用量取1/3。
2.氩弧焊打底,氩气用量分母扩大一偌。
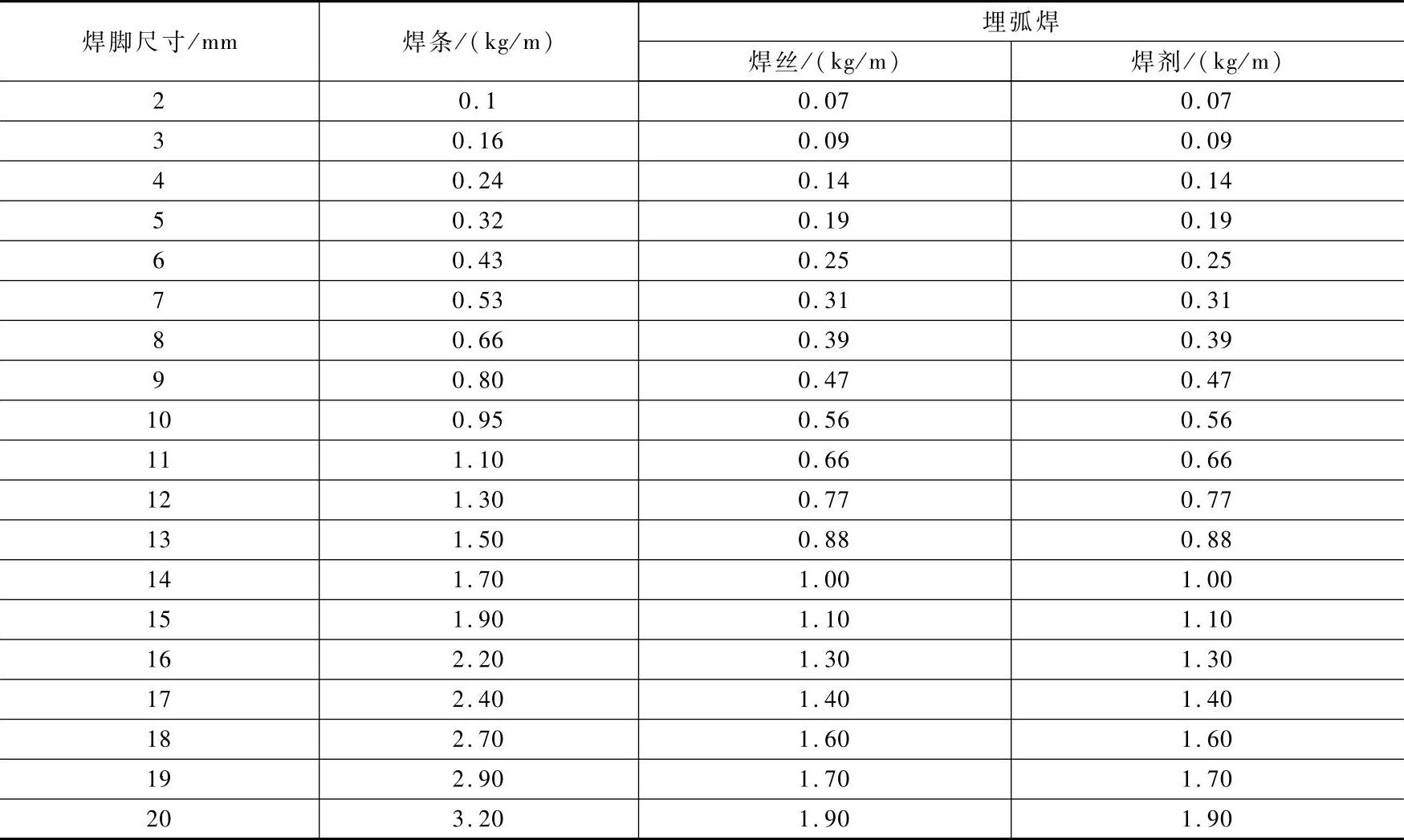
(3)角焊缝焊接材料消耗定额 角焊缝采用焊条电弧焊、埋弧焊时,焊接材料的消耗定额见表6-109。
表6-109 角焊缝焊接材料消耗定额
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。