



一般长度在500mm以下的焊缝为短焊缝,在500~1000mm以内的焊缝为中等长度焊缝,焊缝长度在1000mm以上为长焊缝。在焊接金属结构时,为减小金属结构的变形,当焊缝长度不同时,采用的焊接顺序就不同,各种常用的焊接方法说明如下。
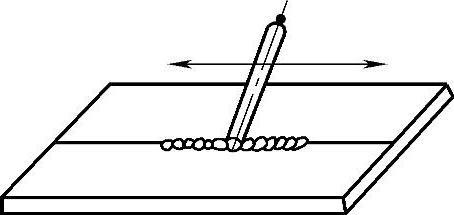
图6-240 对称焊法
1.直通焊接法
对于短焊缝的焊接一般采用直通焊接法。即从焊缝一端起焊,一直焊到另一端,焊接方向始终保持不变。
2.对称焊法
对称焊法(见图6-240)一般适用于中等长度焊缝的焊接,即以焊缝的中点为起点,交替向两端进行直通焊。对称焊法的主要目的是防止焊接变形。
3.分段退焊法
分段退焊法(见图6-241)主要适用于中等长度焊缝的焊接。分段退焊法应注意第一段焊缝的起焊处要略低些,在下一段焊缝收弧时,就会形成平滑的接头。分段退焊法的关键在于预留距离要掌握合适,每一段预留长度最好等于一根焊条所焊的焊缝长度,以节约焊条。
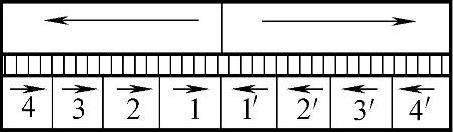
4.分中逐步退焊法
分中逐步退焊法(见图6-242)适用于长焊缝的焊接。即从焊缝中点向两端逐步退焊。此法应用较为广泛,可由两名焊工对称焊接。
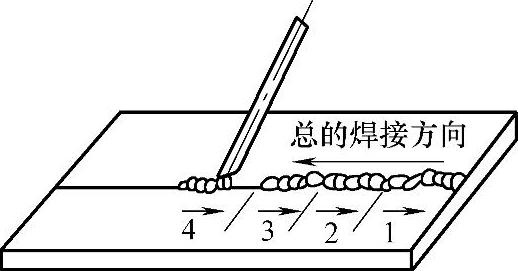
图6-241 分段退焊法
 (https://www.xing528.com)
(https://www.xing528.com)
图6-242 分中逐步退焊法
5.跳焊法
跳焊法(见图6-243)适用于长焊缝的焊接。其特点是朝着一个方向进行间断焊接,要求每段长度以200~250mm为宜。
6.交替焊法
交替焊法(见图6-244)的基本原理是选择焊件温度最低的位置进行焊接,使焊件温度分布均匀,有利于减小焊接变形。此法的缺点是焊工要不断地移动焊接位置。交替焊法适用于长焊缝的焊接。
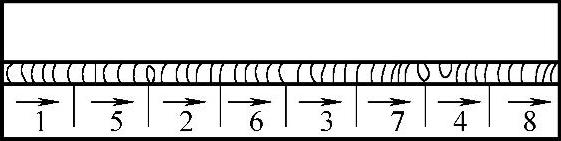
图6-243 跳焊法
长焊缝的焊接方法较多,但都是为了减小焊接变形。图6-245所示为处于倾斜位置的长焊缝的焊接方法。
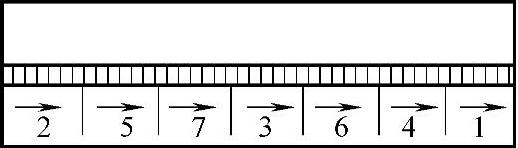
图6-244 交替焊法
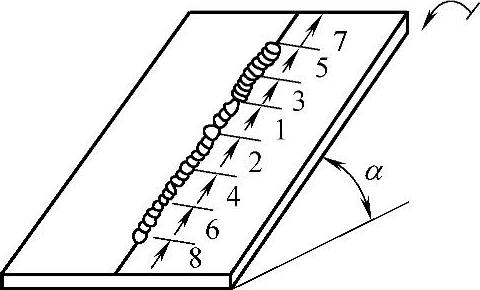
图6-245 倾斜焊件的焊接法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。