



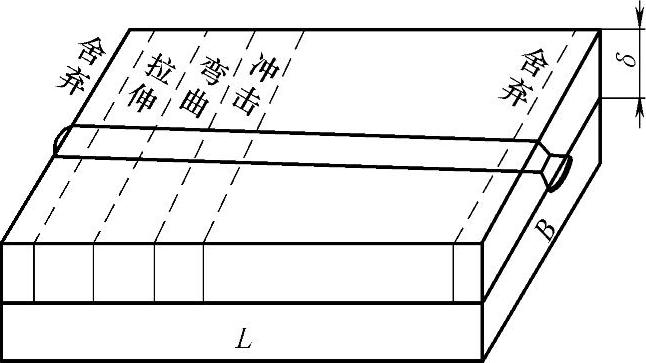
图6-232 产品对接试板尺寸及截取
1.焊接试板、试样的制备
(1)试板尺寸和试样截取
1)试板焊缝应进行外观和无损检测(按JB/T 4730.1~4730.9),然后在合格部位截取试样。
2)试板的长度和宽度以满足试样数量的截取为宜。一般对接接头试板L≥300mm;B≥250mm;试样的截取如图6-232所示。
3)试板两端舍弃部分长度随焊接方法和板厚而异,一般手工焊不小于30mm;自动焊和电渣焊不小于40mm。如采用引弧板时,也可少舍弃或不舍弃。
4)试样毛坯的截取一般用机械切割法,但应去除热影响区。
5)根据不同项目试验要求,对试样进行加工,经检验合格后,打上焊工钢印或其他永久性标记。
(2)试样类别和数量 试样的类别和数量应按表6-88的规定。
表6-88 试样的类别和数量

注:1.当试板厚度δs≤30mm时,应采用全板厚度单个试样;当δs>30mm时,根据试验条件可采用全板厚的单个试样,也可采用多片试样。采用多片试样时,应将焊接接头全厚度的所有试样组成一组作为一个试样。
2.试样厚度δs为10~20mm时,可用一个面弯、1个背弯,也可用2个侧弯代替面弯和背弯。
3.标准抗拉强度下限Pm>540MPa的钢材和Cr-Mo钢,巨试板厚度δs>60mm,以及设计温度低于-30℃,巨δs>40mm的低温钢、焊缝金属冲击试样数量为6个。
4.一般只进行焊缝金属的冲击试验,但对设计温度等于或低于-20℃的低温设备,还应增加热影响区的冲击试验。
2.焊接试板的拉伸试验
(1)拉伸试样尺寸 如图6-233所示,试样宽度b≤25mm。
(2)试样的加工
1)拉伸试样表面焊缝的余高应采用机械方法去除,使之与母材平齐。
2)对复合材料,当覆层计入设计厚度时,拉伸试样包括覆层;反之则可去除覆层。
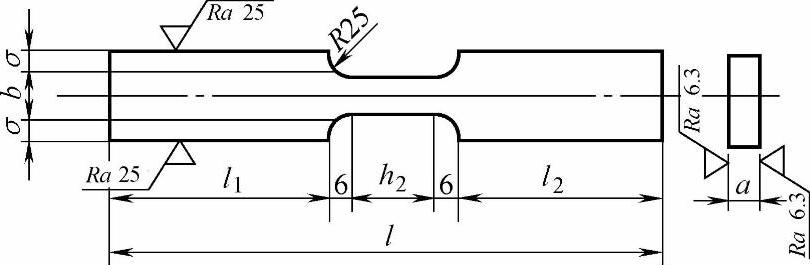
图6-233 拉伸试样
3)采用多种方法施焊时,试样的受拉面应包括每一种焊接方法(或焊接工艺)的焊缝金属。
(3)试验方法 拉伸试验按GB/T 228—2002的有关规定进行,在确认已读出拉伸试样的最大载荷后,允许不拉断试样。
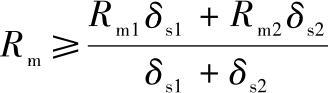
(4)合格指标 拉伸试样的抗拉强度(Rm)应大于或等于下列规定之一。
1)产品图样的规定值。
2)钢材标准抗拉强度下限值。
3)对不同强度等级的钢材组成的焊接接头,则为两种钢材标准抗拉强度下限值中的较小者。
4)若采用分割后的多片试样,则将多片试样组成一组,并对每片进行试验。同时,焊接试板全厚度焊接接头的抗拉强度结果为该组试样的平均值,其平均值应符合上述要求。如果断在焊缝熔合线的母材上,该组单片试样的最低值不得低于钢材标准抗拉强度下限值的95%(碳素钢)或97%(低合金钢和高强度合金钢)。
5)对覆层计入设计厚度的试样,其Rm不得低于复合板材标准规定的计算结果,即
3.焊接试板的弯曲试验
(1)弯曲试样尺寸
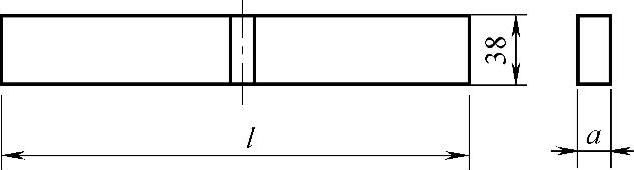
图6-234 横向弯曲试样
1)横向面弯和背弯试样尺寸按图6-234及表6-89的规定。
表6-89 弯曲试样尺寸

2)纵向弯曲试样尺寸按图6-235规定。当焊缝较宽时,试样宽度可适当增加。
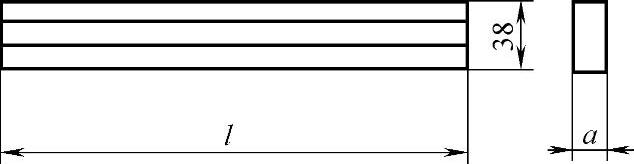
3)对接接头侧弯试样尺寸如图6-236所示,试样宽度为板材厚度(b=δs)。当试板厚度超过试验机压头的宽度(或支辊的长度),可沿板厚方向切成能在试验机上试验的多片试样,并对每片试样进行侧弯试验。堆焊试验的侧弯试样尺寸按图6-237的规定,考核堆焊过渡层熔合状况的试样宽度b可取38mm。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-235 纵向弯曲试样
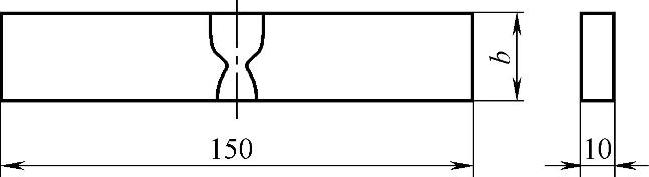
图6-236 侧弯试样
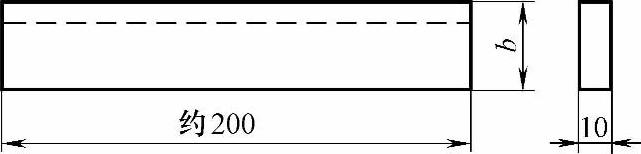
图6-237 堆焊试验侧弯试样
(2)试样加工 弯曲试样上的焊缝余高或垫板应采用机械方法去除,试样拉伸表面应平齐、棱角应倒圆,圆角半径不得大于2mm。当δs为10~20mm,巨采用面弯背弯试样时,试样的厚度为试板的厚度。即a=δs。
(3)试验方法
1)弯曲试验按GB/T 232—2010的有关规定,试样的焊缝和热影响区应包括在弯曲变形范围内,横向弯曲试样的弯轴中心应对准焊缝中央。
2)当焊接接头两侧的母材或母材与熔敷金属的强度相差较大或伸长率明显不同时,可用纵弯试样进行试验。
3)复合钢板和耐蚀堆焊的接头弯曲试验,取2个侧弯试样进行试验。
(4)合格指标
1)试样按表6-90的要求弯曲到规定角度后,其受拉面上沿任何方向不得有单条长度大于3mm的裂纹或缺陷。试样的棱角开裂不计,但确因夹渣或其他焊接缺陷引起试样棱角开裂的长度应计入。
2)当采用多片试样时,将多片试样组成一组,对多片试样进行试验,均应满足本条规定。
3)对耐蚀堆焊层的焊道和熔合线,堆焊层不得有大于1.5mm的任意裂纹和缺陷;熔合线上不得有大于3mm的任意裂纹或缺陷。
表6-90 弯曲试验参数

4.焊接试板的冲击试验
(1)冲击试样的形式和尺寸 按GB/T 229—2007的规定。
(2)试样的截取和试样缺口位置
1)冲击试样应垂直于焊接方向截取,试样缺口的轴线应垂直于试板表面。焊缝金属的冲击试样缺口位于焊缝中央。
2)当钢材标准抗拉强度下限Rm≤540MPa时,在最后焊道的焊缝侧,以距钢板表面1~2mm为冲击试样的上表面,取一组焊缝金属试样(如图6-238中的一组)。
3)对于复合材料,除图样和用户有特殊要求外,一般只取基层的冲击试样。
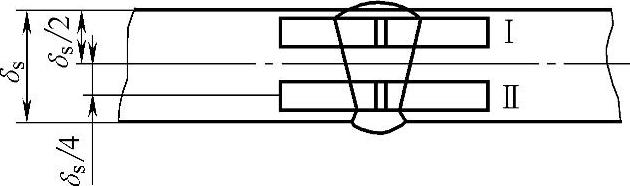
图6-238 焊缝金属冲击试样的截取
4)钢材标准抗拉强度下限Rm>540MPa和Cr-Mo钢,巨试板厚度δs>60mm,以及设计温度低于-30℃,巨δs>40mm的低温钢,取两组焊缝金属的冲击试样。一组在最后焊道侧距钢板表面1~2mm处;一组在另一侧表面和1/2板厚之间(即以另一侧1/4板厚处为冲击试样的纵轴)截取(如图6-238中的Ⅰ和Ⅱ两组)。
5)热影响区冲击试样的缺口位置如图6-239所示。缺口轴线至试样轴线与熔合线交点的距离(s)大于零,巨应尽可能多地通过热影响区。
(3)试验方法 根据图样要求进行常温或低温冲击,其试验方法按GB/T 229—2007中的有关规定,若低温冲击合格,可免做常温冲击。
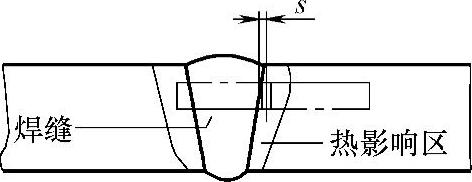
图6-239 热影响区冲击试样的截取
(4)合格指标
1)常温冲击吸收能量规定值按图样或有关技术文件规定,但3个试样冲击吸收能量的平均值不得小于27J(对10mm×10mm×55mm的试样)或14J(对5mm×10mm×55mm的试样)。
2)低温冲击在规定的试验温度下,对碳钢和低合金钢的抗拉强度下限规定值确定,对奥氏体不锈钢按试样的侧向膨胀量衡量,均应符合表6-91的规定。
表6-91 低温比(V型缺口)冲击试验最低冲击吸收能量和侧向膨胀量

试验温度下3个试样冲击吸收能量平均值不得低于表6-91的规定值,其中一个试样的冲击吸收能量可小于规定值,但不得小于规定值的70%。
(5)焊接试板的复验
1)焊接产品试板的拉伸、弯曲试验如不合格,允许复验。对不合格的项目取双偌试样进行复验(若面弯不合格,再取2个试样做面弯),合格指标应分别符合弯曲、拉伸试验中的规定。
2)冲击试验结果若不能满足冲击合格指标时,允许复验。对不合格项目(例如焊缝或热影响区;Ⅰ组或Ⅱ组)再取一组(3个)试样进行试验。合格指标为:前后两组6个试样的冲击吸收能量平均值不得低于规定值,允许有2个试样小于规定值,但其中小于规定值70%的只允许有1个。
3)若某项试验不合格的原因是由于试验条件不佳或不当造成,则该项试验作废,允许重新试验。
4)若冲击试验断口表面,由于存在无损检测允许(未超标)的缺陷而导致冲击吸收能量不合格,则该试样作废,允许重新试验。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。