



1.焊条的选择
(1)焊条的选择原则 焊条的选择是否正确对焊接质量、焊接生产效率、焊接生产成本及焊工的身体健康等都有重要的意义。选择焊条时应遵循以下原则。
1)根据被焊金属材料的化学成分、力学性能、抗裂性、耐蚀性及耐高温性等要求,选择相应的焊条种类。例如焊接母材是碳钢或普通低合金钢时,应选用结构钢类型的焊条;焊接耐热钢、不锈钢等材料时,应选用与母材化学成分相同或相近的焊条;焊接异种钢材料时,应按其中强度较低的母材选择焊条。
2)根据焊缝金属的使用性能,选择相应的焊条。例如对于承受动载荷的焊缝,应选用熔敷金属具有较高冲击韧度的焊条;对于承受静载荷的焊缝,应选用抗拉强度与母材相当的焊条。
3)根据焊缝金属的抗裂性选择焊条。当焊件刚度较大,母材含碳、硫、磷量偏高或外界温度偏低时,焊缝容易出现裂纹,焊接时最好选用抗裂性较好的碱性焊条。
4)根据焊件的工作条件与工艺特点选择焊条。对于承受交变载荷、冲击载荷的焊接结构,或者形状复杂、厚度大、刚度大的焊件,应选用碱性焊条甚至超低氢型焊条、高韧性焊条。对于母材中含碳、硫、磷量较高的焊件,应选择抗裂性较好的碱性焊条。在确定了焊条牌号后,还应根据焊件厚度、焊接位置等条件选择焊条直径。一般是焊件越厚,焊条直径越大。
5)根据焊接设备及施工条件选择焊条。在没有直流焊机的情况下,就不能选用低氢钠型焊条,可以选用交直流两用的低氢钾型焊条;当焊件不能翻转而必须进行全位置焊接时,应选用能适合各种条件下空间位置焊接的焊条。
6)根据焊工的劳动条件、生产率及经济合理性选用焊条。在满足产品质量的前提下,尽量选用少尘低害、生产率高、价格便宜的焊条。如钛铁矿型焊条的成本要比具有相同性能的钛钙型焊条低得多。
7)根据生产效率选择焊条。对于焊接工作量大的焊件,在保证焊缝性能的前提下,尽量采用高效率的焊条,如铁粉焊条、高效率不锈钢焊条及重力焊条等。
(2)常用国产焊条的选择
1)结构钢焊条的选择。碳钢的焊接是被焊金属中量最大、覆盖面最广的一种。碳钢焊条的焊缝强度通常小于540MPa,在碳钢焊条国家标准中只有E43系列和E50系列两种型号。目前焊接中大量使用的是490MPa级以下的焊条。
常用的结构钢焊条牌号和主要用途见表6-63。
表6-63 常用结构钢焊条牌号及主要用途

2)不锈钢焊条的选择。
①铬不锈钢焊条。铬不锈钢焊条主要用于铬不锈钢的焊接。常用铬不锈钢焊条及主要用途见表6-64。
表6-64 常用铬不锈钢焊条牌号及主要用途

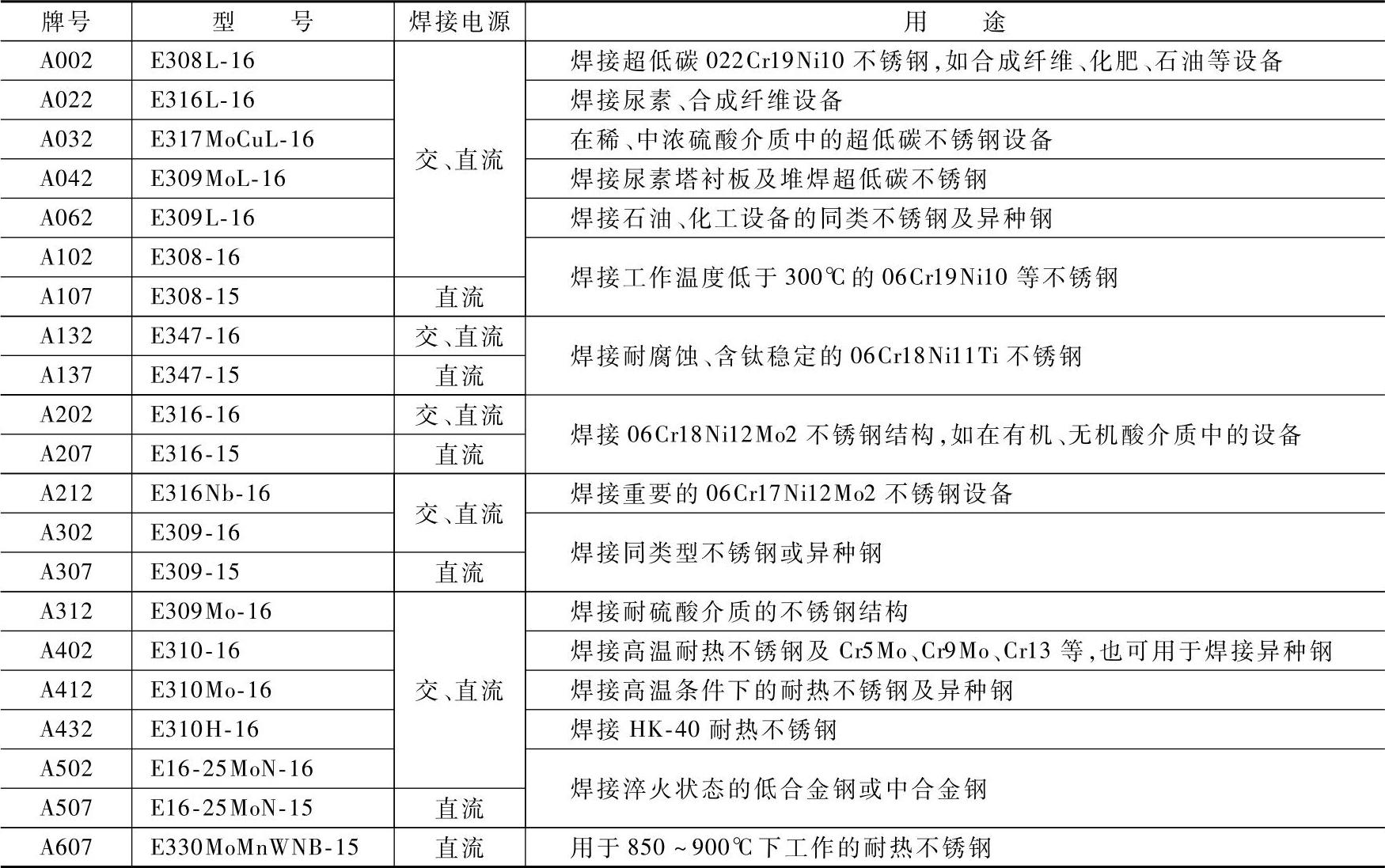
②奥氏体不锈钢焊条。奥氏体不锈钢焊条除用于焊接相应的奥氏体不锈钢外,还作为修复复合钢、异种钢、淬火倾向大的碳钢和高铬钢的焊接。常用奥氏体不锈钢焊条牌号及主要用途见表6-65。
表6-65 常用奥氏体不锈钢焊条牌号及主要用途
(3)钼和铬耐热钢焊条的选择 钼和铬耐热钢焊条主要用于焊接珠光体耐热钢,常用的耐热钢焊条牌号及主要用途见表6-66。
表6-66 常用耐热钢焊条牌号及主要用途

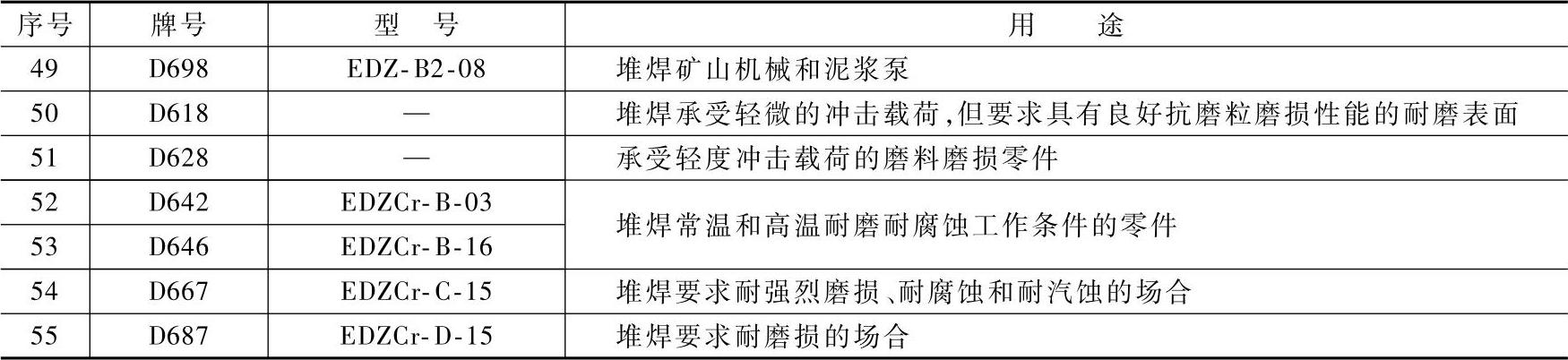
(4)堆焊焊条的选择 堆焊的目的是在工件表面熔敷一层特殊合金,以提高工件的耐磨、耐蚀或耐热性。堆焊时,应根据工况条件,正确选择堆焊焊条。常用堆焊焊条的牌号及主要用途见表6-67。
表6-67 常用堆焊焊条牌号及用途

(续)

(续)
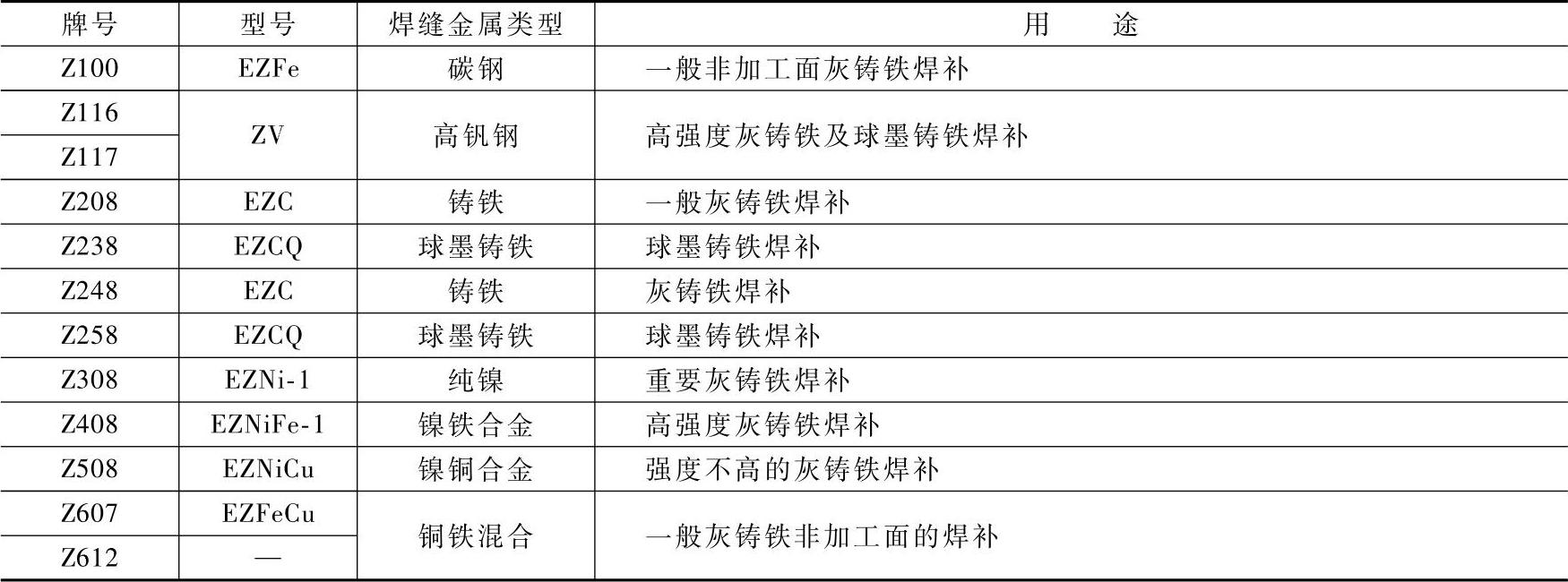
(5)铸铁焊条的选择 铸铁焊条要根据铸铁材料种类、焊后是否切削加工等要求进行选择。常用的焊条牌号及主要用途见表6-68。
表6-68 铸铁焊条牌号及主要用途
(6)低温钢焊条的选择 低温钢焊条主要为了提高焊缝金属的低温韧性,常用国产低温钢焊条牌号及主要用途见表6-69。
表6-69 常用国产低温钢焊条牌号及主要用途

(7)特殊用途焊条的选择 国产常用的特殊用途焊条及用途见表6-70。
表6-70 国产常用的特殊用途焊条及用途

(续)

2.埋弧焊用焊丝的选择
(1)埋弧焊用焊丝的型号与牌号
1)常用的埋弧焊药芯焊丝牌号和用途见表6-71。
表6-71 埋弧焊药芯焊丝的牌号和用途

2)机械化埋弧焊用钢焊丝的牌号与代号。机械化埋弧焊用钢焊丝在GB/T 5293—1999中有明确规定,其牌号及代号见表6-72。
表6-72 焊接用钢焊丝的牌号及代号
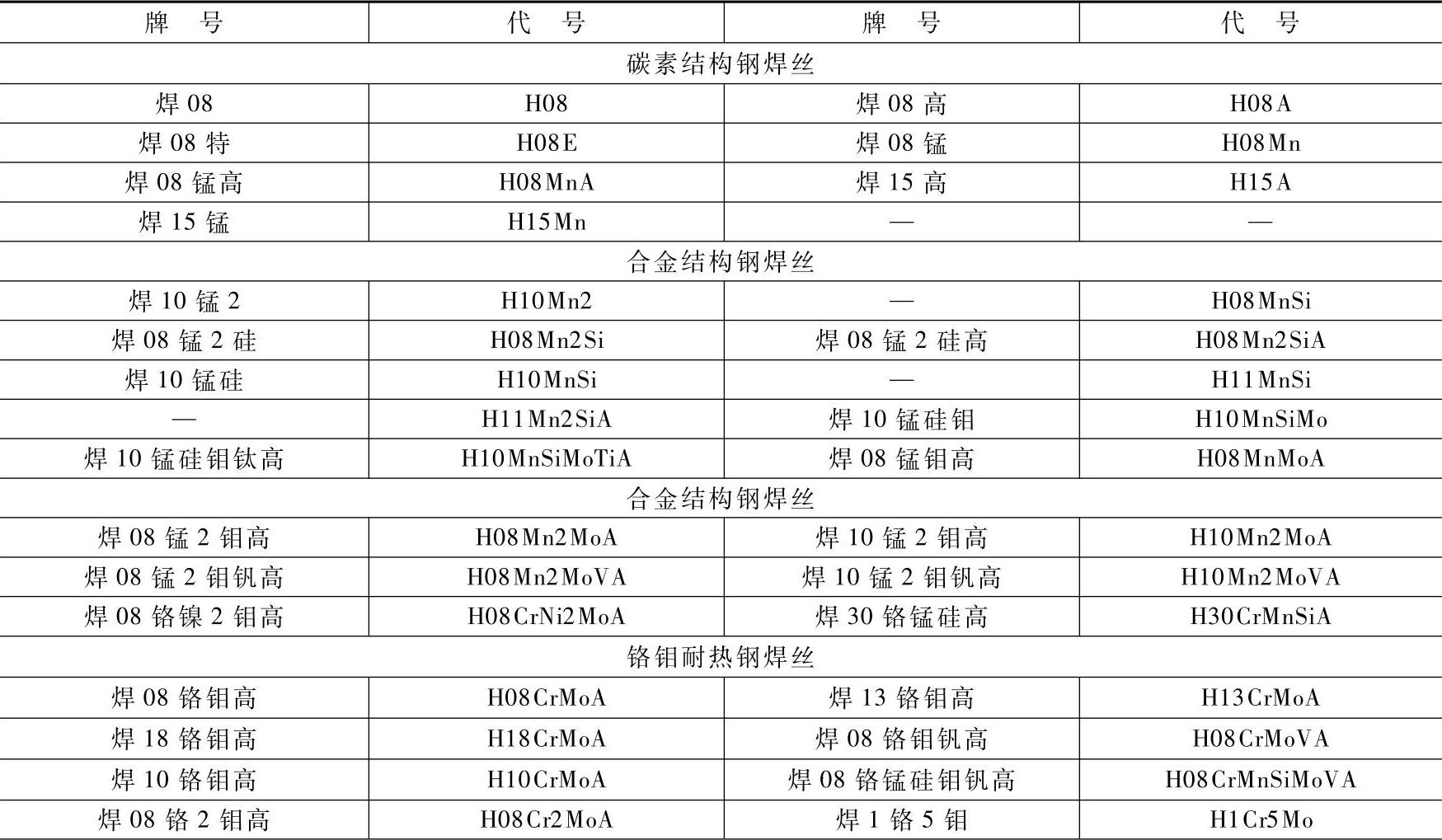
(续)

3)埋弧焊用焊丝型号与牌号对照。埋弧焊焊丝的型号与牌号对照见表6-73。
表6-73 埋弧焊焊丝的型号与牌号对照

(2)埋弧焊焊丝的要求 选择埋弧焊用焊丝应符合下列要求:
1)焊接碳钢或低合金钢时,应根据等强度的原则选用焊丝,所选用的焊丝应该保证焊缝的力学性能。
2)焊接耐热钢或不锈钢时,应尽可能保证焊缝的化学成分与焊件相同或相近,同时还要考虑满足焊缝的力学性能。
3)焊接碳钢和低合金钢时,通常选择强度等级较低、抗裂性较好的焊丝。
4)焊接低温钢时,主要是根据低温韧性来选择焊丝。
5)在焊丝的合金系统选择上,主要是在保证等强度的前提下,重点考虑焊缝金属对冲击韧度的要求。
3.气体保护焊用焊丝的选择
(1)MIG焊用焊丝和TIG焊用焊丝 目前我国尚无专用TIG焊丝标准,一般选用熔化极气体保护焊用焊丝或焊接用钢丝。
1)焊接低碳钢及低合金高强度钢时一般按照等强度原则选择焊接钢丝。
2)焊接铜、铝、不锈钢时一般按照等成分原则选择熔化极气体保护焊焊丝。
3)焊接异种钢时,如果两种钢的组织不同,在选用焊丝时应考虑抗裂性及碳的扩散问题;如果两种钢的组织相同,而力学性能不同,则最好选用成分介于两者之间的焊丝。
常用钢种的推荐焊丝牌号见表6-74。
表6-74 常用钢种的推荐焊丝牌号

(续)(https://www.xing528.com)

(2)CO2气体保护焊用焊丝
1)CO2气体保护焊实心焊丝的型号与牌号对照见表6-75。
表6-75 CO2焊实心焊丝的型号与牌号对照

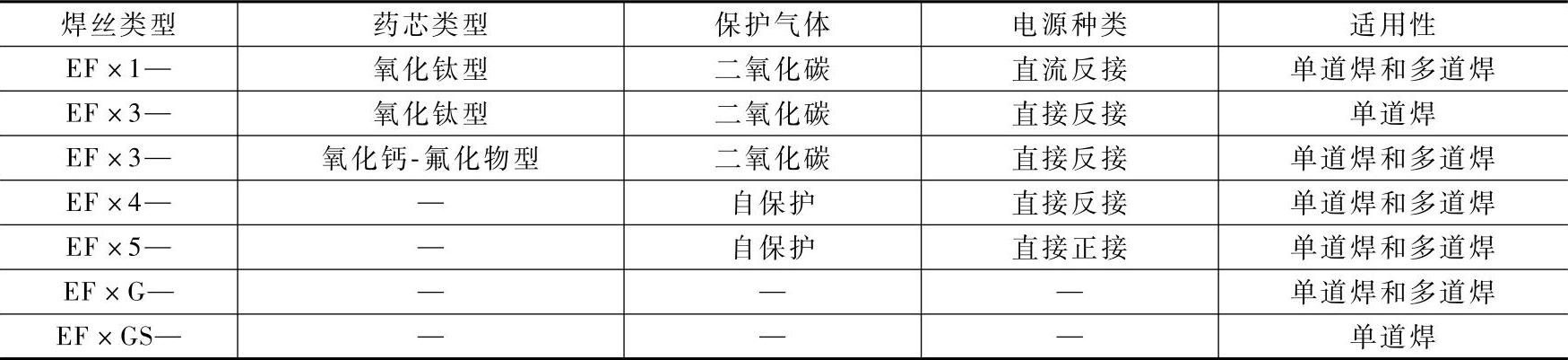
2)CO2气体保护焊药芯焊丝分类及类型代号见表6-76。
(3)气体保护焊用焊丝的选择
1)焊接碳钢或低合金钢用焊丝的选择。
①要满足焊缝金属与母材等强度及对其他力学性能指标的要求。
②满足焊缝金属的化学成分与母材的一致性。
表6-76 药芯焊丝分类及类型代号
③焊接某些刚度较大的焊接结构时,应该采用低匹配的原则,选用焊缝金属的强度低于母材的焊丝焊接。
④焊接中碳调质钢时,因为焊后要进行调质处理,所以,选择焊丝时,要力求保证焊缝金属的主要合金成分与母材相近,同时还要严格控制焊缝金属中的S、P杂质。
2)焊接耐热钢用焊丝的选择。
①焊缝的化学成分和力学性能与母材尽量一致,使焊缝在工作温度下具有良好的抗氧化、抗气体介质腐蚀的能力,以及一定的高温强度。
②考虑母材的焊接性,避免选用强度较高或杂质含量较多的焊丝。
3)焊接低温钢用焊丝的选择。
①选择便于焊缝金属在低温工作条件下,具有足够的强度、塑性和韧性的焊丝。
②焊缝金属对时效脆性和回火脆性的敏感性要小,以保证焊接接头在脆性转变温度低于最低工作温度时,具有足够的抗裂能力。
4)焊接不锈钢用焊丝的选择见表6-77。
表6-77 焊接不锈钢用焊丝的选择

4.焊剂的选择
(1)焊剂的分类、用途及要求
1)焊剂的分类。焊剂是埋弧焊工艺的主要焊接材料,焊剂的分类见表6-78。
2)焊剂的用途。焊剂的类型及其用途见表6-79。
3)焊剂的基本要求。
①保证焊缝金属获得所需要的化学成分和力学性能。
②保证电弧燃烧稳定。
③焊剂在焊接过程中不应析出有毒气体。
④焊剂在高温状态下要有合适的熔点和黏度以及一定的熔化速度,以保证焊缝成形良好,焊后有良好的脱渣性。
表6-78 焊剂分类

表6-79 焊剂的主要用途

⑤对锈、油及其他杂质的敏感性要小,硫、磷含量要低,以保证焊缝中不产生裂纹和气孔等缺陷。
⑥焊剂的吸潮性要小。
⑦具有合适的粒度,焊剂的颗粒要具有足够的强度,以保证焊剂的多次使用。
(2)焊剂的选择
1)低碳钢埋弧焊焊剂的选择。选择低碳钢埋弧焊用焊剂时,应遵循下列原则:
①采用沸腾钢焊丝进行埋弧焊时,为了保证焊缝金属能通过冶金反应得到必要的硅锰渗合金,形成致密的、具有足够强度和韧性的焊缝金属,必须选用高锰高硅焊剂。
②在中厚板对接大电流单面开Ⅰ形坡口埋弧焊时,为了提高焊缝金属的抗裂性,应选用氧化性较高的高锰高硅焊剂配用H08A或H08MnA焊丝进行焊接。
③进行厚板埋弧焊时,为了得到冲击韧度较高的焊缝金属,应选用中锰中硅焊剂配用H10Mn2高锰焊丝。
④薄板用埋弧焊高速焊接时,对焊缝的强度和韧性的要求不是很高,但要充分考虑薄板在高速焊接时的良好焊缝熔合及成形,故应选用烧结焊剂SJ501配用强度相宜的焊丝。
⑤SJ501焊剂抗锈能力较强,按焊件的强度要求配用相应的焊丝,可以焊接表面锈蚀严重的焊件。
2)低合金钢埋弧焊焊剂的选择。选择低合金钢埋弧焊用焊剂时应遵循下列原则:
①进行低合金钢埋弧焊时,为防止冷裂纹及氢致延迟裂纹的产生,应选择碱度较高的低氢型HJ25×系列焊剂,并配用含硅、含锰量适中的合金焊丝。
②进行低合金钢厚板多层多道埋弧焊时,应选用脱渣性较好的高碱度烧结焊剂。
3)不锈钢埋弧焊焊剂的选择。选择不锈钢埋弧焊弧焊用焊剂时应遵循下列原则:
①进行不锈钢埋弧焊时,为防止合金元素在焊接过程中的过量烧损,应选用氧化性较低的焊剂。
②HJ260是低锰高硅中氟型熔炼焊剂,具有一定的氧化性,为防止合金元素的烧损进行埋弧焊时应选用镍含量较高的铬镍钢焊丝,以补充焊接过程中烧损的合金元素。
③SJ103氟碱性烧结焊剂,不仅脱渣良好、焊缝成形美观,具有良好的焊接工艺性,而巨还能保证焊缝金属具有足够的Cr、Mo、Ni含量,可满足不锈钢焊件的技术要求。
④HJ150、HJ172型焊剂,虽然氧化性较低,合金元素烧损较少,但是,焊剂的脱渣性能不良,所以,很少应用于不锈钢厚板的多层多道埋弧焊。
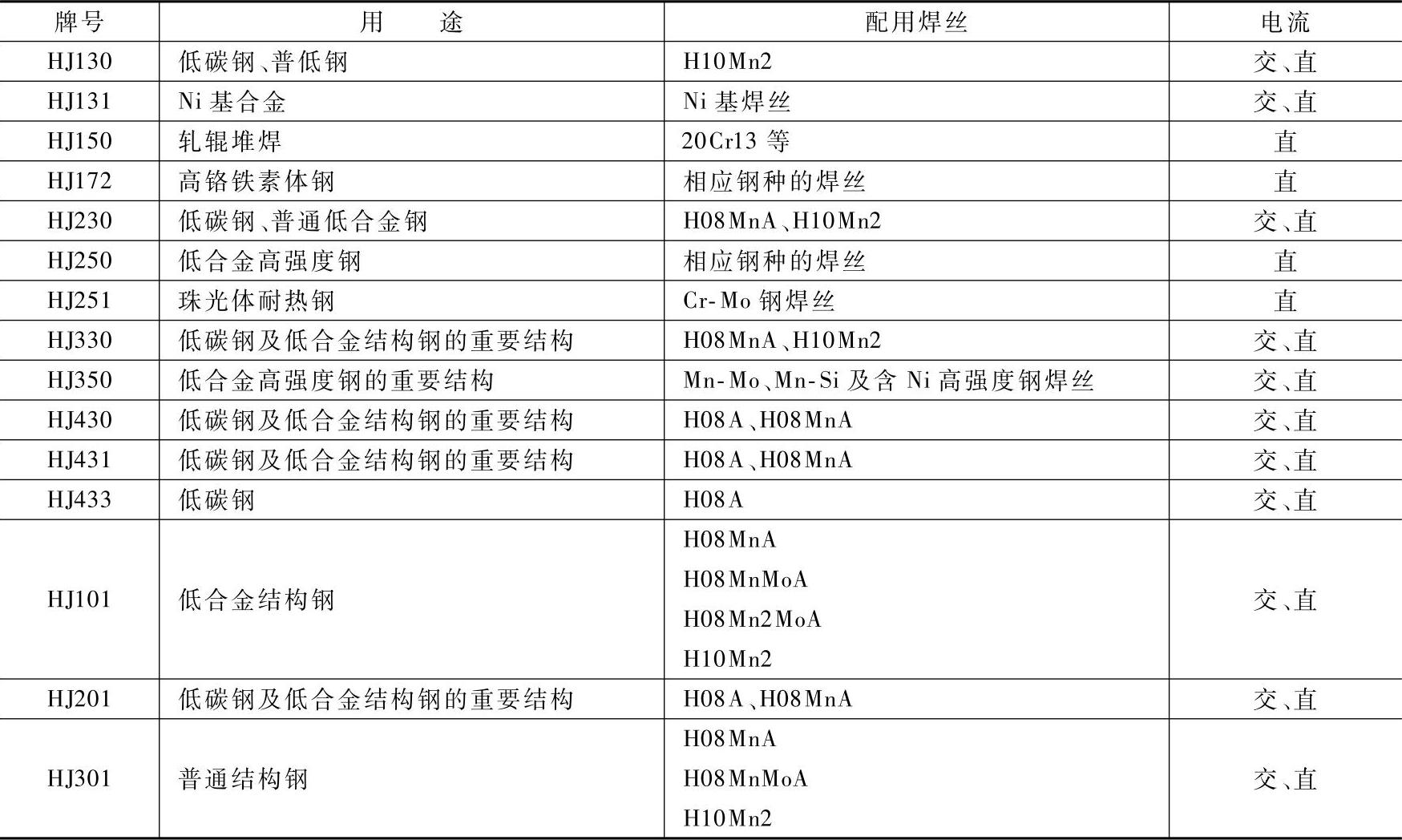
4)常用焊剂与焊丝的匹配见表6-80。
表6-80 常用焊剂与焊丝的匹配
5.保护气体的选择
(1)氩气 在碳钢、铝及铝合金焊接时,纯度(体积分数,下同)≥99.99%;在钛及钛合金焊接时,纯度≥99.999%。
(2)氦气 焊接用氦气的纯度一般要求在99.8%以上。我国生产的焊接用氦气的纯度可达99.999%,能满足各种材料的焊接要求。
(3)二氧化碳气体
1)二氧化碳气体的纯度要求。焊接用的CO2气体的一般标准是:CO2>99%;O2<0.1%;水分<1.22g/m2,对于质量要求高的焊缝,CO2纯度应>99.5%。
2)二氧化碳气体的选用。焊接用CO2保护气体及适用范围见表6-81。
表6-81 焊接用CO2保护气体及适用范围

(4)氧气 工业上最常用的制氧方法是液态空气制氧法。因此,工业用氧中难免含有杂质气体成分,工业用氧的纯度达到99.5%为一级纯度,达到98.0%为二级纯度。
(5)混合气体 焊接过程中常用的混合保护气体包括氩—氦混合气体、氩—氧混合气体、氩—氧—二氧化碳混合气体及氩—氮混合气体等,具体内容见表6-82。
表6-82 混合气体类型、性质及应用

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。