



焊接结构常用的装配方法有以下几种。
1.划线定位装配法
按事先划好的装配线确定零、部件的相互位置,使用普通量具和通用工夹具在工作台上实现对准定位与紧固。此种方法效率低、质量不稳定,只适用于单件、小批量生产。
图6-205所示为钢屋架的划线定位装配。先在装配平台上按1:1的比例划出屋架零件的位置和结合线(称为地样),如图6-205a所示,然后依照地样将零件组合起来,如图6-205b所示,此装配也称地样装配法。
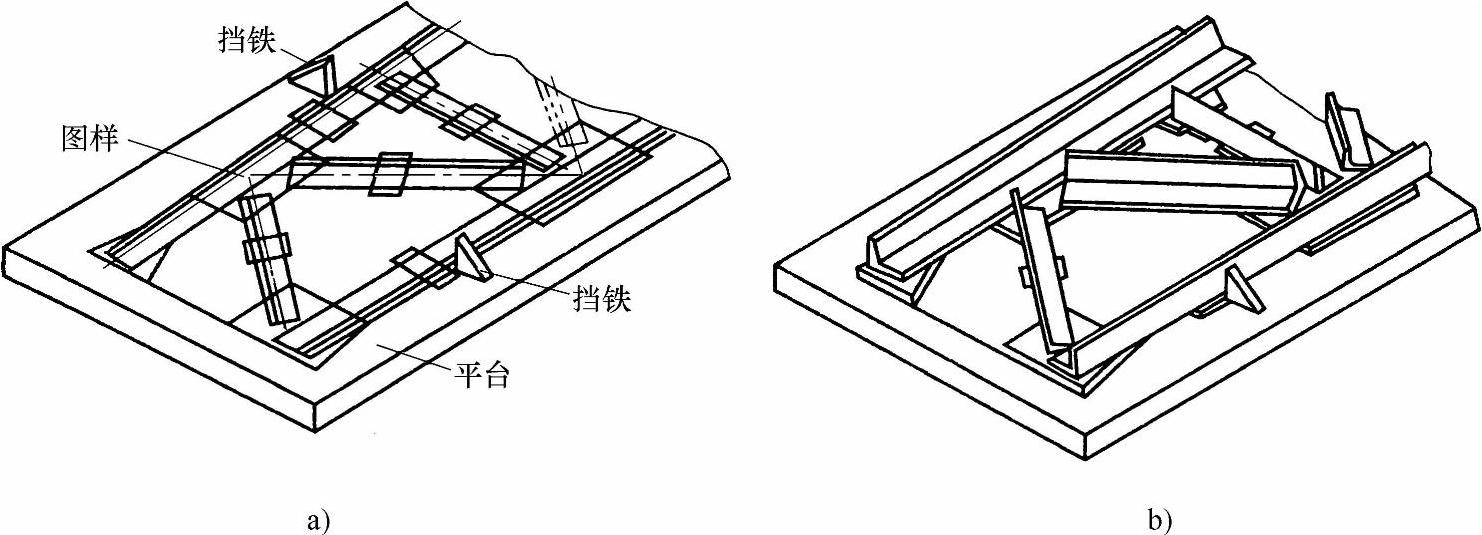
图6-205 钢屋架的划线定位装配
2.工装定位装配法
(1)样板定位装配 它是利用样板来确定零件的位置、角度等的定位,然后夹紧并经定位焊完成装配的装配方法。常用于钢板之间的角度装配和容器上各种管口的安装。
图6-206所示为斜T形结构的样板定位装配,根据斜T形结构立板的斜度,预先制作样板,装配时在立板与平板接合线位置确定后,即以样板去确定立板的倾斜度,使其得到准确定位后实施定位焊。
(2)定位元件定位装配法 用一些特定的定位元件(如板块、角钢、销轴等)构成空间定位点,来确定零件的位置,并用装配夹具夹紧装配。这种方法不需划线,装配效率高,质量好,适用于批量生产。
图6-207所示为挡铁定位装配法示例。在大圆筒外部加装钢带圈时,在大圆筒外表面焊上若干定位挡铁,以这些挡铁为定位元件,确定钢带圈在圆筒上的高度位置,并用弓形螺旋夹紧器把钢带圈与筒体壁夹紧密贴,定位焊牢,完成钢带圈装配。
(3)胎夹具(又称胎架)装配法 对于批量生产的焊接结构,若需装配的零件数量较多,内部结构又不很复杂时,可将工件装配所用的各定位元件、夹紧元件和装配胎具三者组合为一个整体,构成装配胎架。
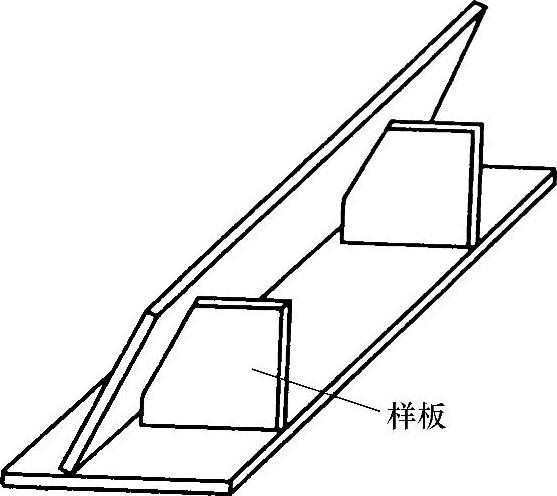
图6-206 斜T形结构的样板定位装置(https://www.xing528.com)
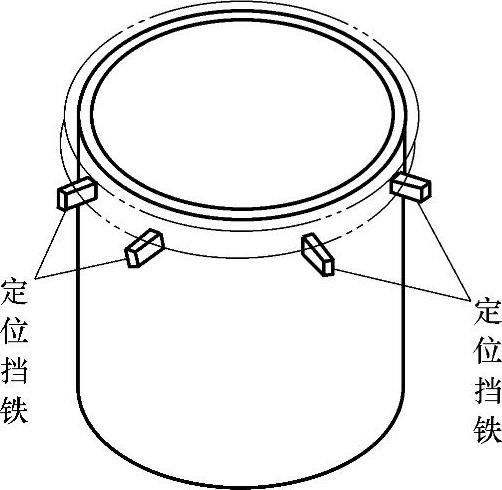
图6-207 挡铁定位装配
图6-208所示为汽车横梁结构及其装配胎架。装配时,首先将角铁6置于胎架上,用定位销11定位并用螺旋压紧器9固定,然后装配槽形板3和主肋板5,它们分别用挡铁8和螺旋压紧器9压紧,再将各板连接处定位焊。该胎架还可以通过回转轴10回转,把工件翻转到使焊缝处于最有利的施焊位置进行焊接。
利用装配胎架进行装配和焊接,可以显著地提高装配工作效率,保证装配质量,减轻劳动强度,同时也易于实现装配工作的机械化和自动化。
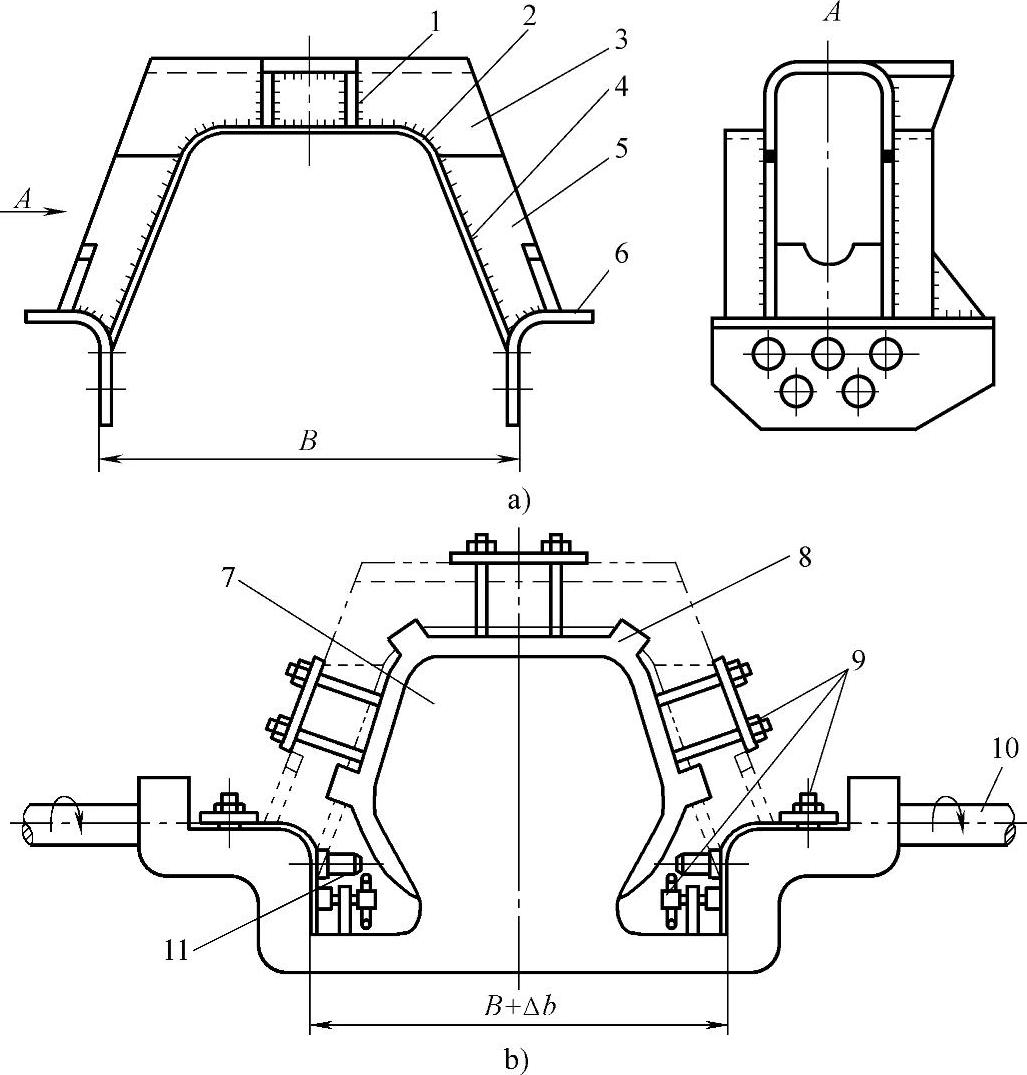
图6-208 汽车横梁及其装配胎架
a)汽车横梁 b)焊接夹具(装配胎架)
1、2—焊缝 3—槽形板 4—拱形板 5—主肋板 6—角铁 7—胎架 8—挡铁 9—螺旋压紧器 10—回转轴 11—定位销
3.工件固定式装配法
工件固定式装配法是指在一处固定的工作位置上装配完全部零、部件,这种装配方法一般用在重型焊接结构产品或产量不大的情况下。
4.工件移动式装配法
工件移动式装配法是工件顺着一定的工作地点按工序流程进行装配。在工作地点上设有装配的胎位和相应工人。这种方式不完全限于用在轻小型的产品上,有时为了使用某些固定的专用设备也常采用这种方式。在产量较大的生产中或流水线生产中通常也采用这种方式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。