



1.装配的基本条件
进行焊接结构件的装配,必须对零件进行定位、夹紧和测量,这是装配工艺的三个基本条件。
(1)定位 定位就是确定零件在空间的位置或零件间的相对位置。
(2)夹紧 夹紧是借助夹具等外力使零件准确到位,并将定位后的零件固定。
(3)测量 测量是指在装配过程中,对零件间的相对位置和各部件尺寸进行一系列的技术测量,从而鉴定定位的正确性和夹紧力的效果,以便调整。
图6-196所示为工宇梁的装配。两翼板4的相对位置由腹板3和挡铁5定位,工宇梁端部由挡铁7定位;翼板与腹板间的相对位置确定后,通过调节螺杆1实现夹紧;定位夹紧后,需要测量两翼板的相对平行度、腹板与翼板的垂直度(用90°角尺8测量)和工宇梁高度尺寸等项指标。
上述三个装配基本条件相辅相成,缺一不可。若没有定位,夹紧就变成无的放矢;若没有夹紧,就不能保证定位的准确性和可靠性;而若没有测量,也无法判断并保证装配的质量。
2.装配基准的选择
基准一般分为设计基准和工艺基准两大类。设计基准是按照产品的不同特点和产品在使用中的具体要求所选定的点、线、面,而其他的点、线、面是根据设计基准来确定的;工艺基准是指工件在加工制造过程中所应用的基准,其中包括原始基准、测量基准、定位基准、检查基准和辅助基准等。
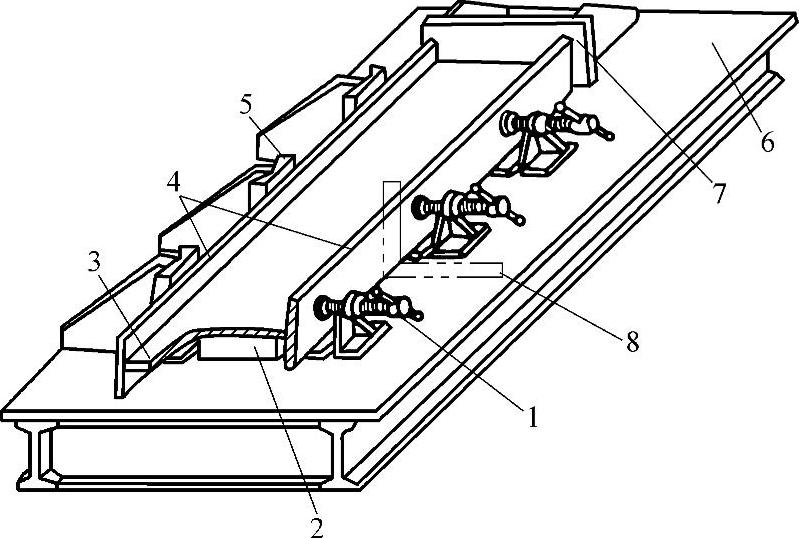
图6-196 工宇梁的装配(https://www.xing528.com)
1—调节螺杆 2—垫铁 3—腹板 4—翼板 5、7—挡铁 6—平台 8—90°角尺
在结构装配过程中,工件在夹具或平台上定位时,用来确定工件位置的点、线、面,称为定位基准。合理地选择定位基准,对保证装配质量,安排零部件装配顺序和提高装配效率均有着重要的影响。图6-197所示为容器上各接口间的相对位置,接口的横向定位以筒体轴线为定位基准。接口的相对高度则以M面为定位基准。若以N面为定位基准进行装配,则M面与接口Ⅰ、Ⅱ的距离由(H2-h1)和(H2-h2)两个尺寸来保证,其定位误差是这两个尺寸误差之和,显然比用M面作定位基准的误差要大。
装配工作中工件和装配平台(或夹具)相接触的面称为装配基准面。通常按下列原则进行选择:
1)既有曲面又有平面时,应优先选择工件的平面作为装配基准面。
2)工件有若干个平面时,应选择较大的平面作为装配基准。
3)选择工件最重要的面(如经机械加工的面)作为装配基准面。
4)选择装配过程中最便于工件定位和夹紧的面作为装配基准面。
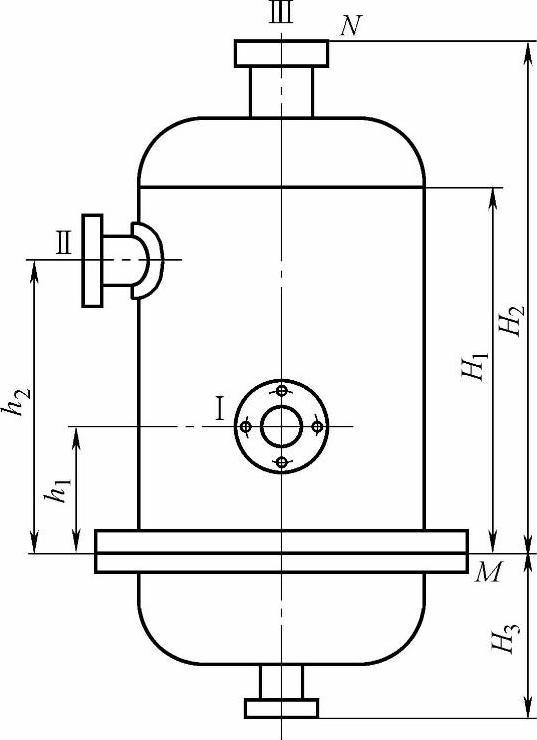
图6-197 容器上各接口位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。