



【摘要】:缩口时,缩口端的材料在凹模的压力作用下向凹模内滑动,直径减小,厚度和高度增加。由于切向压应力的作用,在缩口时坯料易失稳起皱;同时非变形区应力的筒壁,由于承受全部缩口压力,也易失稳产生变形,所以防止失稳是缩口工艺的主要问题。根据管件使用要求,扩口可制出管端为锥形、筒形或其他形状的零件。图6-192 旋压缩口图6-193 常见管端扩口形状图6-194所示为扩口成形工序。
1.缩口
缩口是将筒形坯件的开口端直径缩小的一种冲压方法(见图6-189)。缩口时,缩口端的材料在凹模的压力作用下向凹模内滑动,直径减小,厚度和高度增加。制件壁厚不大时,可以近似认为变形区有两向(切向和径向)受压的平面应力状态,以切向压力为主。应变以径向压缩应变为最大应变,而厚度和长度方向为伸长变形,巨厚度方向的变形量大于长度方向的变形量。
由于切向压应力的作用,在缩口时坯料易失稳起皱;同时非变形区应力的筒壁,由于承受全部缩口压力,也易失稳产生变形,所以防止失稳是缩口工艺的主要问题。
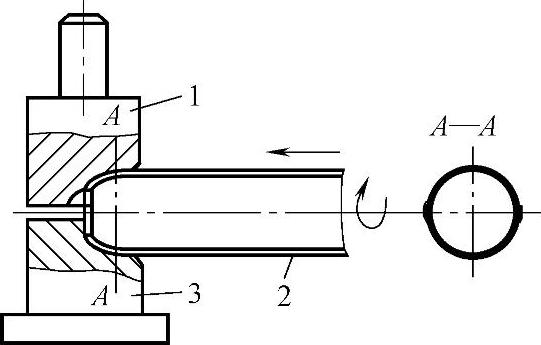
常见的缩口方式有整体凹模缩口(见图6-190)、分瓣凹模缩口(见图6-191),以及旋压缩口(见图6-192)等。
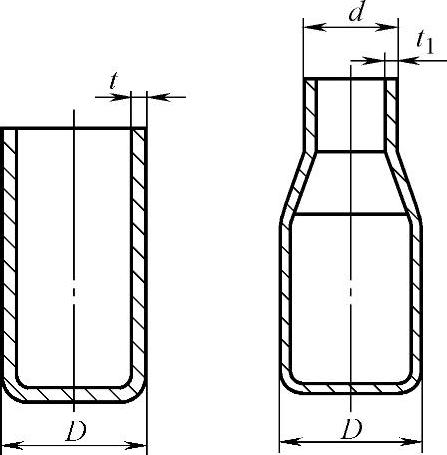
图6-189 筒形件的缩口
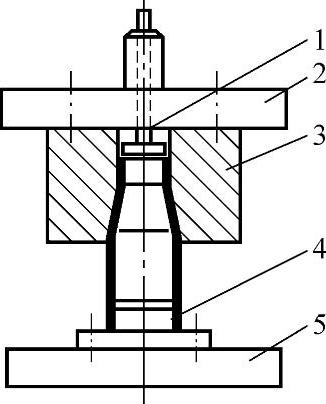
图6-190 整体凹模缩口
1—推料杆 2—上模板 3—凹模 4—定位器 5—下模板
 (https://www.xing528.com)
(https://www.xing528.com)
图6-191 分瓣凹模缩口
1—上瓣模 2—零件 3—下瓣模
2.扩口
管料扩口与缩口相反,它是将管坯口部直径扩大的一种成形工艺。根据管件使用要求,扩口可制出管端为锥形、筒形或其他形状的零件。管料扩口在管件连接中得到了广泛应用。生产中常见的管端扩口形状如图6-193所示。
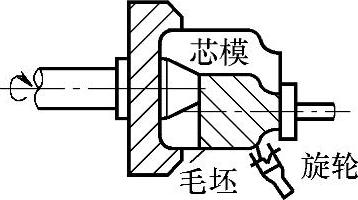
图6-192 旋压缩口
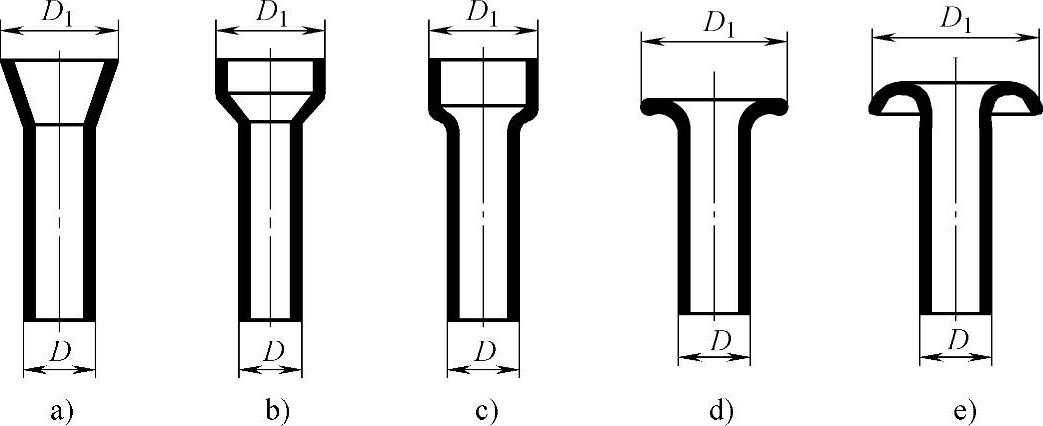
图6-193 常见管端扩口形状
图6-194所示为扩口成形工序。图6-194a是将管子夹在两瓣凹模中一次扩成喇叭口,图6-194b是将退火的管端一次扩口并压出翻边,图6-194c是扩口性质的管口卷边。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。