



边缘加工是将工件的边缘或端面加工成符合工艺要求的形状和尺寸及精度要求的加工工序。在焊接结构制造中主要指结构的坡口加工。
1.边缘加工的目的
1)边缘加工可消除前道工序所产生的加工硬化层和热影响区。
2)根据工艺要求完成坡口加工。
3)采用边缘加工来消除装配、焊接工件边缘或自由边的各类缺陷,以提高结构的整体质量。
4)边缘加工可提高结构的表面质量,也可为产品的后期制作创造条件。
2.边缘(坡口)常用的加工方法
(1)机械切削加工 机械切削加工坡口,常采用刨边机、坡口加工机和铣床、刨床等。
1)刨边机。图6-133是刨边机的结构示意图,在床身7的两端有两根立柱1,在两立柱之间有压料横梁3,压料横梁上安置有压紧钢板用的压紧装置2。床身的一侧安装齿条与导轨8,其上安置进给箱5,由电动机6带动,沿齿条与导轨进行往复的移动。进给箱上刀架4可以同时固定两把刨刀,以同方向进行切削;或一把刨刀在前进时工作,另一把刨刀在反向行程时工作。
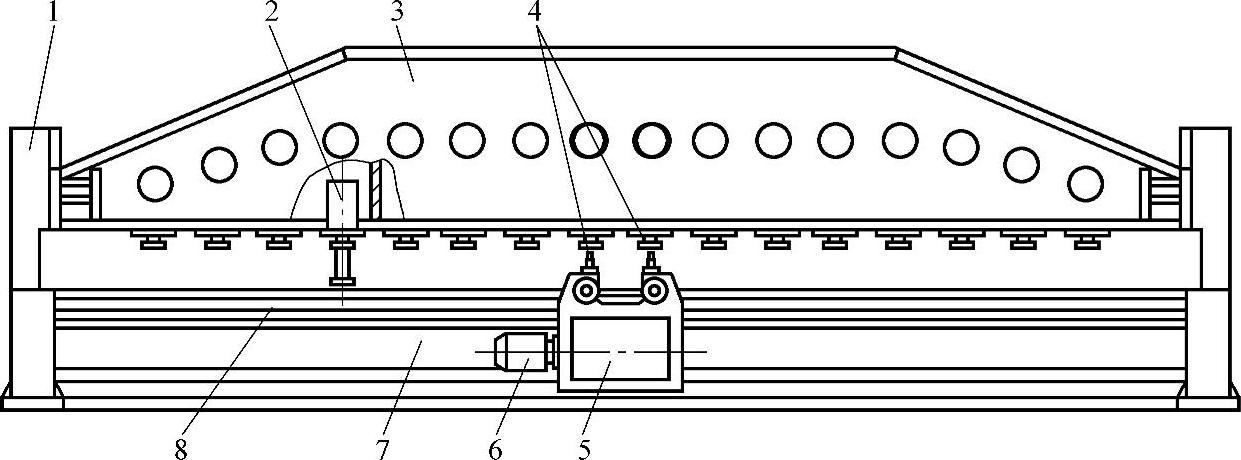
图6-133 刨边机的结构示意图
1—立柱 2—压紧装置 3—压料横梁 4—上刀架 5—进给箱 6—电动机 7—床身 8—导轨
刨边机可加工各种形式的直线坡口,表面粗糙度值低,加工尺寸准确,特别适用于低合金高强度钢、高合金钢、复合钢板及不锈钢等加工。刨边机的刨削长度一般为3~15m。当刨削长度较短时,可将多个零件同时刨边。
焊接结构件的刨边应用在下列情况下:
①去掉剪切形成的加工硬化层。
②去掉某些高强度钢材气割后的切口表面。
③零件的装配尺寸精度要求高的结构。
刨边加工的最小余量可按表6-44选用。
表6-44 刨边加工的最小余量(https://www.xing528.com)

2)坡口加工机 坡口加工机又叫坡口铣边机,其结构如图6-134所示。这种设备体积小,结构简单,操作方便,效率高,适用于加工圆板和直板构件。它的最大加工厚度为70mm,一般不受工件直径、长度、宽度的限制。坡口加工机由于受铣刀结构的限制,不能加工U形坡口及坡口的钝边。
(2)坡口气割 单面坡口半自动气割时,可用半自动气割机来进行切割,气割规范可比同厚度直线气割时大些。采用两把割炬时,应将其中一把割炬倾斜一定角度,如图6-135所示。其方法如下:
第一种方法(见图6-135a)适用于切割厚度不大的钢板。切割时垂直割炬在前面割开钢板,倾斜割炬在后面割出坡口。两把割炬之间的距离与被割钢板的厚度有关,钢板增厚,距离可小些,一般取15~35mm。
第二种方法(见图6-135b)是垂直割炬在前面割开钢板,倾斜割炬紧跟在后面(相距10~20mm)割出坡口。由于两割炬距离近,使气割速度可略提高些。切割过程中,倾斜割炬起割时不需停车预热钢板,可直接开启切割氧进行连续切割。
(3)碳弧气刨加工 碳弧气刨是一种对金属进行“刨削”加工的工艺方法。它主要用于清理焊根、清除有缺陷的焊缝,也可用于焊缝开坡口,特别是开U形坡口,同时可用于切割用气割难以加工的金属。
图6-136为碳弧气刨示意图。
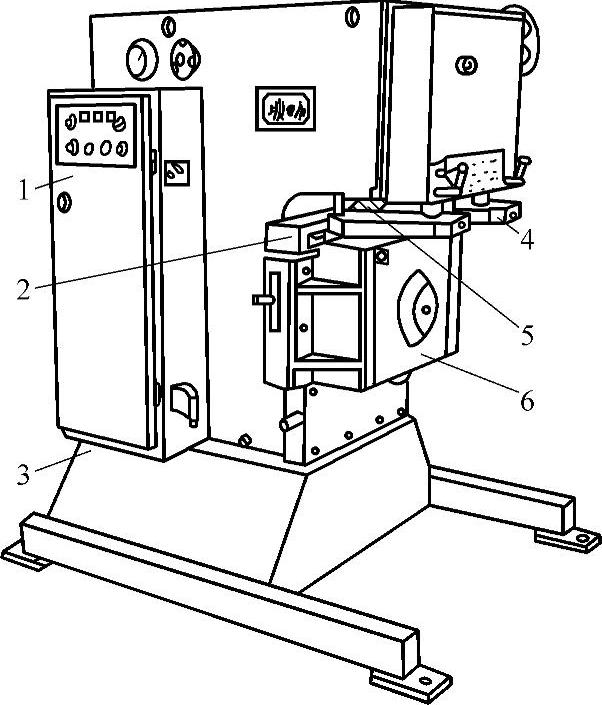
图6-134 坡口加工机
1—控制柜 2—导向装置 3—床身 4—压紧和防翘装置 5—铣刀 6—工作台
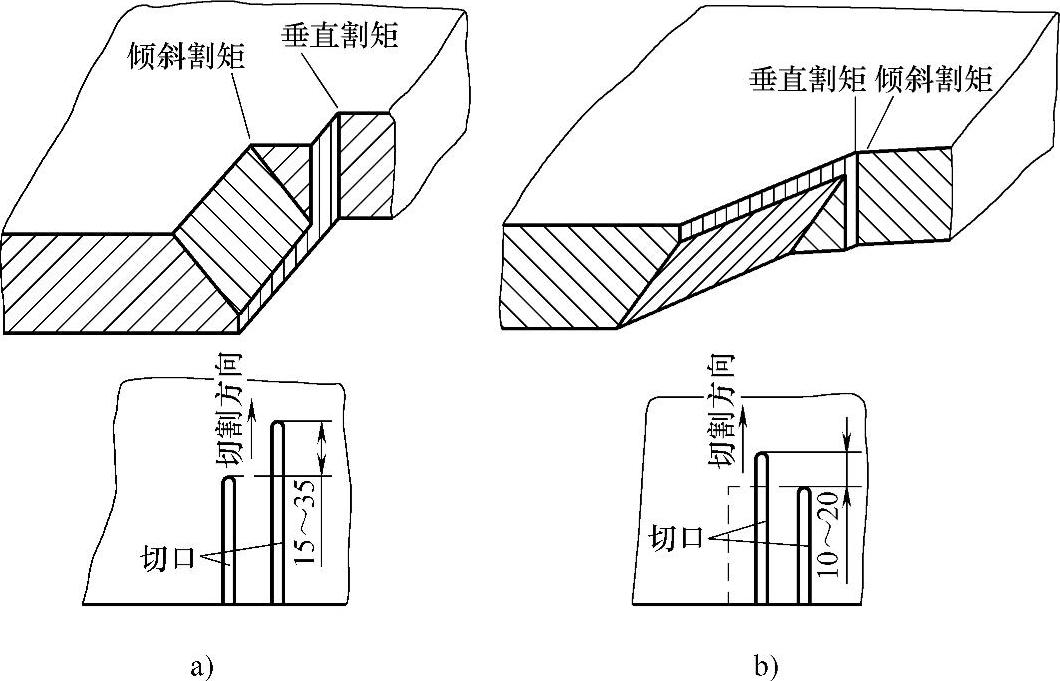
图6-135 U形坡口气割
3.坡口的检查
不论采用何种方法加工的坡口都必须对其形状、尺寸精度作认真检查,以利于零件的正式焊接。例如,坡口由于铲削、刨削和切割中的偏差,容易产生高低不平的现象,或者与规定坡口形状、尺寸不符,若不处理就进行焊接,将很难保证焊接质量。所以,当坡口加工完成后,必须按标准对坡口的形状和尺寸(JB/T 10045.3—1999《热切割气割质量和尺寸偏差》)进行认真检查,若坡口表面有超标沟槽,必须由具有资格认证的焊工焊补,并作打底,合格后方可进入下道工序。
坡口检查的主要项目有以下几种:
1)坡口形状是否符合标准。
2)坡口是否光滑平整,有无飞边和氧化铁熔渣等。
3)坡口角度、钝边尺寸、圆弧半径等是否在允许偏差之内。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。