



所谓放样就是根据产品图样,依照产品的结构特点、制造工艺要求等,按一定比例(通常取1:1),在放样平台上,准确绘制结构的全部或部分投影图,并进行结构的工艺性处理和必要的计算及展开,最后获得产品制造所需要的数据、样杆、样板和草图等的工艺过程。
1.放样的目的
1)详细复核产品图样所表现的构件各部分投影关系、尺寸及外部轮廓形状(曲线或曲面)是否正确和符合设计要求。
2)在不违背原设计基本要求的前提下,考虑工艺要求、所用材料、设备能力和加工条件等因素而进行结构处理。
图6-73a所示为一离心式通风机机壳中的零件——进风口结构,它是由锥形筒经过翻边而成。从工艺性角度看,按此方案制作加工难度大,在不降低原设计强度要求的前提下,改为图6-73b所示的三件组合形式(以图中双点画线为界),其中A件为一个法兰,可由钢板切割而成;B件为一个圆锥筒,可由卷板机卷制而成;C件为一个弧形外弯板筒,可以分为两块压制拼焊而成。改进后的产品降低了加工难度,质量容易得到保证,生产效率也将有所提高。
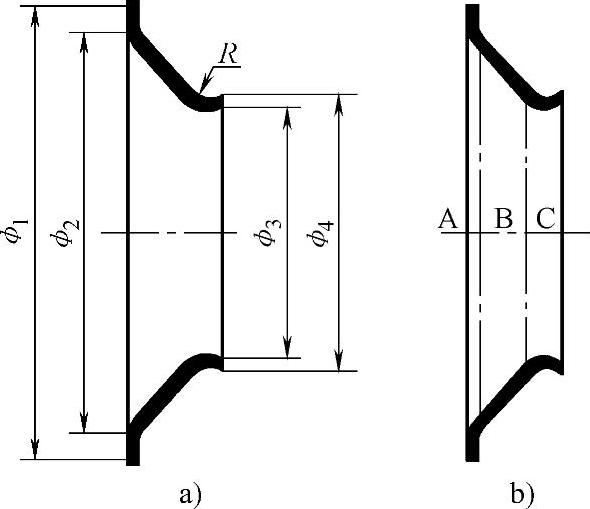
图6-73 进风口
a)设计结构 b)三件组合结构
图6-74所示为某产品的一个部件——大圆筒,原设计中只给出了备料尺寸要求,但由于大圆筒直径较大,其展开较长,需要由几块钢板拼接而成。所以,放样时就应考虑拼接焊缝的位置和接头坡口的形式。从保证大圆筒的强度、避免应力集中、减小焊接变形的角度来考虑,采用图6-75所示的拼接方式应该是一个较好的方案。
3)利用放样图,可以确定复杂构件在缩小比例图样中无法表达、而在实际制造中又必须明确的尺寸。例如,锅炉、造船及飞机制造中,由于形状和结构比较复杂,尺寸又大,设计图样一般是1:5、1:10或更小的比例绘制的,所以在图样上一些构件尺寸不能表达出来,而在实际制造中又必须确定每一个构件的尺寸,这就需要通过放样才能解决。
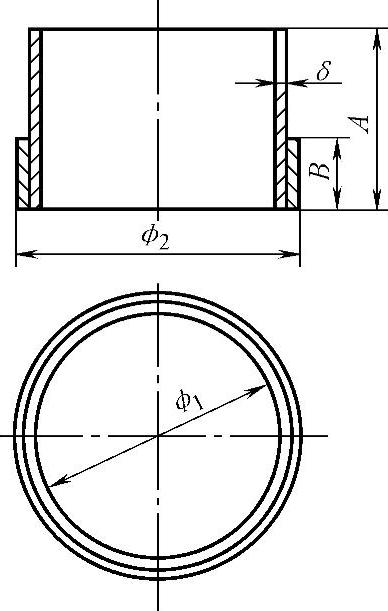
图6-74 大圆筒
4)利用放样图,结合必要的计算,可以求出构件用料的真实形状和尺寸,有时还要划出与之连接的构件的位置线(即算料与展开)。
5)利用放样图可以设计构件加工或装配时所需的胎具和模具,满足制造工艺需要。
6)为后续工序提供施工依据。即绘制供号料划线的草图,制作各类样板、样杆或样箱,准备数据资料等。
7)某些构件还可以直接利用放样图进行装配时的定位,即所谓“地样装配”。桁架类构件和某些结合框架的装配,经常采用这种方法,这时,放样图就绘制在钢质装配平台上。
2.放样工具
1)放样平台 放样是在放样平台上进行,放样平台的面积一般较大,以适应较大的产品或几种产品同时进行放样的需要。放样平台有钢质或木质,但普遍使用的是钢质,一般是由厚12mm以上的低碳钢板拼成。木质放样平台一般用70~100mm厚的优质木材制成。放样平台应设在室内,室内光线要充足,以便于看图和划线。
2)量具
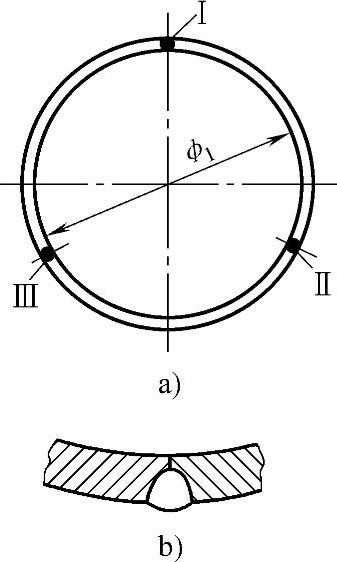
图6-75 拼接位置与坡口形式
a)拼接位置 b)坡口形式
放样使用的量具有钢卷尺、钢盘尺、钢直尺、90°角尺、平尺等。
3)其他工具
在钢板上进行放样划线时,常用的工具有划针、圆规、地规、粉线等。
3.放样方法
放样方法有实尺放样、展开放样、光学放样与计算机放样等。
(1)实尺放样 实尺放样就是采用1:1的比例,根据图样的形状和尺寸,用基本的作图方法,以产品的实际大小,绘制到放样台上。
实尺放样程序如下:
1)线型放样。线型放样就是根据构件制造需要,绘制构件整体或局部轮廓(或若干组剖面)的投影基本线型。进行线型放样时要注意以下问题:
①根据所要绘制图样的大小和数量多少,安排好各图样在放样台上的位置。为了节省放样台面积和减轻放样劳动量,对于大型结构的放样,允许采用部分视图重叠或单向缩小比例的方法。
②选定放样基准。放样基准是零件上用来确定其他点、线、面位置的依据。以线作为基准的称为基准线;以面作为基准的称为基准面。在零件图上用来确定其他点、线、面位置的基准,称为设计基准。在放样时,选择放样基准与设计基准一致。在平面上确定几何要素的位置,需要有两个独立坐标,所以放样划线时每个图要选取两个基准。
放样基准一般可根据需要选择以下三种类型之一:
a.如图6-76a所示,以两个互相垂直的平面(或线)作为基准,零件上长度方向和高度方向上的尺寸组的标注都是以零件上与该方向垂直的外表面为依据确定的,这两个互相垂直的平面分别是长度方向、宽度方向的放样基准。
b.如图6-76b所示,以两条中心线为基准,零件上长度方向和高度方向的尺寸分别和与其垂直的中心线对称,巨其分尺寸也从中心线起始标注。所以这两条中心线,就分别是这两个方向的放样基准。
c.如图6-76c所示,以一个平面和一条中心线为基准,零件上高度方向的尺寸是以底面为依据,则底面就是高度方向的放样基准;而宽度方向的尺寸对称于垂直底面的中心线,所以中心线就是宽度方向的放样基准。
应当指出,较短的基准线可以直接用钢直尺或弹粉线画出,而对于外形尺寸长达几十米甚至超过百米的大型金属结构,则需用拉钢丝配合90°角尺或悬挂线锤的方法划出基准线。目前,已采用激光经纬仪作出大型结构的放样基准线,可以获得较高的精确度。划好基准线后,还要经过必要的检验,并标注规定的符号。
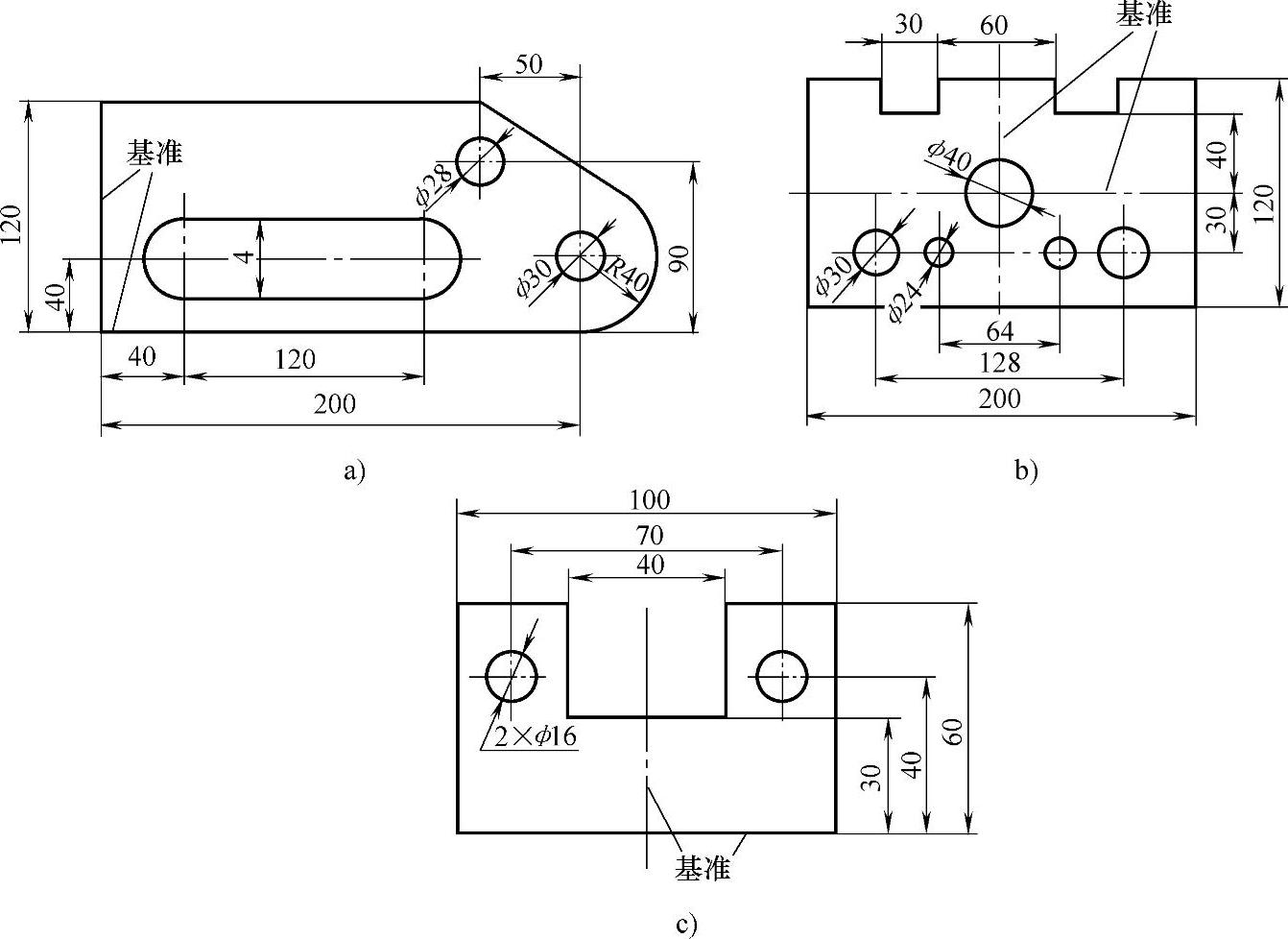
图6-76 放样基准
a)两个互相垂直的平面 b)两条中心线 c)一个平面和一条中心线
③线型放样时首先划基准线,其次才能划其他的线。对于图形对称的零件,一般先划中心线和垂直线,以此作为基准,然后再划圆周或圆弧,最后划出各段直线。对于非对称图形的零件,先要根据图样上所标注的尺寸,找出零件的两个基准,当基准线划出后,再逐步划出其他的圆弧和直线段,完成整个放样工作。
④线型放样以划出设计要求必须保证的轮廓线型为主,而那些因工艺需要可能变动的线型则可暂时不划。
⑤进行线型放样,必须严格遵循正投影规律。放样时,究竟划出构件的整体还是局部,可依工艺需要而定,但无论整体还是局部,所划出的线型所包含的几何投影,必须符合正投影关系,即必须保证投影的一致性。
⑥对于具有复杂曲线的金属结构,如船舶、飞行器、车辆等,往往采用平行于投影面的反面剖切,划出一组或几组线型,来表示结构的完整形状和尺寸。
2)结构放样。结构放样就是在线型放样的基础上,依制造工艺要求进行工艺性处理的过程。它包含以下内容:
①确定各结合位置及连接形式。在实际生产中,由于受到材料规格及加工条件等的限制,往往需要将原设计中的产品整体分为几部分加工后再组合,这时,就需要放样者根据构件的实际情况,正确、合理地确定结合的部位及连接形式。此外,对原设计中产品各连接部位的结构形式,也要进行工艺分析,不合理的部分,要加以修改。
②根据加工工艺及工厂实际生产加工能力,对结构中的某些部位或构件给予必要的改动,如图6-73所示。
③计算或量取零、部件料长及平面零件的实际尺寸,绘制号料草图,制作号料样板、样杆或样箱,或按一定格式填写数据,供数控切割使用。
④根据各加工工序的需要,设计胎具或胎架,绘制各类加工、装配草图,制作各类加工、装配用样板。
需要强调的是:结构的工艺性处理,一定要在不违背原设计要求的前提下进行。对设计上有特殊要求的结构或结构上的某些部位,即使加工有困难,也要尽量满足设计要求。对结构作较大改动时,须经设计部门或产品使用单位有关部门同意,并由本单位技术负责人批准,方可进行。
3)展开放样。一块长方形的钢板可以卷弯成圆筒,反之将圆筒摊开可形成长方形的钢板。这种将零件的表面摊开在一个平面上的过程称为展开。在平面上划的图形称为展开图,作展开图的过程一般叫展开放样。作展开图的方法通常有两种:作图法和计算法。
①展开原理。根据组成零件表面的展开性质,分可展表面和不可展表面两种。零件的表面能全部平整地摊平在一个平面上,而不发生撕裂或皱折,这种表面称为可展表面,即凡是以直素线为母线,相邻两条直素线能够成一个平面(即两素线平行或相交)的曲面,都是可展表面,如图6-77a所示。属于这类表面的有不平立体和柱面、锥面等。如果工作的表面,不能自然平整地展开摊平在一个平面上,就称为不可展表面,即凡是以曲线为母线或相领两直素线不能构成一个平面的表面,都是不可展表面,如图6-77b所示。圆球、圆环的表面和螺旋面都是不可展表面。

图6-77 可展表面与不可展表面
a)可展表面 b)不可展表面
②展开方法。展开方法有平行线展开法、三角形展开法和放射线展开法三种。
a.平行线展开法。平行线展开法的原理是将立体的表面,看作由无数条相互平行的素线组成,相邻两素线及其两端线所围成的微小面积作为平面,只要将每一小平面的真实大小,依次顺序地划在平面上,就得到了立体表面展开图。各种棱柱体、圆柱体等都可用平行线法展开。
图6-78所示为上口斜截的四棱柱管的展开方法。它由四个面组成,各棱线相互平行,只要顺序划出四个面的实际大小,即得其展开图。首先作棱柱的投影图,并在各棱线处标上1、2、3、4、5、6代号。由投影图分析可知,主视图的形状就是四棱柱管,又因棱柱的底线与各棱线垂直,所以展开时以主视图底线的延长线展开,在其上量取俯视图上1、2、3、5、5、6、1各点,并过各点作垂线。然后在各垂线上量取视图上相应各棱线的高度,得1′、2′、3′、4′、5′、6′、1′各点。用直线连接各点即得到展开图。
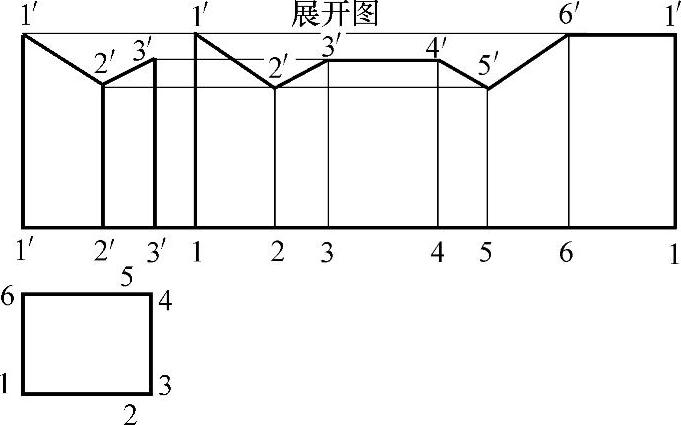
图6-78 上口斜截四棱柱管的展开
图6-79所示为上口斜截的圆管展开作图方法。展开时在圆管表面取许多相互平行的素线,把表面分成许多小四边形,依次划出各四边形的展开图。首先将俯视图上的圆周作12等份。将各等份点向主视图作投影线,则相邻两投影线组成一个小的梯形,每一个小梯形作为一个平面。然后延长主视图的底线作为展开的基准线,将圆周展开在延长线上得1、2、3、…、7…各点,过各点作垂线,并量取各素线的长度,然后用光滑的曲线连接各点即得到展开图。
为了保证曲线两端的准确性,必须在曲线两端之外加作几点,使曲线能延伸过去,如图6-79b中的双点画线所示,这些点称为有效点。
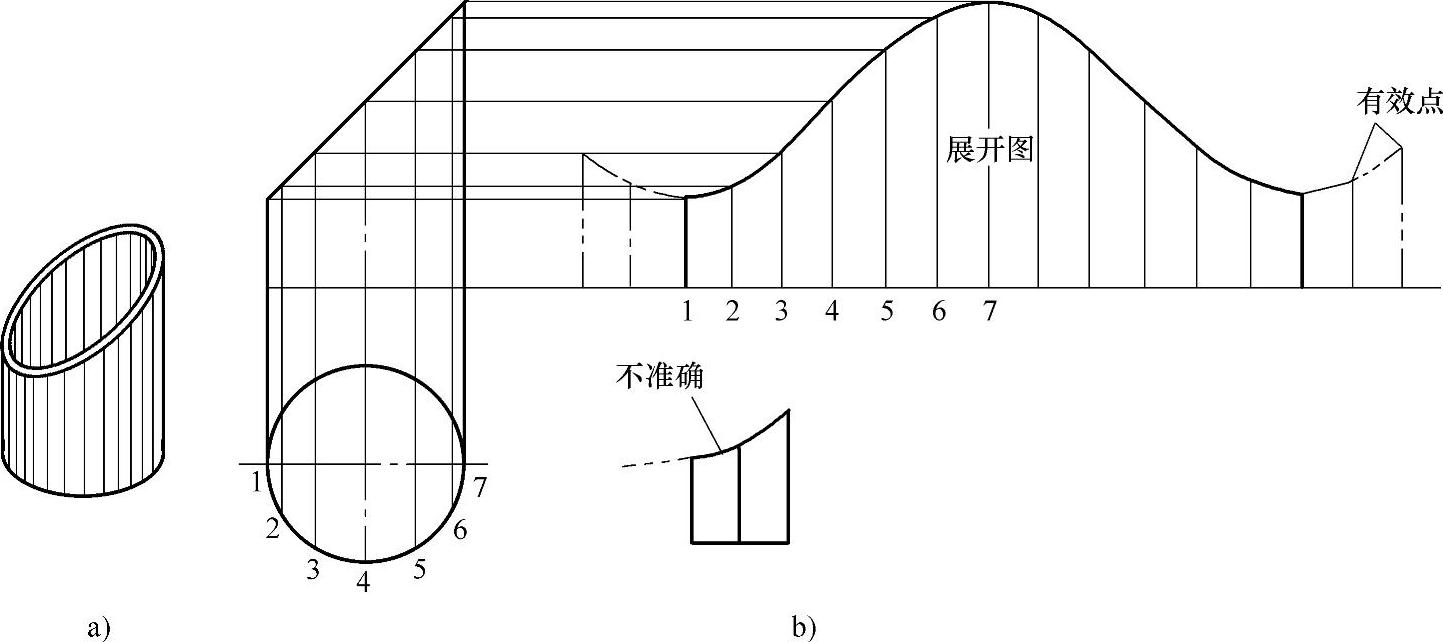
图6-79 斜口圆管的展开
a)实体图 b)展开图
由于展开图上每一梯形平面代表了圆管曲面的一部分,所以圆周等分数越多,则每一小梯形曲面越接近于平面,作得的展开图也越准确,但作图过程也相应地繁琐,所以等分数视圆管的直径大小而定。也可根据直径计算其周长值,再将求得的周长作等分,这样作得的图形较准确。
b.三角形法展开。三角形法展开是以立体表面素线(棱线)为主,并划出必要的辅助线,将零件的表面分成一组或很多组三角形平面,然后求出各三角形每边的实长,并把它们的实形依次划在平面上,从而得到整个立体表面展开图。
图6-80所示为天圆地方接管,这种构件是表面既无相互平行的边线,又无集中于一点的斜边的复杂形状的构件,可采用三角形展开法。
从俯视图中可以看出,天圆地方管由四个相等的等腰三角形和四个具有单向曲度的圆角部分组成。等腰三角形展开实形还是等腰三角形,而圆周部分的弧长和弦长差距就很大,要加上适当的辅助线,才可作圆角部分的展开图。将图6-80的俯视图圆周分成12等份,同时划出辅助线,这些辅助线是投影线。再将俯视图中的等分点投影到主视图顶口,划出辅助线(见图6-80c)。从视图中可以看出,这些投影线都是倾斜的,在主视图向里倾斜,投影高度为h,因此,这些投影线都不表示实长。求实长线的方法常用的有两种,一种是用俯视图投影线长度和其相应主视图投影线两点垂直高度2′E求出,如图6-80c的俯视图2′E2和主视图左侧2′E2所示;另一种是用主视图投影线长度和其相应俯视图投影线的两点垂直距离m求出,如主视图3′3C所示。
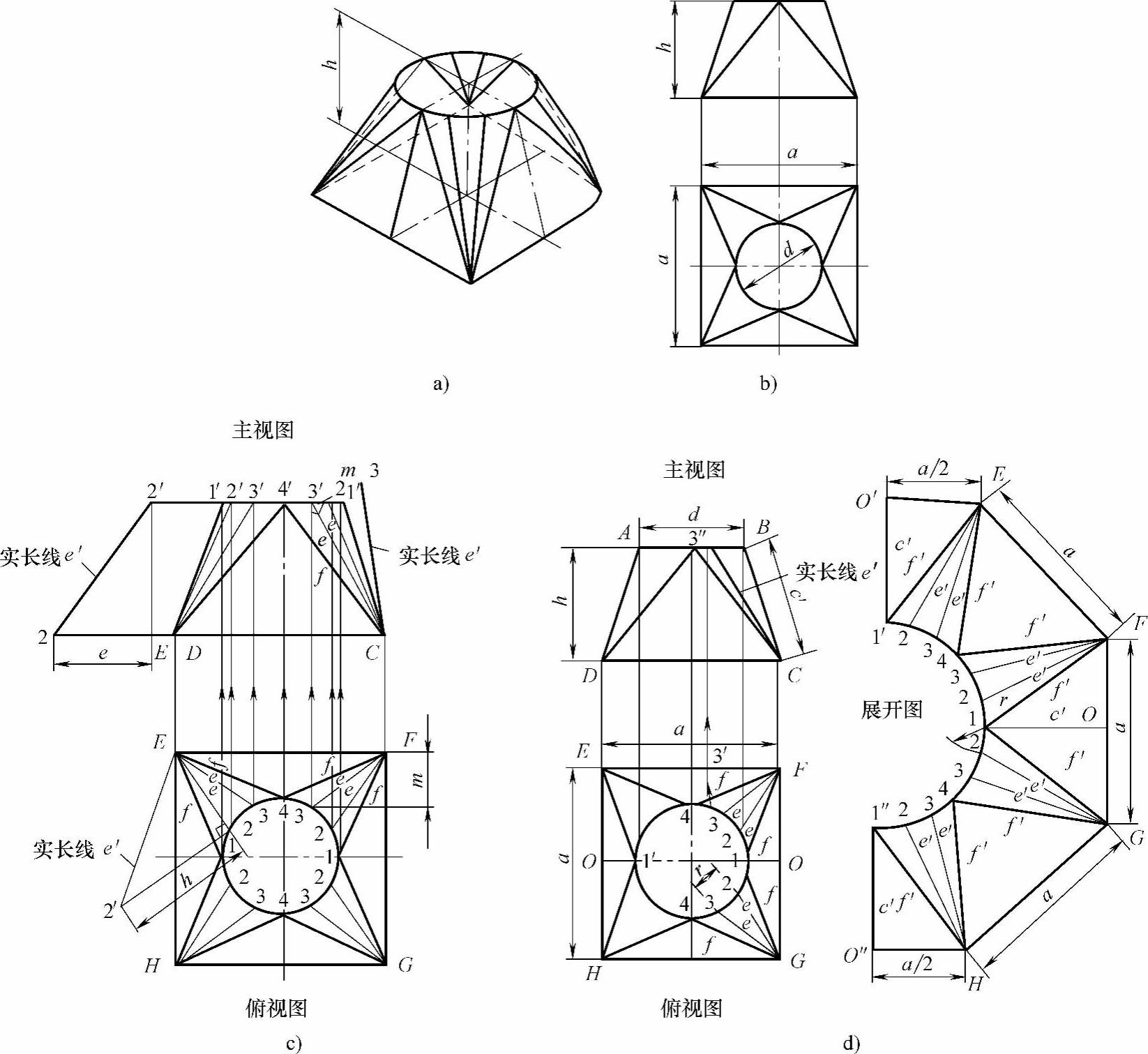
图6-80 天圆地方管结构
a)天圆地方管的立体图 b)天圆地方管的投影图 c)天圆地方管的主视图和俯视图 d)天圆地方管的主视图、俯视图和展开图
展开图画法如图6-80d所示,在所画的竖直线上截取俯视图中直线FG的长度,得中点O,再由中点O向左引的水平线上,截取O1等于主视图中BC的长度。分别以点F、G为圆心,取实长线e′、f′作半径画圆弧,与以点1为圆心、俯视图的等分弧长r作半径顺次画圆弧交点为2、3、4。以点4为圆心、以f′作半径画圆弧,与以点F、G为圆心,a作半径分别画圆弧的交点为E、H。以点E、H为圆心,实长线e′,f′作半径分别画圆弧,与以点4为圆心,俯视图等分弧长r为半径顺次画圆弧的交点为3、2、1。以点1′、1″分别为圆心,主视图BC为半径分别画圆弧,与以点E、H为圆心,俯视图中的OE为半径分别画圆弧的交点为O′、O″。将其各点连成曲线的直线,即为所求展开图。
c.放射线展开法。放射线展开法的展开原理是将零件的表面由锥顶开始作一系列放射线,将锥面分成一系列小三角形,每一小三角形作为一个平面,将各三角形依次展开画在平面上,就得所求的展开图。适用于立体表面的素线相交于一点的形体,如圆锥、椭圆锥、棱锥等表面的展开。
图6-81所示为正圆锥管放射展开方法。正圆锥的特点是锥顶到底圆任意点的距离都相等,所以正圆锥管展开图为一扇形,其展开图可通过计算法或作图法求得。计算法展开图的扇形半径等于圆锥素线的长度,扇形弧长等于圆锥底圆的周长(πd)。
扇形中心角为
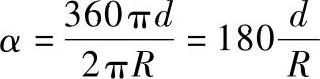
用作图法展开锥管时,将底圆周等分并向主视图作投影,然后将各点与顶点连接,即将圆锥面划分为若干三角形,以O′为圆心,O′1′长为半径作圆弧,在圆锥上量取圆锥底圆的周长便得展开图。
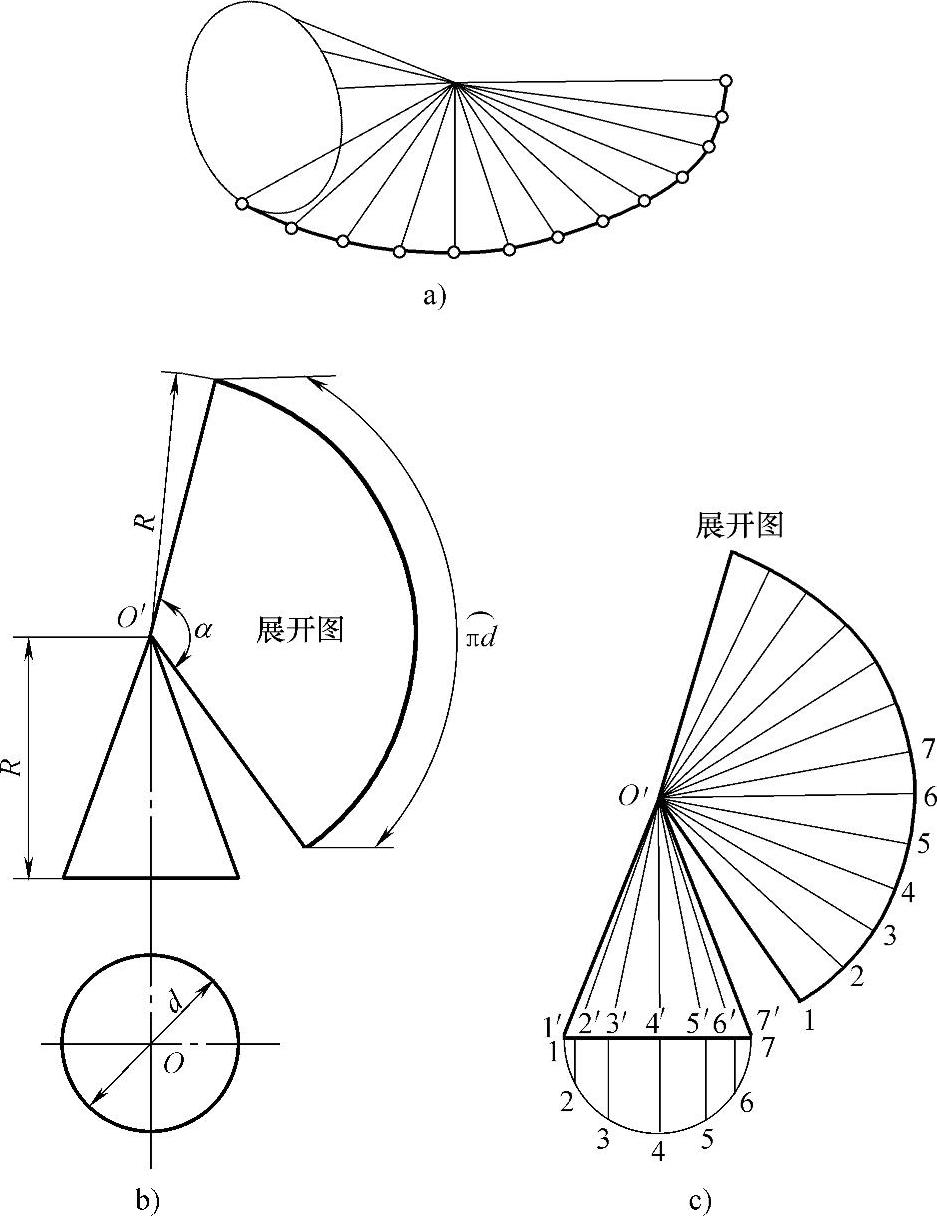
图6-81 正圆锥管的展开
a)正圆锥管展开的原理 b)计算法展开 c)作圆法展开
4)板厚处理。前面所讲的各种工件表面展开,都是以板料的厚度为零的理想情况。但实际中,当板料的厚度大于1.5mm时,其板厚尺寸将直接影响工件表面展开的长度、高度以及相贯构件的接口尺寸。板厚越大,对这些尺寸造成的影响也就越大。因此,在展开时为了消除板厚对工件尺寸和形状的影响,必须采取相应的措施。确定要展开的放样尺寸。并巨实施的过程就称为板厚处理。
①中性层的确定。图6-82是厚板卷弯成圆筒时的情形,可以看出圆筒外层尺寸比内层尺寸长,这是因为金属的外层受拉而内层受压所致。在断面上由拉伸向压缩的过渡部分必有一层金属既不受拉也不受压,其长度尺寸保持不变(图中的d平均直径处)的金属层,这一层称为中性层。中性层是求作展开图形的尺寸依据。
②中性层的应用。以圆锥管展开的板厚处理为例,圆锥管展开图为扇形,厚板制成的圆锥管,展开弧长取以大端中性层为直径的圆周长。为保证高度尺寸符合图样要求,展开半径取中性层的圆锥素线长。图6-83a为正圆锥管,已知图样尺寸D0、d3、δ及h,经板厚处理后尺寸为D2、d2、r及c1。图6-83b为经板厚处理后的放样图,作展开图时即以此图为依据。
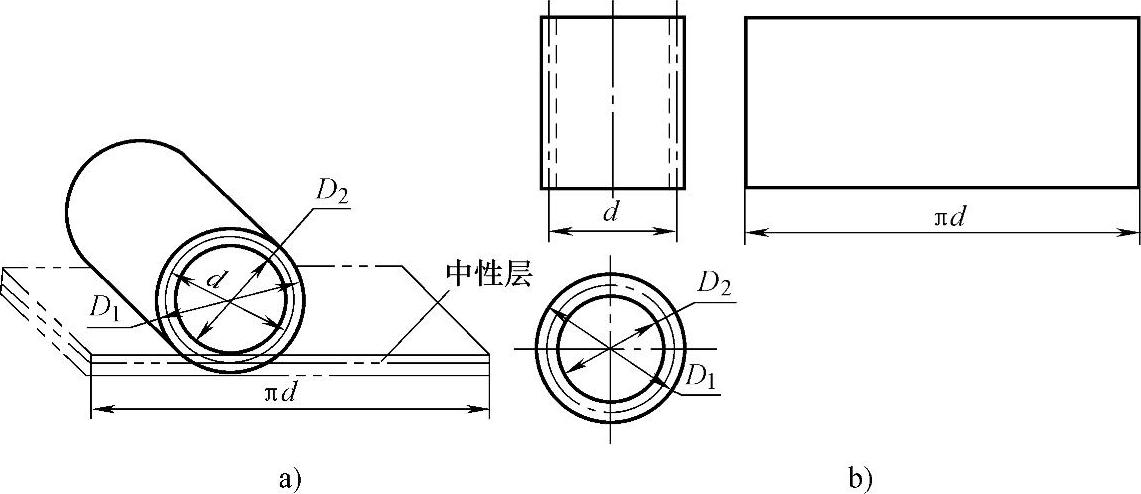
图6-82 圆筒卷弯的中性层
a)圆筒中性层 b)圆筒采用中性层展开
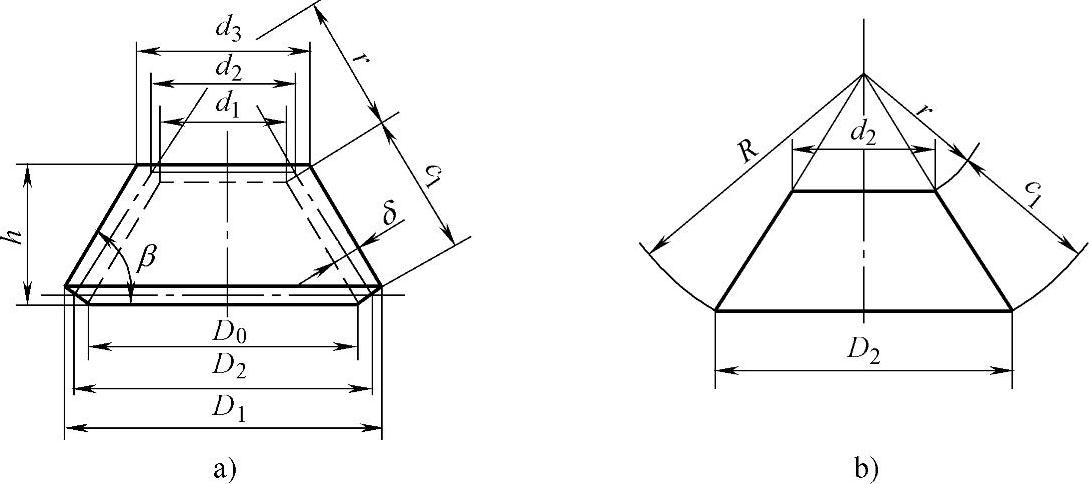
图6-83 圆锥管的板厚处理
a)实样图 b)放样图
一般情况下,中性层位于板厚中间,与中心层重合,展开长度等于中心层长度。如果钢板较厚而弯曲半径较小时,弯曲部位中心层也被拉长,造成下料尺寸变小,原因是中性层已偏离了中心层所致(见图6-84),因此要引用移动系数k。当钢板弯曲内半径r与板厚δ之比(r/δ)≥5时,k=0.5,即中性层与中心层重合;当r/δ<5时,中性层向弯曲中心内侧偏离,偏离后的位置由式(6-35)计算:(https://www.xing528.com)
R=r+kδ (6-35)
式中 R——中性层半径,mm;
r——弯板内弧半径,mm;
δ——钢板厚度,mm;
k——中性层移动系数,其值查表6-38。
表6-38 中性层移动系数(经验数据)

5)钢材展开长度的计算。钢材弯曲件的展开长度计算以中性层为依据。当弯曲件计算时,应根据弯曲内半径r与板厚δ之比值(r/δ)确定中性层位置,然后进行展开长度计算。下面是常用钢材展开长度的计算方法。
①U形板材的展开长度计算。图6-85a所示的U形板弯曲件展开长度可用式(6-36)计算:

式中 L——板料展开长度,mm;
l1、l2——直边长度,mm;
α——弯曲角度,(°)
②直角形弯曲圆钢、钢管的展开长度计算。圆钢、钢管的中性层一般与中心线重合,展开长度按中心线长度计算。图6-85b的弯曲件可按式(6-37)计算展开长度:
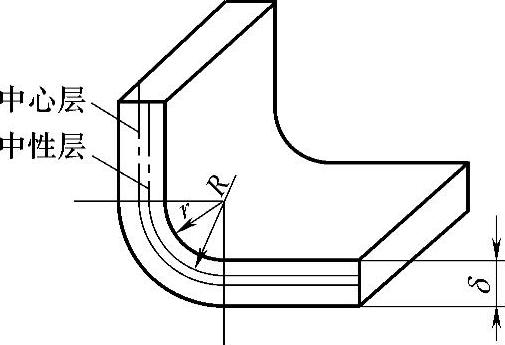
图6-84 圆弧弯曲板的中性层

式中 L——圆钢、钢管展开长度,mm;
A、B——直段长度,mm;
d——圆钢、钢管直径,mm;
R——内圆角半径,mm。
③型钢弯曲的展开长度计算。型钢弯曲的展开长度计算是以型钢的重心层作为中性层来计算的。图6-85c的等边角钢圈(外弯)可按下式计算展开长度:
L=π(D+2Z0)
式中 L——角钢展开长,mm;
D——角钢圈内径,mm;
Z0——角钢重心距离,mm。
其他的板材、型材弯曲形状及型材弯曲切口展开长度计算公式较多,使用时可查阅有关手册。
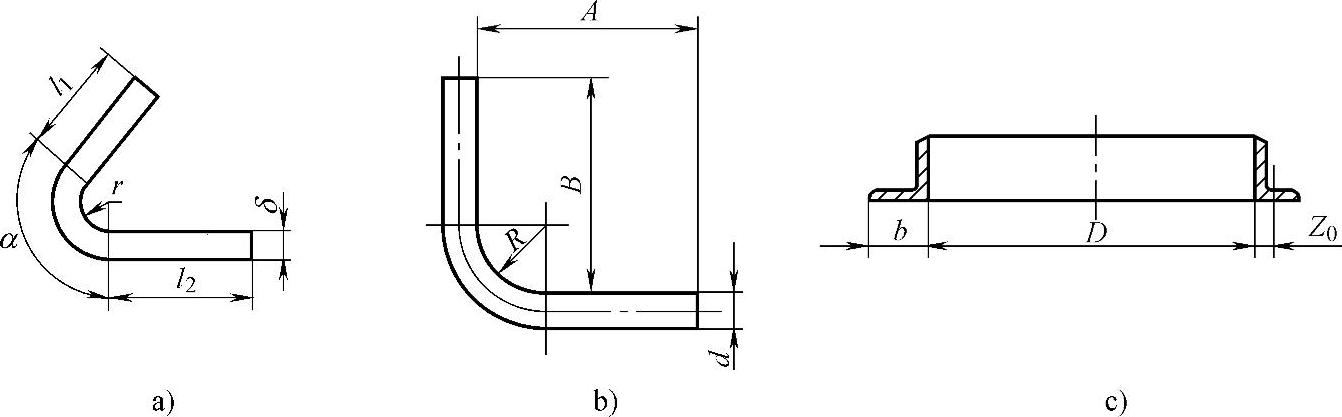
图6-85 型钢弯曲
(2)光学放样与计算机放样
1)光学放样。光学放样是在实尺寸放样的基础上发展起来的一种新工艺,它是比例放样和光学划线的总称。
所谓比例放样,是将构件按1:5或1:10的比例,采用与实尺寸放样相同的方法,在一种特制的变形较小的放样台上进行放样,然后再以相同比例将构件展开并绘制成样板图。光学划线就是将比例放样所绘制的样板图再缩小5~10偌进行摄影,然后通过投影机的光学系统,将摄制好的底片放大25~100偌成为构件的实际形状和尺寸,在钢板上进行划线。另外,由比例放样绘制成的仿形图,可供光电跟踪切割机使用。
光学放样虽优于实尺寸放样,但目前已逐渐被更先进的计算机放样所取代。
2)计算机放样。计算机辅助设计(即CAD)技术是利用计算机的图形系统和软件绘制工程图样,将此应用到冷作结构件的放样中,可实现冷作结构件的计算机放样,如将计算机放样技术与计算机排样技术相结合,就可以组成一个完整的计算机放样系统。
4.工艺余量与放样允许误差
(1)工艺余量 在放样或加工过程中加放余量的措施称为工艺余量。加放余量是为了消除加工工序中的误差及变形的影响,保证产品制成后的形状和尺寸达到要求的精度。工艺余量的确定与加工工序有关。
确定工艺余量时,主要考虑下列因素:
1)放样误差的影响。包括放样过程和划线过程中的误差。
2)零件加工误差的影响。包括切割、边缘加工及各种成形加工过程中的误差。
3)装配误差的影响。包括装配边缘的修整和装配间隙的控制、部件装配和总装的装配误差以及必要的反变形等。
4)焊接变形的影响。包括进行火焰矫正变形时所产生的收缩。
放样时,应全面考虑上述因素,并参照经验合理确定余量加放的部位、方向及数值。
(2)放样允许误差 在放样过程中,由于受到放样工具精度和操作者水平等因素的影响,实样图会出现一定的尺寸偏差。把这种偏差限制在一定的范围内,就称为放样允许误差。
在实际生产中,放样允许误差值往往随产品类型、尺寸大小和精度要求的不同而不同。表6-39列出了放样允许误差值,可供参考。
表6-39 常用放样允许误差值

5.放样过程分析举例
图6-86所示为一个冶金炉炉壳主体部件图样,该部件的放样过程如下:
(1)识读、分析构件图样 在识读、分析构件图样的过程中,主要解决:
1)清楚构件的用途及一般技术要求。该构件为冶金炉炉壳主体,主要应保证有足够的强度,尺寸精度要求并不高,因炉壳内还要砌筑耐火砖,所以连接部位允许按工艺要求作必要的变动。
2)了解构件的外部尺寸、质量、材料、加工数量等概况,并考虑本厂加工能力,确定产品制造工艺。通过分析可知该产品外形尺寸较大,质量较大,需要较大的工作场地和起重能力。加工过程中,尤其装配、焊接时,不宜多翻转。该产品加工数量少,故装配、焊接都不宜制作专门胎具。
3)弄清各部投影关系和尺寸要求,确定可变动与不可变动的部位及尺寸。
还应指出,对于某些大型、复杂的金属结构,在放样前,常常需要熟悉大量图样,全面了解所要制作的产品。
(2)线型放样 线型放样如图6-87所示。
1)确定放样划线基准。从图样看出:主视图应以中心线和炉上口轮廓线为放样划线基准,两俯视图应以两中心线为放样划线基准。主、俯视图的放样划线基准确定后,应准确地划出各个视图中的基准线。
2)划出构件基本线型。这里件1的尺寸必须符合设计要求,可先划出。件3位置也已由设计给定,不得改动,也应先划出。而件2的尺寸要待处理好连接部位后才能确定,不宜先划出。至于件1上的孔,则先划或后划均可。
为便于展开放样,这里将构件按其使用位置倒置划出。
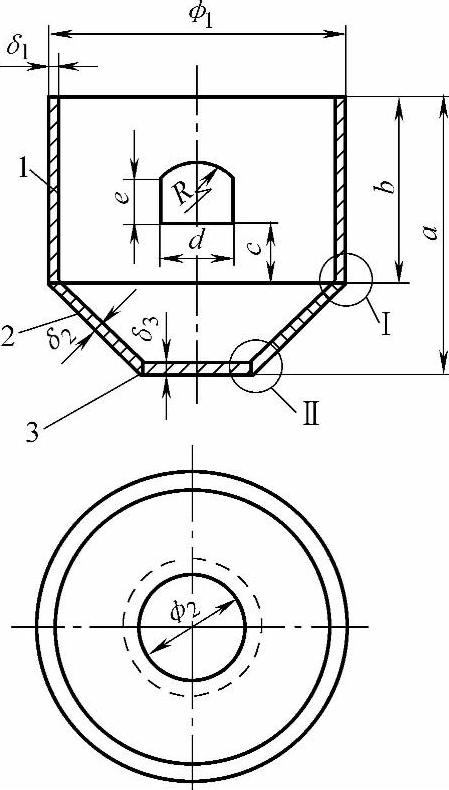
图6-86 炉壳主体部件图
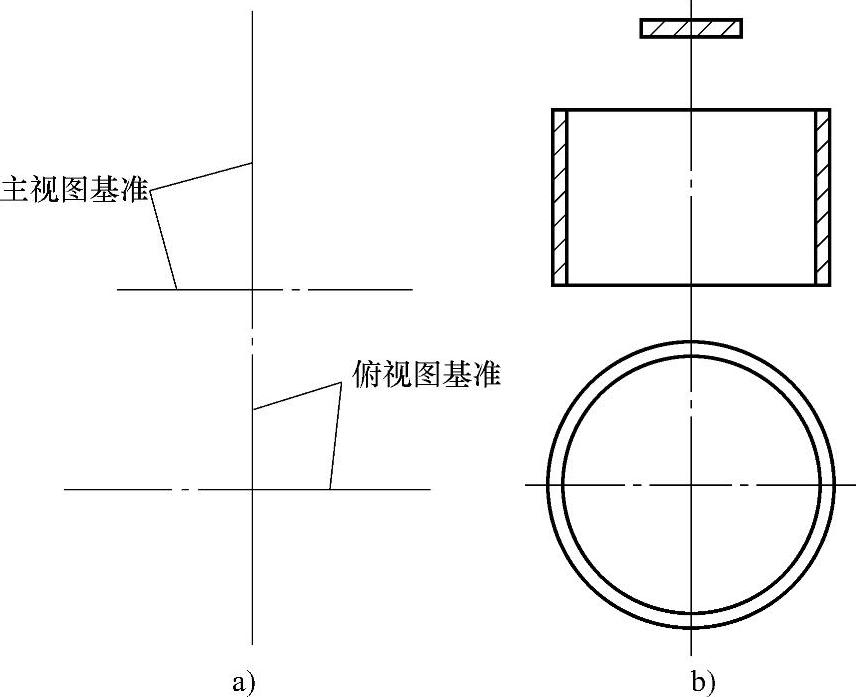
图6-87 炉壳线型放样
a)划基准线 b)划放样线
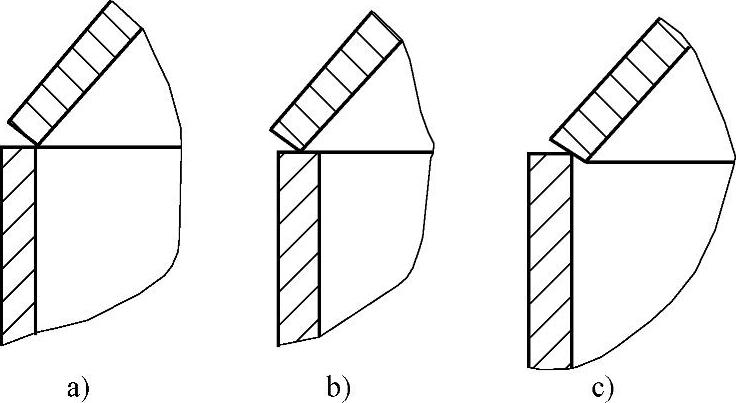
图6-88 Ⅰ部位连接形式比较
a)外环焊接 b)、c)内外环焊接
(3)结构放样
1)连接部位Ⅰ、Ⅱ的处理。首先看部位Ⅰ,它可以有三种连接形式,如图6-88所示。究竟选取哪种连接形式,工艺上主要从装配和焊接两个方面考虑。
从构件装配方面看,因圆筒体(件1)大而重,形状也易于放稳,故装配时可将圆筒体置于装配平台上,再将圆锥台(包括件2、件3)落于其上。这样,三种连接形式除定位外,一般装配环节基本相同。从定位方面考虑,显然图6-88b所示的连接形式最不利,而图6-88c所示的连接形式最好。
从焊接工艺性方面看,显然图6-88b所示的连接形式不佳,因为内外两环缝的焊接均处于不利位置,装配后焊接外环缝时,处于横焊和仰焊之间;而翻转后再焊内环缝时,不但需要作仰焊,巨受构件尺寸限制,操作甚为不便。再比较图6-88a和图6-88c两种连接形式,图6-88c所示的连接形式更为有利,其外环缝焊接时接近平角焊,翻转后内环缝也处于平角焊位置,均有利于焊接操作。
综合以上两方面因素,部位Ⅰ采取图6-88c所示形式连接为好。
至于部位Ⅱ,因件3体积小,质量轻,易于装配、焊接,故可采用图样所给的连接形式。
部位Ⅰ、Ⅱ的连接形式确定后,即可按以下方法划出件2,(见图6-89):以圆筒内表面1点为圆心,圆锥台侧板1/2厚板为半径画一圆。过炉底板下沿2点引已划出圆的切线,则此切线即为圆锥台侧板内表面线。分别过1、2两点引内表面线垂线,使之长度等于板厚,得3、4、5点。连接4、5点,得圆锥台侧板外表面线。同时划出板厚中心线1-6,供展开放样用。
2)因构件尺寸(a、b、ф1、ф2)较大,巨件②锥度太大,不能采取滚弯形成,需分几块压制成形或手工揋制,然后组对。组对接缝的部位,应按不削弱构件强度和尽量减少变形的原则确定,焊缝应交错排列,巨不能选在孔眼位置,如图6-90所示。
3)计算料长、绘制草图和量取必要的数据。因为圆筒展开后为一个矩形,所以计算圆筒的料长时可不必制作划线样板,只需记录长、宽尺寸即可;做出炉底板的划线样板(或绘制出划线草图),这是一个直径为ф2的整图,如图6-91所示。
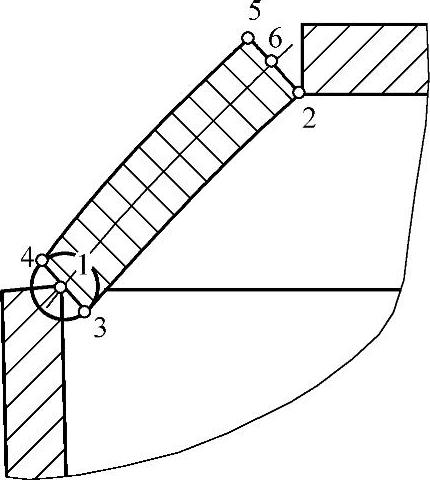
图6-89 圆锥台侧板画法
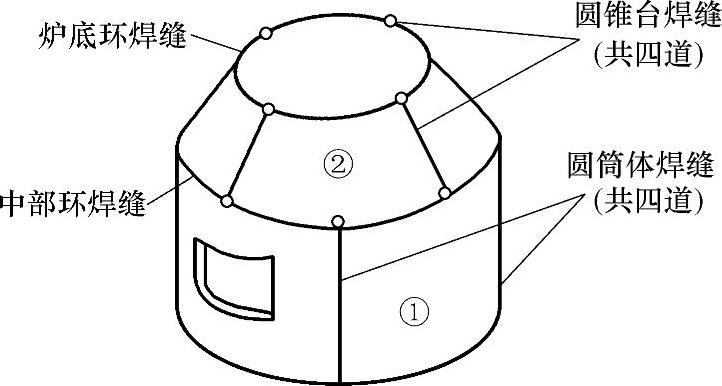
图6-90 焊缝位置
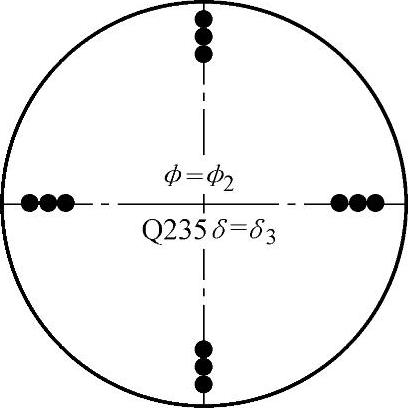
图6-91 炉底板号料样板
由于锥台的结构尺寸发生变动,需要根据放样图上改动后的圆锥台尺寸,绘制出圆锥台结构草图,以备展开放样和装配时使用,如图6-92所示,在结构草图上应标注必要的尺寸,如大端最外轮廓圆直径ф′、总高度h1等。
4)依据加工需要制作各类样板,圆筒卷制需要一个卡形样板(见图6-93a),其直径ф=ф1-2t1;圆锥台弯曲加工需要两个卡形样板(见图6-93b、c)。制作圆筒上开孔的定位样板或样杆,也可以采取实测定位或以划线样板代替。
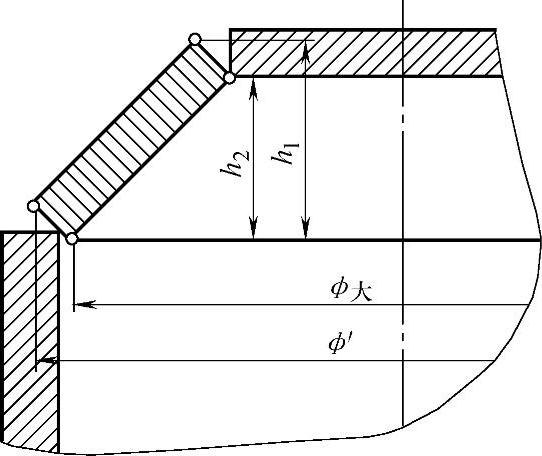
图6-92 圆锥台结构草图
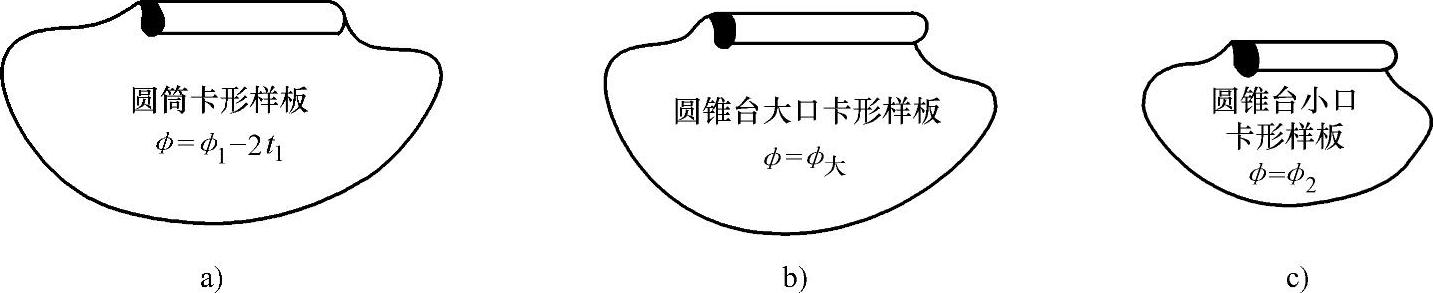
图6-93 炉壳制作卡形样板
(4)展开放样
1)做出圆锥台表面的展开图,并做出划线样板。
2)做出筒体开孔孔型的展开图,并做出划线样板。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。