



焊接结构使用的原材料主要有两大类:一类是钢材,如钢板、角钢、槽钢、工宇钢、圆钢等,如图6-57所示;另一类是焊接材料,如焊条、焊丝、焊剂、钨极、气体等。
原材料入厂应有完整的质量证明书。为了确保产品质量,使用前应对每一批原材料进行必要的化学成分和力学性能复验,以确保符合其牌号所规定的、质量证明书上保证的要求。
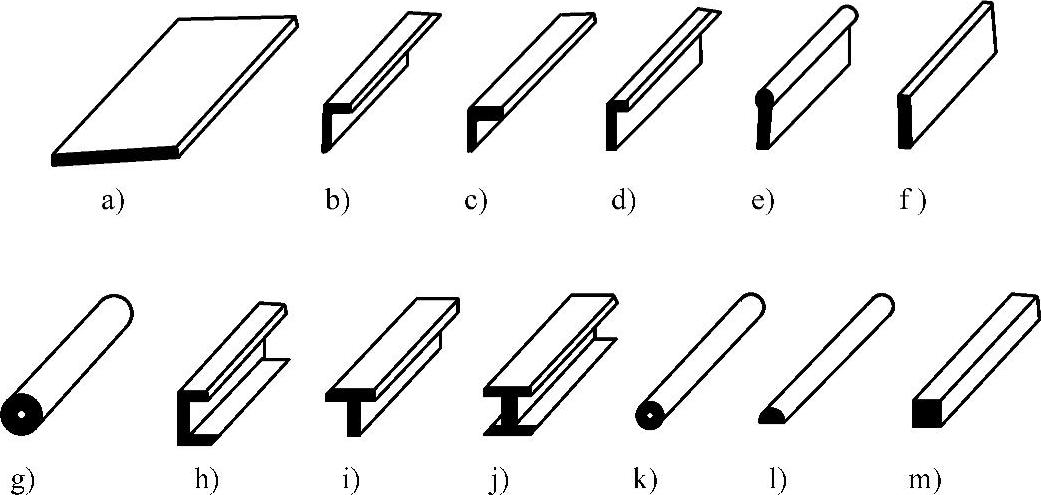
图6-57 钢板与型钢
a)钢板 b)不等边角钢 c)等边角钢 d)球扁钢 e)双球扁钢 f)扁钢 g)钢管 h)槽钢 i)T形钢 j)工宇钢 k)圆钢 l)半圆钢 m)方钢
复验的项目和数量按有关产品的技术要求和标准进行。如果复验不合格,可对不合格项目取双偌数量进行复试,如仍不合格,则该批材料做不合格论处。
1.钢材的复验
1)钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定的要求。
检查数量:全数检查。
检验方法:检查质量合格证明文件、中文标志及检验报告等。
2)对属于下列情况之一的钢材,应进行抽样复验,其复验结果应符合现行国家产品标准和设计要求。
①国外进口钢材。
②钢材混批。
③板厚等于或大于40mm,巨设计有Z向性能要求的厚板。
④建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材。
⑤设计有复验要求的钢材。
⑥对质量有疑义的钢材。
3)钢板厚度及允许偏差应符合其产品标准的要求。
4)型钢的规格尺寸及允许偏差应符合其产品标准的要求。
5)钢材的表面外观质量除应符合国家现行有关标准的规定外,尚应符合下列规定:(https://www.xing528.com)
①当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度允许负偏差值的1/2。
②钢材表面的锈蚀等应符合现行国家标准GB/T 8923.1—2011《涂覆涂料前钢材表面处理》规定的C级及C级以上。
③钢材端面或断口处不应有分层、夹渣等缺陷。
检查数量:全数检查。
检验方法:观察检查。
2.焊材的复验
1)焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
2)重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
3)焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准GB/T 10433—2002《电弧焊用圆柱头焊钉》中的规定。
检查数量:按量抽查1%,不应少于10套。
检验方法:用钢直尺和游标卡尺测量。
4)焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
检查数量:按量抽查1%,不应少于10包。
检验方法:观察检查。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。