



【摘要】:药芯焊丝焊接操作与实心焊丝的气体保护焊基本相似。半自动药芯焊丝焊时,焊枪所处的位置及焊枪的移动,均由手工操作。立焊位置的操作也可分为向上立焊和向下立焊。向下立焊法因其热输入小,通常用于薄板焊接。细直径药芯焊丝因其具有良好的射流过渡性能经常用于立焊。常用的药芯焊丝CO2堆焊和药芯焊丝埋弧堆焊方法如下。药芯焊丝埋弧堆焊 采用大直径的药芯焊丝,焊接电流大,焊接生产率明显提高。
药芯焊丝焊接操作与实心焊丝的气体保护焊基本相似。半自动药芯焊丝焊时,焊枪所处的位置及焊枪的移动,均由手工操作。图5-186为平板对接接头平焊及角接接头平角焊时,焊枪的角度及位置。药芯焊丝焊接时,也可根据需要选择前倾焊法或后倾焊法。
平板对接接头及角接接头立位置操作时,焊枪的角度及位置如图5-187所示。立焊位置的操作也可分为向上立焊和向下立焊。向下立焊法因其热输入小,通常用于薄板焊接。细直径药芯焊丝因其具有良好的射流过渡性能经常用于立焊。
常用的药芯焊丝CO2堆焊和药芯焊丝埋弧堆焊方法如下。
(1)细丝CO2药芯焊丝堆焊 焊接效率高,生产效率为焊条电弧焊的3~4偌;而巨,焊接工艺性能优良,电弧稳定,飞溅小,脱渣容易,焊道成形美观。这种方法只能通过药芯焊丝过渡合金元素,多用于合金成分不太高的堆焊层。
(2)药芯焊丝埋弧堆焊 采用大直径(ф3.2mm、ф4.0mm)的药芯焊丝,焊接电流大,焊接生产率明显提高。当采用烧结焊剂时,还可通过焊剂过渡合金元素,使堆焊层得到更高的合金成分,其合金含量为14%~20%(质量分数)之间,因此可得到不同的使用要求。该法主要用于堆焊轧制辊、送进辊、连铸辊等耐磨、耐蚀部件。(https://www.xing528.com)
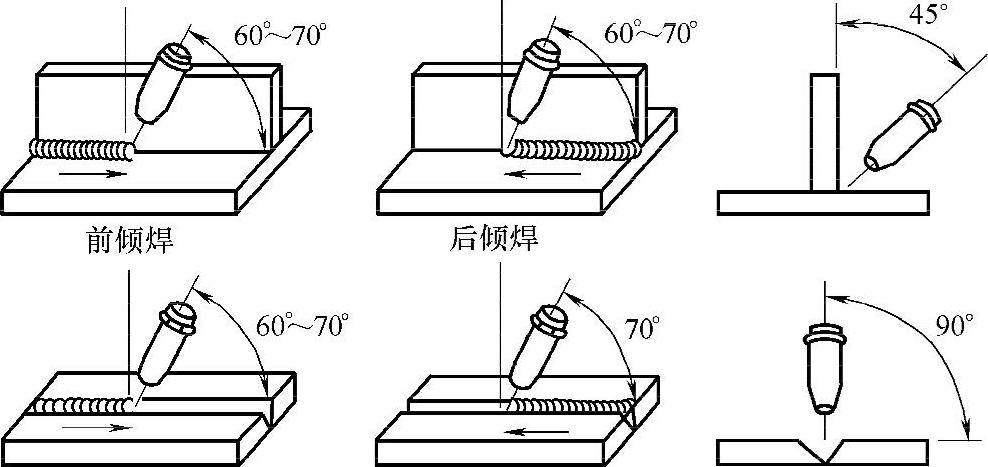
图5-186 对接接头平焊及角接接头平角焊焊枪的角度及位置

图5-187 对接接头立焊及角接接头立角焊时焊枪的角度及位置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。