



药芯焊丝气体保护焊除用CO2气体作辅助保护气体外,还可以用2%(Ar+O2)(体积分数)或25%(Ar+CO2)(体积分数)等混合气体作辅助保护气体进行焊接。此时,焊丝金属熔滴的过滴形式接近喷射过渡。焊缝金属的力学性能比用纯CO2气体保护焊焊得好。
1.焊丝直径的选择
药芯焊丝的焊丝直径通常有1.2mm、1.4mm、1.6mm、2.0mm、2.4mm、2.8mm、3.2mm等。焊丝直径根据板厚来选择,焊丝直径应随着板厚的增大而适当增大。
2.焊接电流和电弧电压的选择
药芯焊丝中的焊剂能改变电弧性质,使稳弧性得到改善,所以可以采用交流、直流、平特性、降特性电源,但大多数还是用直流平特性电源。
与普通熔化极气体保护焊相比,可采用较大的焊接电流。图5-184给出了不同直径焊丝所用的电流范围。
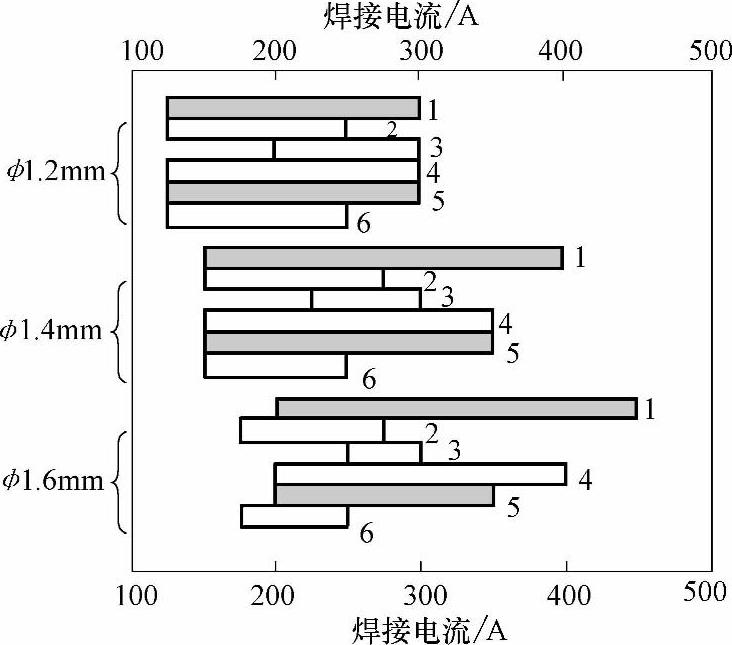
图5-184 药芯焊丝气体保护焊的焊接电流范围[10]
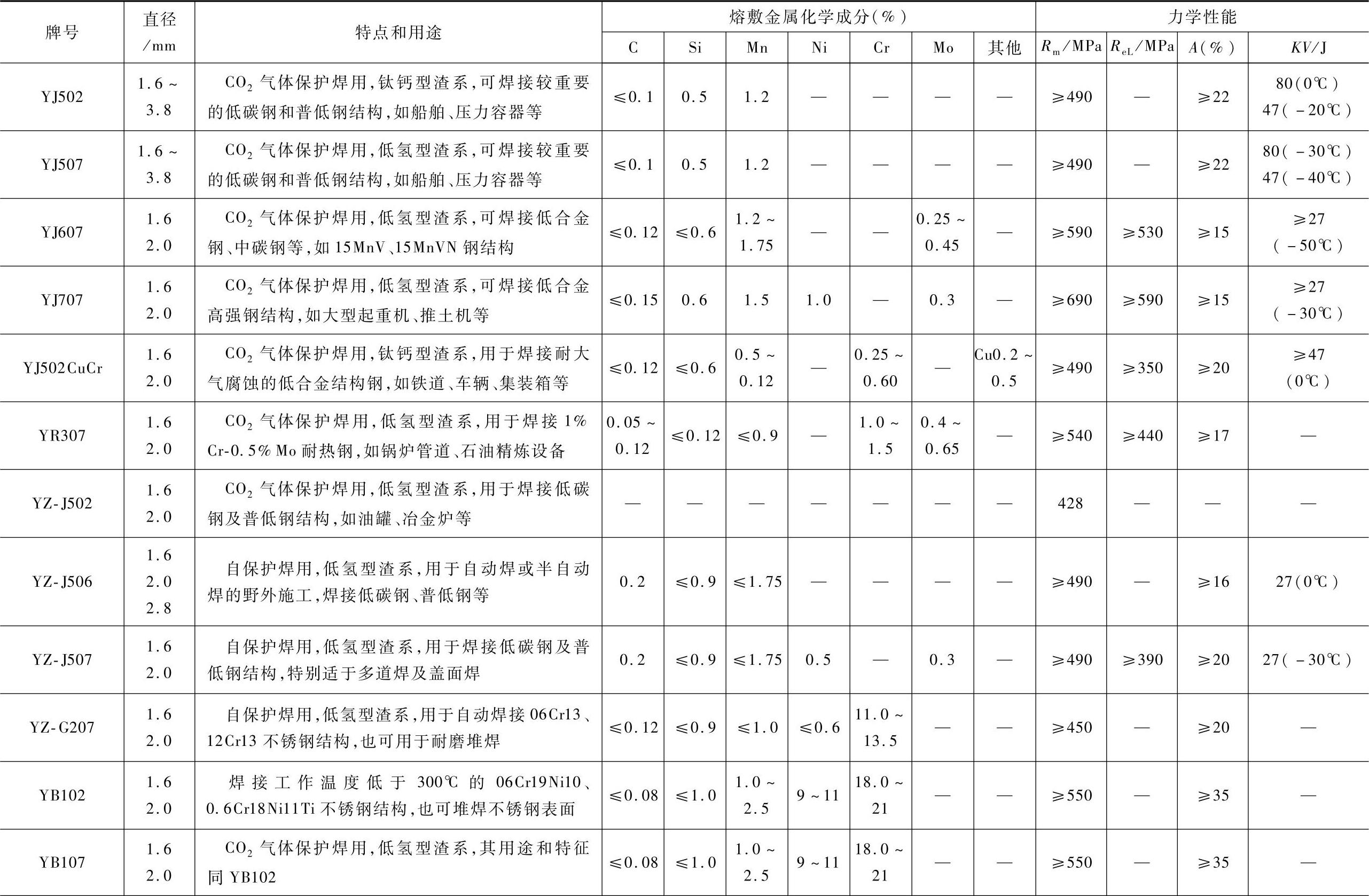
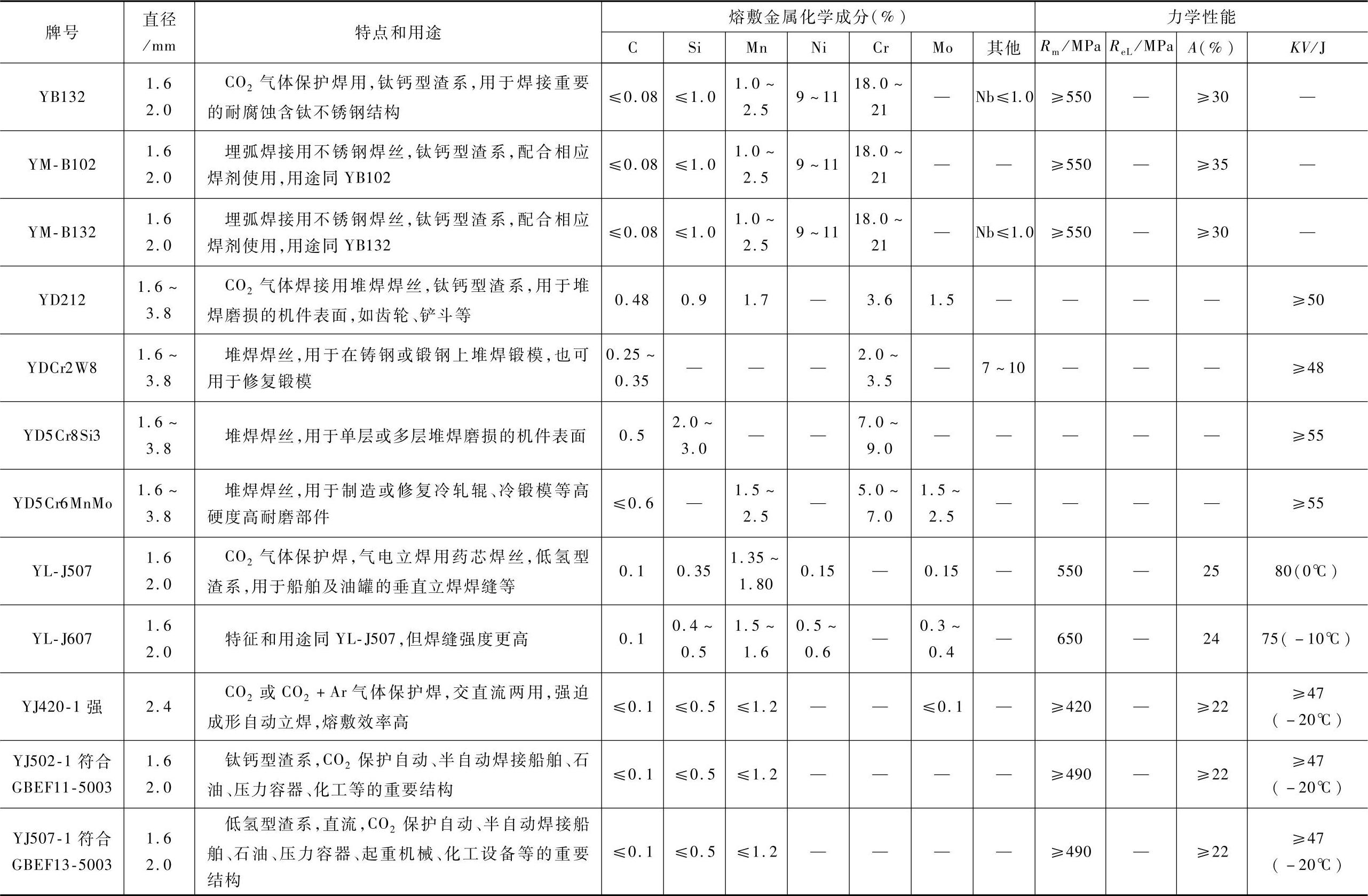
表5-224 合金结构钢药芯焊丝的化学成分、力学性能、特点和用途
(续)
电弧电压要与焊接电流适当配合。由于药芯中含有稳弧剂,因此与普通CO2焊相比,同样焊接电流下,电弧电压可适当减小。采用纯CO2做保护气体时,要求的电弧电压为25~35V,焊接电流为200~700A。
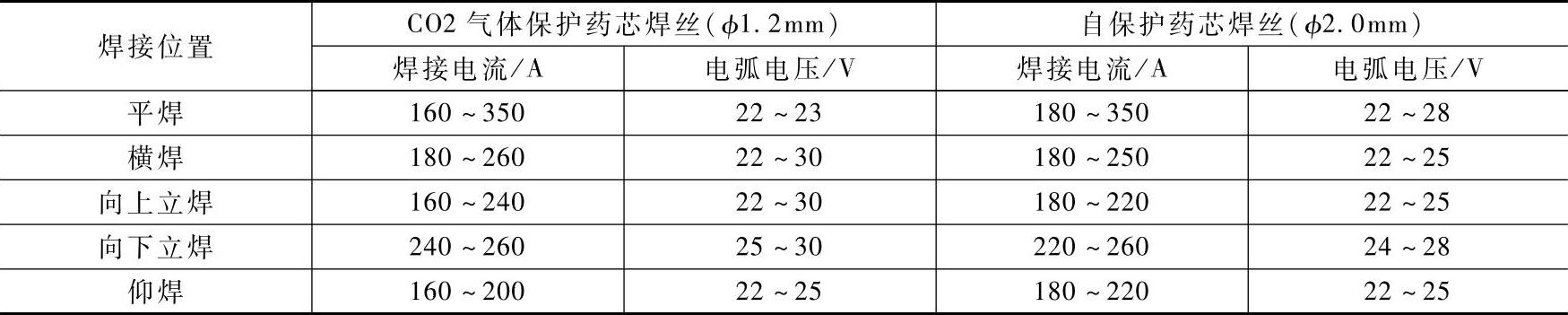
药芯焊丝在各种位置焊接中厚度板时的焊接电流、电弧电压常用范围见表5-225。
表5-225 药芯焊丝在各种位置焊接中厚度板时的焊接电流、电弧电压常用范围
3.送丝速度与焊丝伸出长度
送丝速度与焊接电流的关系如图5-185所示。送丝速度确定之后,焊丝伸出长度随焊接电流增大而减小,焊丝伸出长度太长则飞溅增加,电弧稳定性变坏;焊丝伸出长度太短则飞溅物易堵塞喷嘴,造成保护不良、引起气孔等缺陷。
药芯焊丝气体保护焊必须严格控制焊丝伸出长度,药芯焊丝的伸出长度与电流、电压推荐的匹配值见表5-226。
表5-226 焊丝伸出长度与焊接电流、电弧电压推荐的匹配值

4.气体流量的选择
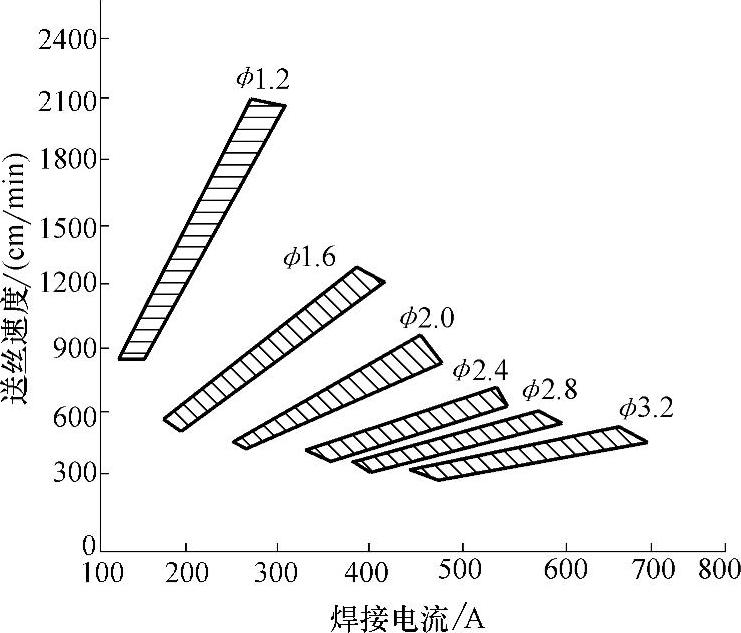
图5-185 送丝速度与焊接电流的关系(https://www.xing528.com)
与普通CO2焊相同,常用药芯焊丝的规格及适用的焊接方法见表5-227。
表5-227 常用药芯焊丝的规格及适用的焊接方法

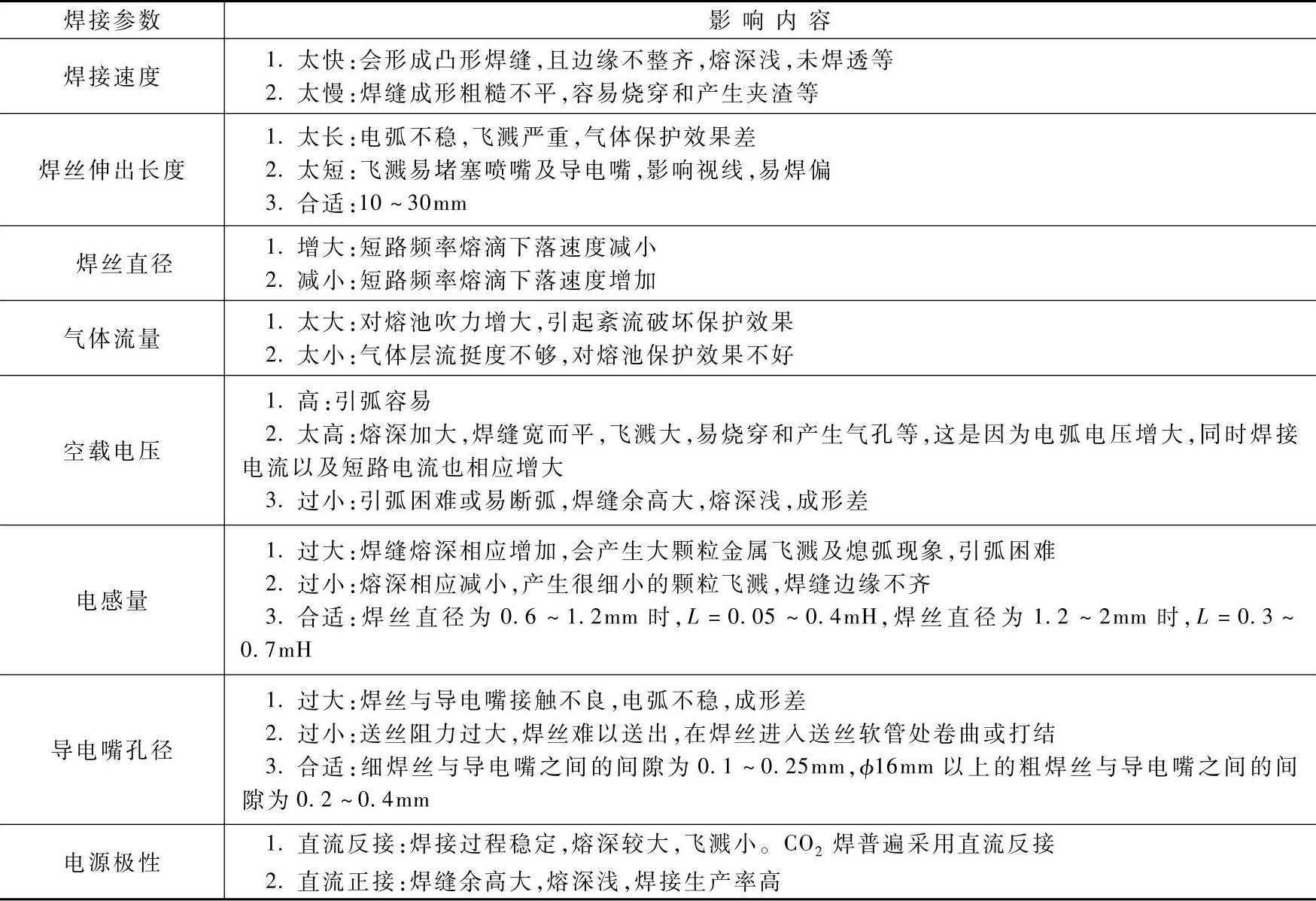
5.焊接参数对焊缝成形的影响
药芯焊丝CO2焊焊时不同焊接参数对焊焊缝成形的影响见表5-228。
表5-228 药芯焊丝CO2焊时不同焊接参数对焊缝成形的影响

(续)
6.药芯焊丝CO2焊常用焊接参数
1)ф3.2mm药芯焊丝半自动CO2焊焊接参数见表5-229。
2)ф2.4mm药芯焊丝CO2焊横焊位置焊接参数见表5-230。
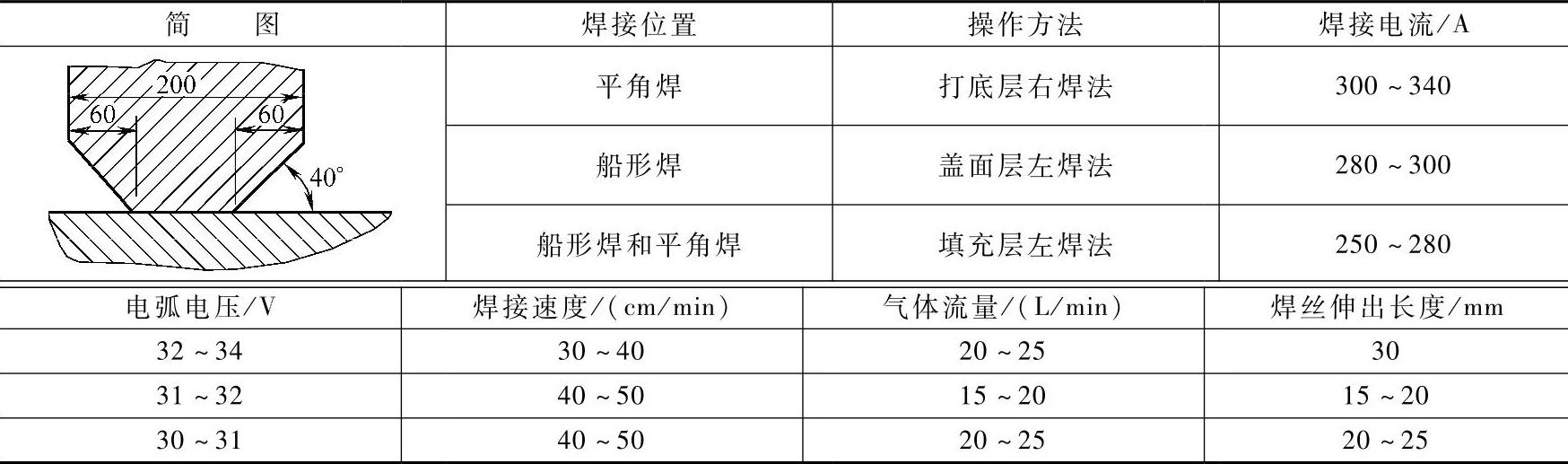
3)ф1.6mm药芯焊丝半自动平角焊、船形焊焊接参数见表5-231。
表5-229 ф3.2mm药芯焊丝半自动CO2焊焊接参数
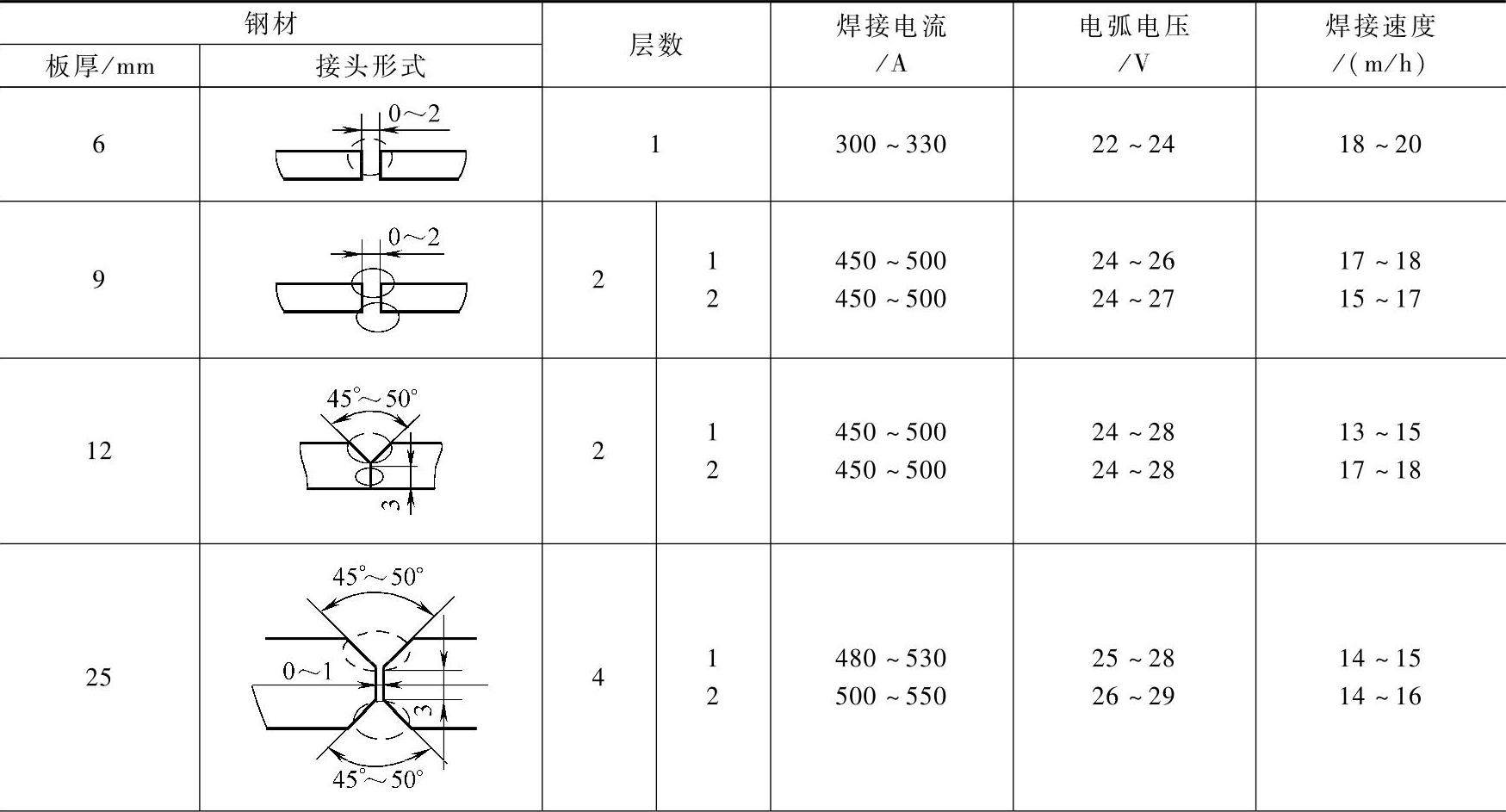
(续)
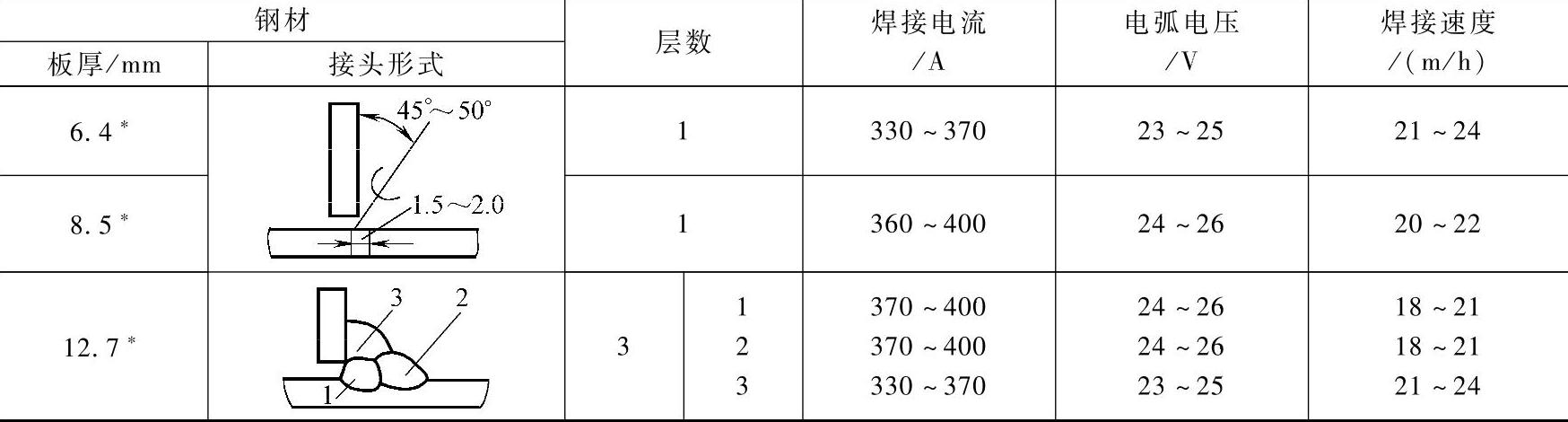
注:﹡横角焊缝,数宇表示焊脚尺寸。
表5-230 ф2.4mm药芯焊丝自动CO2焊横焊位置焊接参数
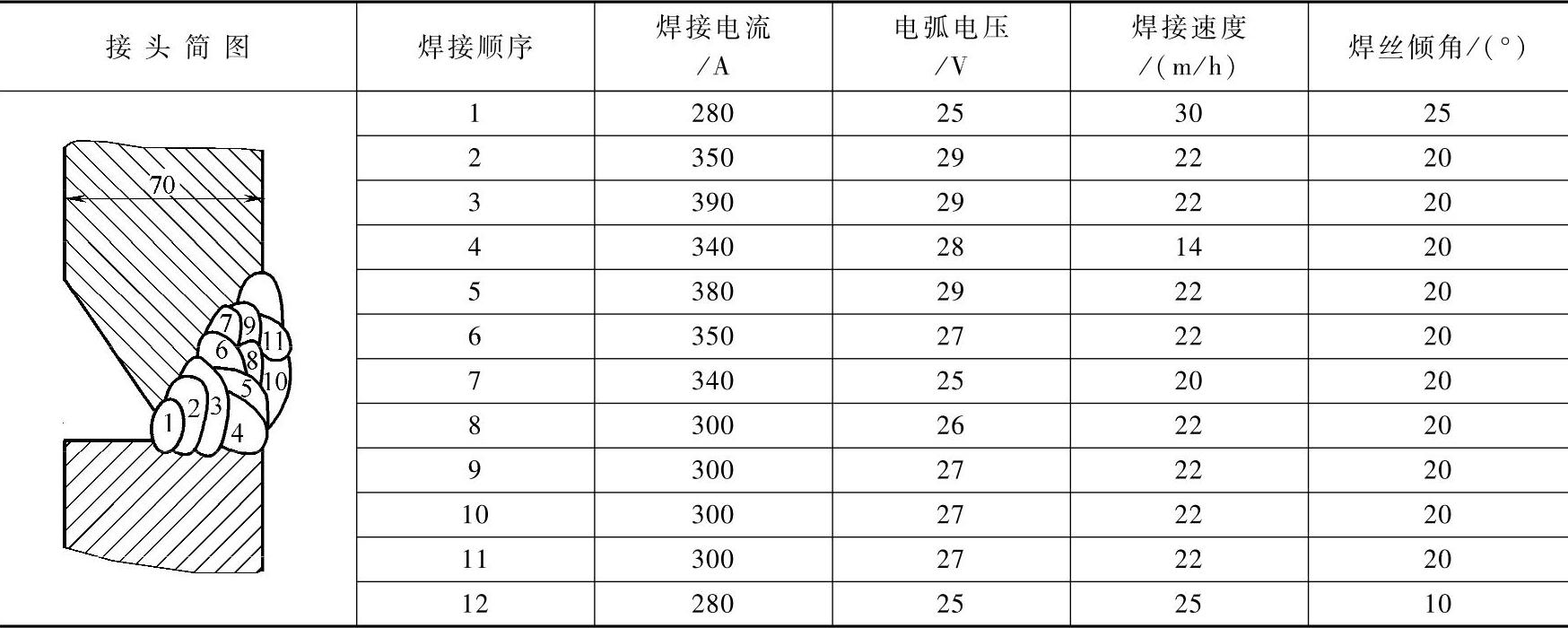
表5-231 ф1.6mm药芯焊丝半自动平角焊、船形焊焊接参数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。