



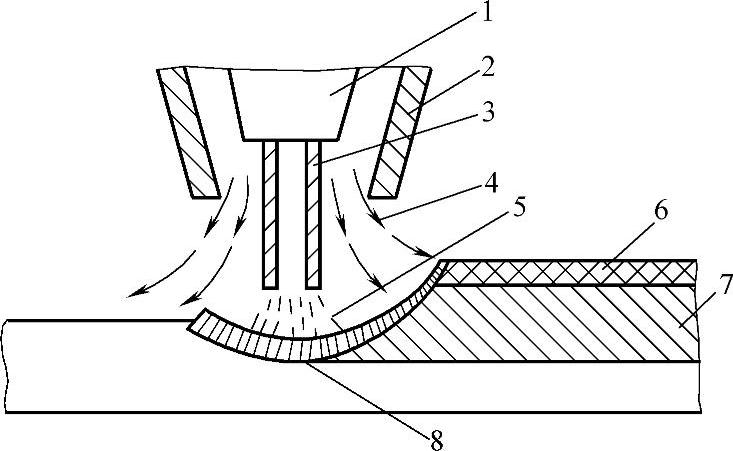
图5-181 药芯焊丝气体保护焊原理
1—导电嘴 2—喷嘴 3—管状焊丝 4—保护气体 5—电弧 6—熔渣 7—焊缝 8—熔池
1.药芯焊丝气体保护焊的原理
药芯焊丝熔化极气体保护焊与普通熔化极气体保护焊基本相同。焊接时不用外加保护气体,只靠焊丝内部的芯料燃烧与分解所产生的气体和熔渣作保护的药芯焊丝电弧焊,称为自保护焊。自保护焊与焊条电弧焊相似,不同的是使用盘状的焊丝,连续不断地送到电弧中。
(1)药芯焊丝气体保护焊 药芯焊丝气体保护焊的基本工作原理与普通CO2焊一样,是以可熔化的药芯焊丝为一个电极(通常接正极,即直流反接),母材作为另一电极。药芯焊丝气体保护焊原理如图5-181所示,喷嘴2中喷出的CO2或CO2+Ar气体,对焊接区起气体保护作用。管状焊丝中的药粉(焊剂),在高温作用下熔化,并参与冶金反应形成熔渣。对焊丝端部、熔滴和熔池起渣保护作用。
(2)自保护药芯焊丝电弧焊 自保护药芯焊丝电弧焊通过焊丝芯部药粉中造渣剂、造气剂在电弧高温作用下产生的气、渣对熔滴和熔池进行保护(见图5-182)。自保护药芯焊丝电弧焊突出的特点是在施焊过程中具有较强的抗风能力,适合于远离中心城市、交通运输较困难的野外工程。但由于造气剂、造渣剂包覆在金属外皮内部,所产生的气、渣对熔滴(特别是焊丝端部的熔滴)的保护效果较差,焊缝金属的韧性稍差。随着科学技术的进步,近几年高韧性自保护药芯焊丝的出现,使自保护药芯焊丝的应用领域正在逐渐扩大。
2.药芯焊丝气体保护焊的特点
药芯焊丝气体保护焊是渣、气联合保护,所以它既有渣保护焊的特点,又有气保护焊的特点。
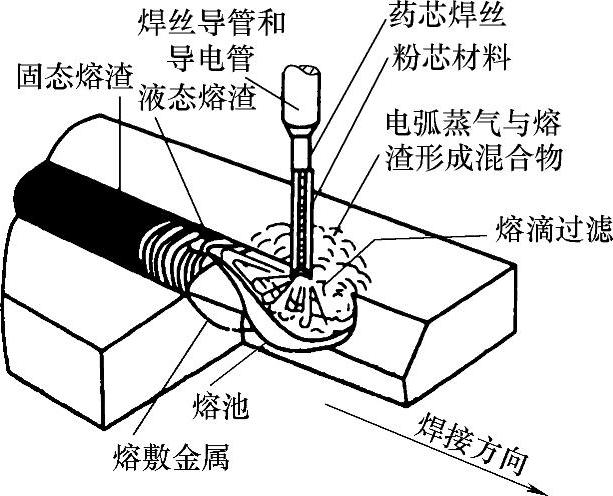
图5-182 自保护药芯焊丝焊接示意图
1)采用渣、气联合保护的焊缝成形美观,电弧稳定性好,飞溅少,巨颗粒细小,容易清除。
2)焊丝熔敷速度快,比普通熔化极气体保护焊使用电流更大,焊丝伸出长度较短。熔敷效率为85%~90%,生产效率比焊条电弧焊高3~5偌。各类焊接材料熔敷速度比较如图5-183所示。
3)对各种钢材的适应性强,通过焊剂成分的调节,可达到要求的焊缝金属化学成分,改善焊缝力学性能。(https://www.xing528.com)
4)抗气孔能力比实心焊丝CO2焊强,因为焊接熔池受CO2气体熔渣的保护。
5)对焊接电源无特殊要求。交流和直流焊机都可以使用,采用直流电源焊接时,要用反接法焊接。选用电源时,也不受平特性或陡降特性的限制。
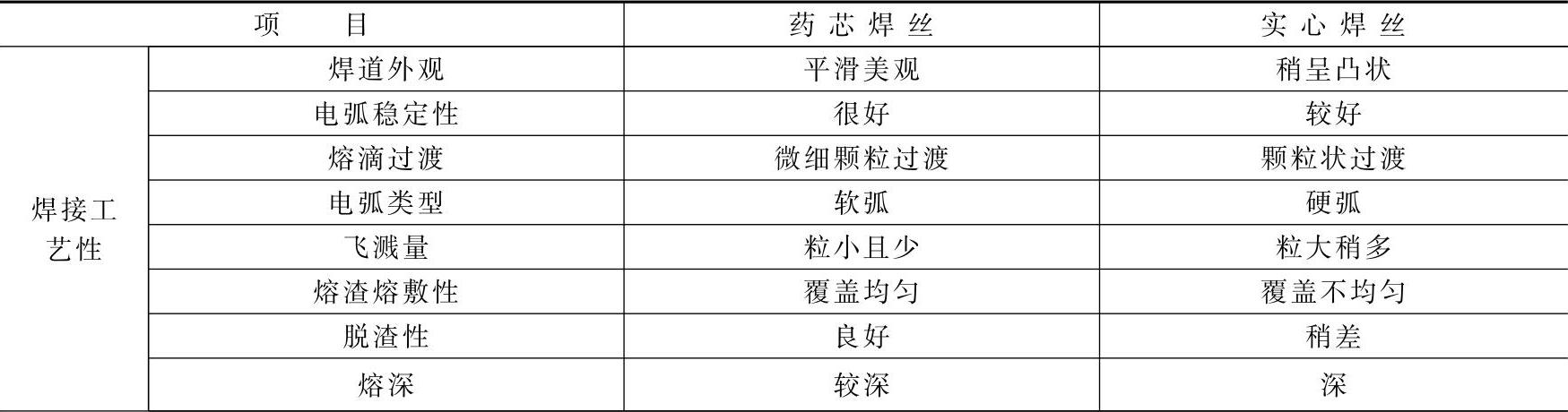
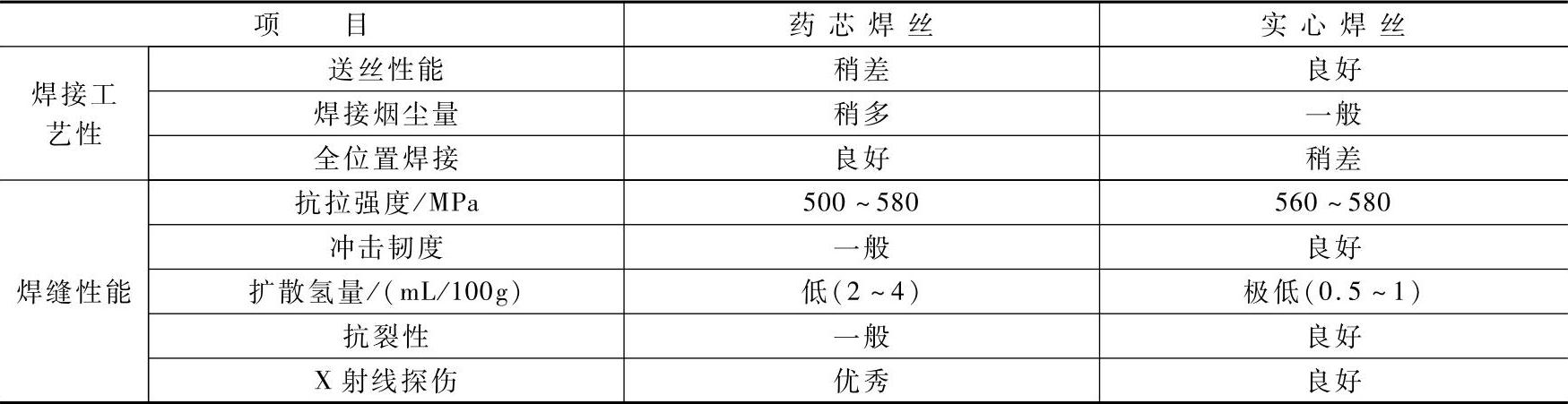
因此,药芯焊丝基本上克服了CO2焊焊丝的缺点,但其本身也存在一些问题,如焊丝制造比较复杂,送丝困难,焊丝外表容易锈蚀,粉剂容易吸潮,对焊丝保管要求严格。所以使用前需经250~300℃的烘干。药芯焊丝和实心焊丝的比较见表5-220。
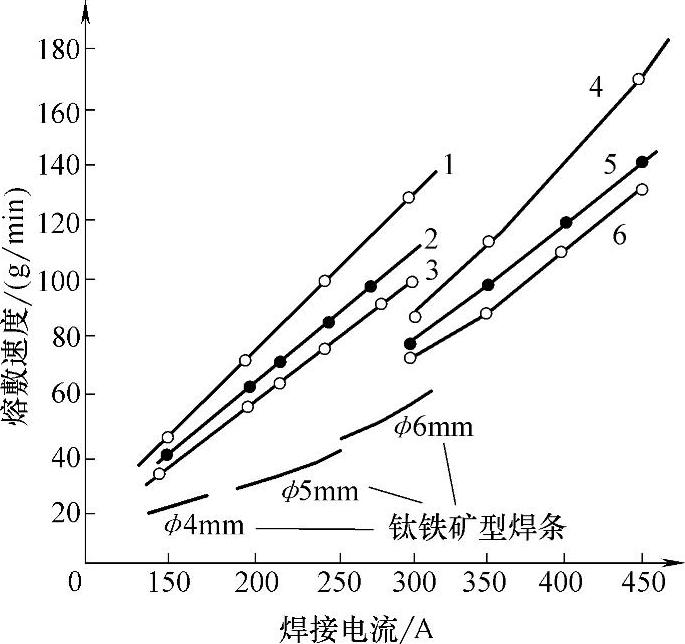
图5-183 各类焊接材料熔敷速度比较
1—金属粉型药芯焊丝,ф=1.2mm 2—氧化钛型药芯焊丝,ф=1.2mm 3—金属粉型药芯焊丝,ф=1.6mm 4—实心焊丝,ф=1.2mm 5—氧化钛型药芯焊丝,ф=1.6mm 6—实心焊丝,ф=1.6mm
表5-220 药芯焊丝和实心焊丝的比较
(续)
3.药芯焊丝气体保护焊的应用
通过改变药芯配方,能够很方便地调整熔敷金属的化学成分和力学性能,使熔敷金属具有要求的强度、塑性、耐热性、耐蚀性及耐磨性等,适用于各种材料的焊接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。