



1.普通摩擦焊
根据摩擦焊的相对运动形式进行分类,摩擦焊分为旋转式摩擦焊和搅拌摩擦焊。
(1)旋转式摩擦焊 其特点是至少有一个焊件(或圆环)在焊接过程中,绕着垂直于接合面的对称轴旋转。这类摩擦焊主要用于圆形截面焊件的焊接(通过相位控制也可用于非圆形截面焊件的焊接),是目前应用最广、形式也最多的一种摩擦焊。
根据焊件旋转特点,旋转式摩擦焊又可分为连续驱动摩擦焊、惯性摩擦焊、混合型旋转摩擦焊等。
1)连续驱动摩擦焊。连续驱动摩擦焊是目前最常用的一种摩擦焊。其特点是转动的焊件与主轴夹头直接相连,不转动的焊件装在液压尾座托板的夹头上。施焊时,推进尾座托板,使焊件在恒定或递增压力下相接触。旋转主轴使焊件摩擦加热至施焊温度时,主轴停止转动,顶锻开始,完成焊接。连续驱动摩擦焊在摩擦加热过程中,焊件一直在转动装置和连续驱动作用下旋转,直到顶锻开始前,停止驱动旋转,如图5-166a所示。
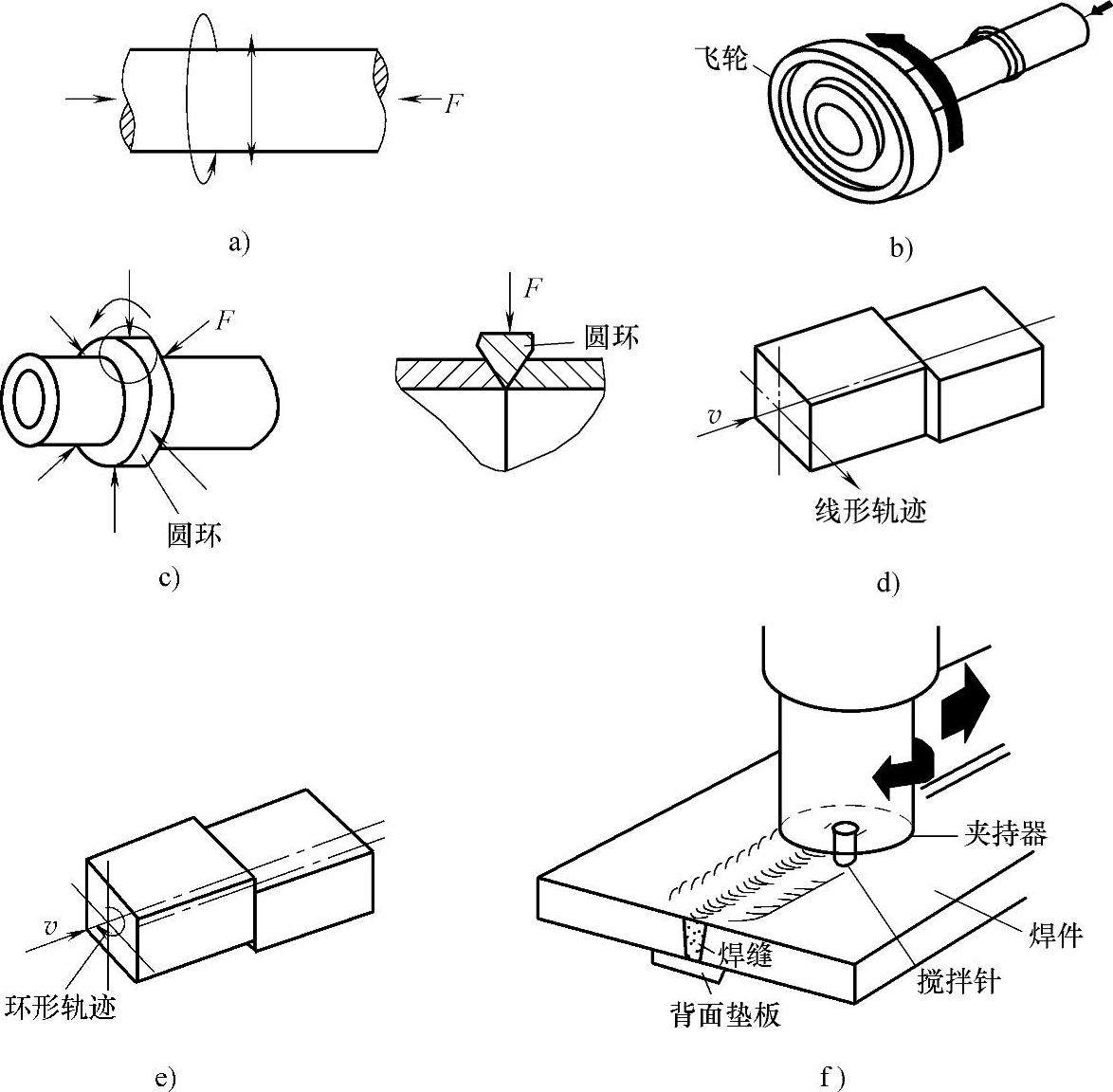
图5-166 几种类型摩擦焊示意图
a)连续驱动摩擦掉 b)惯性摩擦焊 c)径向摩擦焊 d)线形摩擦焊 e)轨道式摩擦焊 f)搅拌摩擦焊
2)惯性摩擦焊。惯性摩擦焊的原理与连续驱动摩擦焊类似,只是转动的焊件不直接与主轴相连,而是借助于飞轮与主轴相连。焊接开始时,首先将飞轮和焊件的旋转端加速到一定的转速,然后飞轮与主电动机脱开,同时,焊件的移动端向前移动,焊件接触后,开始摩擦加热。在摩擦加热过程中,飞轮受摩擦扭矩的制动作用,转速逐渐降低,当转速为零时,焊接过程结束。惯性摩擦焊是利用惯性储能方法(例如飞轮)积聚能量用于接头加热,如图5-166b所示,自由旋转飞轮的动能,提供焊件所需全部热量。
3)混合型旋转摩擦焊。混合型旋转摩擦焊是连续驱动摩擦焊和惯性摩擦焊的结合。这类焊机的特点是断开驱动源之后,可以施加和不施加制动力。
(2)搅拌摩擦焊(FSW)搅拌摩擦焊是1991年发明的一种固相连接新技术,被认为是从基础研究转化为实际应用的重大科技成就。搅拌摩擦焊最初用于铝合金焊接,随着研究的不断深入,搅拌摩擦焊在镁、钛合金等有色金属以及异种材料的焊接方面也得到了广泛的应用。图5-166f是搅拌摩擦焊示意图。搅拌摩擦焊焊接时,将焊件固定,焊接主要由搅拌头完成。搅拌头由搅拌针、夹持器和圆柱体组成。焊接开始时,搅拌头高速旋转,搅拌针迅速钻入焊板的接缝处,与搅拌针接触的金属摩擦生热,形成了很薄的热塑性层。当搅拌针钻入焊件表面以下时,有部分金属被挤出表面,由于正面轴肩和背面垫板的密封作用,一方面,轴肩与被焊板表面摩擦,产生辅助热;另一方面,搅拌头和焊件相对运动时,在搅拌头前面不断形成的热塑性金属转移到搅拌头后面,填满后面的空腔。在整个焊接过程中,空腔的产生与填满连续进行,焊缝区金属经历着挤压、摩擦生热、塑性变形、转移、扩散以及再结晶等过程。
2.新型摩擦焊
(1)轨道式摩擦焊 其特点是焊件接合面上的每一点都相对于另一焊件接合面上的点做同样轨迹的运动。运动的轨迹可以是线形,也可以是非线形的轨道运动。在焊接过程中,一侧焊件在轨道式机构作用下,相对于另一侧被夹紧的焊件表面做相对运动,并在轴向施加压力,随着摩擦运动的进行,摩擦表面被清理并产生摩擦热,摩擦表面的金属逐渐达到黏塑性状态并产生变形,而后停止运动并施加顶锻力,完成焊接。
轨道式摩擦焊打破了传统的旋转式摩擦焊只能焊接圆柱截面焊件的局限性,而这种摩擦焊可以焊接方形、圆形和多边形截面的焊件。
根据不同的运动轨迹,轨道式摩擦焊又分为线形摩擦焊和轨迹摩擦焊,如图5-166d、e所示。
(2)嵌入摩擦焊 嵌入摩擦焊是利用摩擦焊原理把相对较硬的材料嵌入到较软的材料中。图5-167所示为嵌入摩擦焊的工作原理。工作时两个焊件之间相对运动所产生的摩擦热在软材料中产生局部塑性变形,高温塑性材料流入预先加工好的硬材料的凹区中。拘束肩迫使高温塑性材料紧紧包住硬材料的连接接头。当转动停止,焊件冷却后,即形成可靠接头,并巨两侧焊件相互嵌套形成机械连接。(https://www.xing528.com)
嵌入摩擦焊目前主要应用于电力、真空和低温应用行业非常重要的材料连接中,如铝-铜、铝-钢和钢-钢等。嵌入摩擦焊还可用于制造发动机阀座、连接端头、压盖和管板过渡接头,也可用于连接热固性材料和热塑性材料。
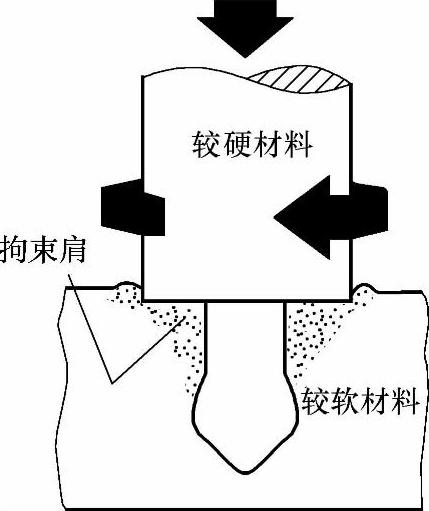
图5-167 嵌入摩擦焊的工作原理
(3)第三体摩擦焊 图5-168所示为第三体摩擦焊的工作原理。低熔点的第三种物质在轴向压力的扭矩作用下,在被连接部件之间的间隙中摩擦生热和产生塑性变形。相对摩擦运动可以产生足够的清理效果,不需要焊剂和可控保护气氛。冷却后,第三体材料固化,从而把两个部件锁定形成可靠的接头。
第三体摩擦焊方法主要用于难以焊接的材料,如陶瓷-陶瓷、金属-陶瓷、热固性材料-热塑性复合材料等,可以利用该方法形成高强度接头。
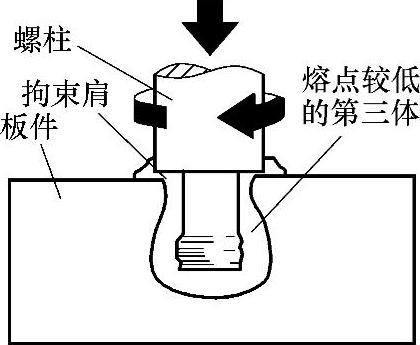
图5-168 第三体摩擦焊的原理
(4)相位控制摩擦焊 相位控制摩擦焊是在摩擦加热过程中,通过机械同步插销配合或同步驱动系统,进行焊件焊后的相位控制,使焊件后棱边对齐、方向对正或相位满足要求。用于六角钢、八角钢、汽车操纵架等相对位置有要求的焊件的焊接。
(5)径向摩擦焊 上述旋转摩擦焊是在焊接过程中都是轴向加压,而径向摩擦焊为径向加压。径向摩擦焊是将被焊两管件端部开坡口,管内套有心棒,并相互对好与夹牢,然后在接头坡口中放入一个具有与管件相似成分的整体圆环,该圆环有内锥面,焊前应使内锥面与坡口底部首先接触。焊接时,焊件静止,圆环高速旋转并向两管端加径向摩擦压力。摩擦加热结束,停止圆环转动,并向圆环施加顶锻压力与两管端焊牢,如图5-166c所示。
(6)摩擦堆焊 摩擦堆焊的原理如图5-169所示。堆焊金属圆棒相对于焊件n1旋转,堆母件(母材)也同时以转速n2旋转,在压力P1的作用下,圆棒和母材摩擦生热。由于母材体积大,冷却速度快,所以堆焊金属过渡到母材上形成堆焊焊缝。
摩擦堆焊适用于异种材料的连接,特别是摩擦堆焊焊缝金属具有高的晶格畸变程度、晶粒细化、强韧性好等优点,故适用于进行表面堆焊。
(7)超塑性摩擦焊 超塑性摩擦焊是按焊接工艺特点进行分类的,是通过控制措施,使焊合区在焊接过程中处于超塑性状态的摩擦焊。优点是可避免高温下形成硬脆的金属间化合物以及保持被焊材质的热处理状态。适于异种难焊金属的连接,也可用于特种金属的有效连接。
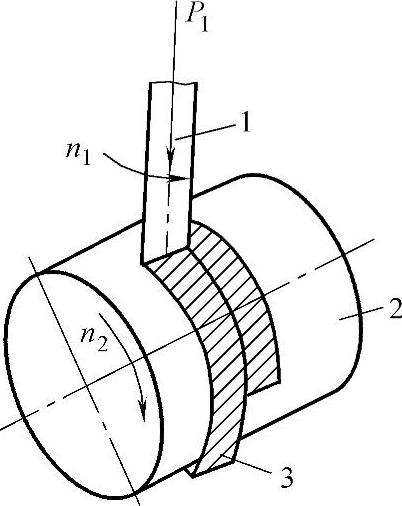
图5-169 摩擦堆焊的原理
1—堆焊金属圆棒 2—堆焊件 3—堆焊焊缝
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。