



【摘要】:锤头质量应根据产品的要求来确定。螺柱经锤击后检查螺柱焊缝和热影响区,如用肉眼没有发现开裂现象即可定为合格。焊接不断裂所能达到的弯曲角取决于工件和螺柱的材质和状态。3)对螺柱焊缝加扭矩进行拉伸试验。根据技术条件确定施加扭矩的大小和检验螺柱的数量。在螺柱焊中,只有技术条件规定要求试验时才进行力学性能试验,一般情况下可不进行。图5-163 螺柱焊弯曲试验装置
1.钢制螺柱
对于钢制螺柱可用肉眼进行检查来判断焊接外观质量,如图5-162所示。
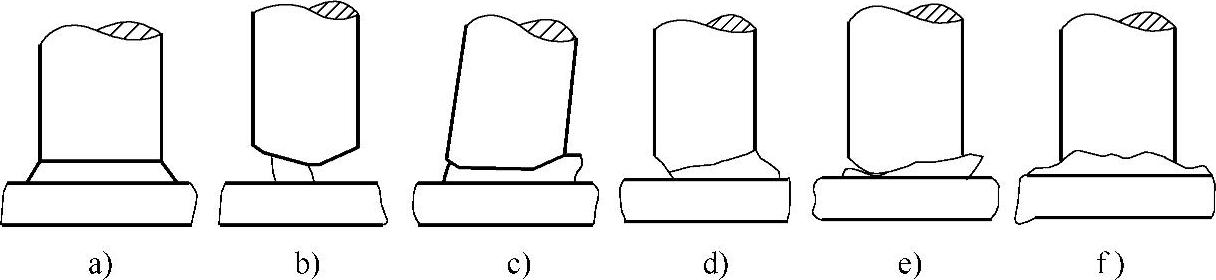
图5-162 电弧螺柱焊接头外观缺陷
a)焊缝形状良好 b)未插入 c)不垂直 d)压入不足 e)热量不足 f)热量过大
2.铝制螺柱
对于铝制螺柱的焊接质量难以用肉眼进行外观检查,这是由于在接头处没有稳定的焊缝成形,仅在接头部位存在一些毛刺,应进行力学性能检验。如焊前进行工艺评定,有时也可在生产过程中或每班生产前进行工艺评定以确定最佳的焊接参数。力学性能试验可采取下述方法:(https://www.xing528.com)
1)锤击试验。此种方法简单易行,应用较普遍。锤头质量应根据产品的要求来确定。螺柱经锤击后检查螺柱焊缝和热影响区,如用肉眼没有发现开裂现象即可定为合格。
2)弯曲试验。用套管来弯曲螺柱,如图5-163所示。焊接不断裂所能达到的弯曲角取决于工件和螺柱的材质和状态。如对于铝螺柱,弯曲后与原始轴线的夹角≥15°而不断裂或焊缝未开裂则认为合乎要求。
3)对螺柱焊缝加扭矩进行拉伸试验。根据技术条件确定施加扭矩的大小和检验螺柱的数量。可采用专用试验装置进行,也可使用拉伸试验机。
在螺柱焊中,只有技术条件规定要求试验时才进行力学性能试验,一般情况下可不进行。
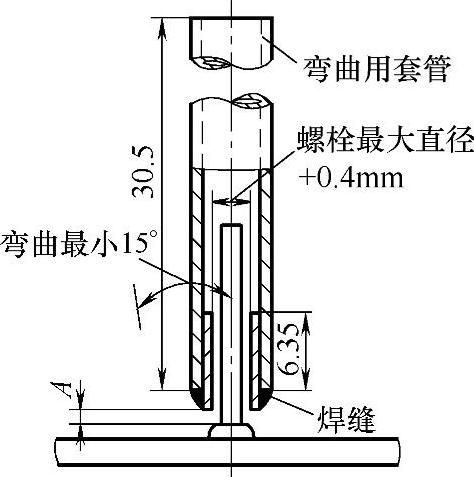
图5-163 螺柱焊弯曲试验装置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。