



1.短周期螺柱焊设备
由于短周期螺柱焊容易实现自动化,所以成套设备一般包括电源、控制装置、送料机和焊枪等,其中电源和控制装置是装在同一箱体内的。
(1)电源及其控制 短周期螺柱焊的电源可以是整流器、电容器组,也可以是逆变器。一般情况下是两个电源并联分别为先导电弧及焊接电弧供电。只有逆变器作为电源时才可用同一电源,调制为不同大小的电流分别为先导电弧和焊接电弧供电。
1)整流式短周期螺柱焊机的电源与控制。图5-157所示的是用于汽车制造的由两个整流器组成的螺柱焊机电气原理图,图中UR1整流器提供焊接电流IW,UR2为半控桥,其导通角不可调,给螺栓提供先导电流IP。UR1输入线电压36V,UR2输入线电压为32V,当产生大电流后,这个电压差会使UR2自然关断,IP不再输出。其控制系统可以使电源实现如图5-160所示的波形和时序。

图5-156 将直径6mm螺柱焊到厚度为1.6mm钢板上时,三种电容放电电流及放电时间的差异

图5-157 两个整流器组成的螺柱焊机电气原理图
此电源的缺点是开环控制,对网络波动无法补偿,由于工频整流,频率响应慢,不具备完整的监控系统,无法在螺柱下落过程中,对未浸入熔池前发生断电所造成的接头质量下降进行补偿。但其控制简单,成本低,基本上能满足如汽车等产品大规模生产的要求。这种国产焊机的主要技术参数如下。
焊接电流IW:200~1000A;
焊接电流时间TW:5~100ms;
先导电流IP:40A;
先导电流时间TP:5~100ms;
可焊螺柱直径d:3~8mm。
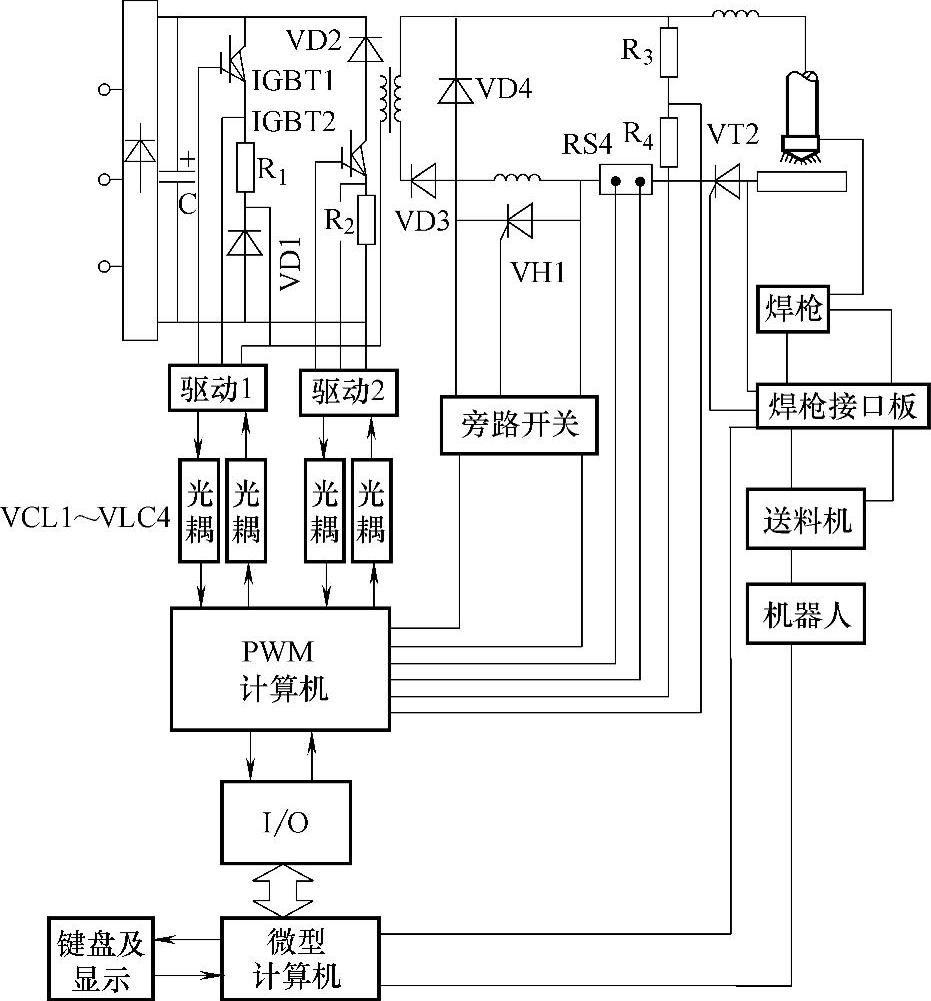
2)逆变式短周期螺柱焊机的电源与控制。图5-158是国产逆变式短周期螺柱焊机电气原理图。该机采用单端正激逆变器作为电源,IGBT为其开关元件,由微机控制,液晶显示,也可输出如图5-160所示的波形和时序。先导电流IP和焊接电流IW的转换靠脉宽控制(PWM)技术及采用旁路开关短接电抗器L的方法来实现。
该机代表了当前国内先进水平的螺柱焊接设备,它动特性好,有完备的监控系统,能可靠地保证“有电顶锻阶段”Td的到位,并有焊机故障信息提示。该机已在汽车制造中被广泛采用。
焊机的主要技术参数如下。
主机输入:3×380V,50Hz;
压缩空气:3~6MPa;
输出:焊接电流IW:200~1000A;
焊接电流时间TW:6~100ms;
先导电流IP:30~100A;
先导电流时间TP:30~100ms;
可焊螺柱直径d:3~10mm。
(2)焊枪和自动送材料器 短周期螺柱焊用的焊枪有两种,手动焊枪和半自动(或自动)焊枪。焊枪的基本结构与套圈(瓷环)保护螺柱焊所用的相似,也是由螺柱夹持机构、提升机构和弹簧压钉机构组成的。对于手动焊枪需要装有接近开关,以保证只有当螺柱与工件可靠接触时才能提取起动电压信号。半自动或自动焊枪是在手动焊枪的基础上多了一个装钉用的气缸。当螺柱在送料机中被压缩空气通过送料软管吹送到焊枪落钉槽中后,气缸活塞衔铁将螺柱推入导电夹中。此外,还有气路、送钉开关和送钉锁定开关等。
在进行半自动和自动焊时,需配置螺柱自动送料机,通常由滚筒装料器和分选器等组成。焊接时,滚筒旋转将螺柱送入滑动导轨,经分选器,由专供送料用的分离机构逐个送材料,实现装载循环。根据螺柱直径的不同应配用不同的送料软管、软管离合器、导轨和分选器。
图5-159是典型的按主机+送料机+半自动焊枪+手动焊机方式配套的逆变式短周期螺柱焊机及其外部接线图。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-158 逆变式短周期螺柱焊机电气原理
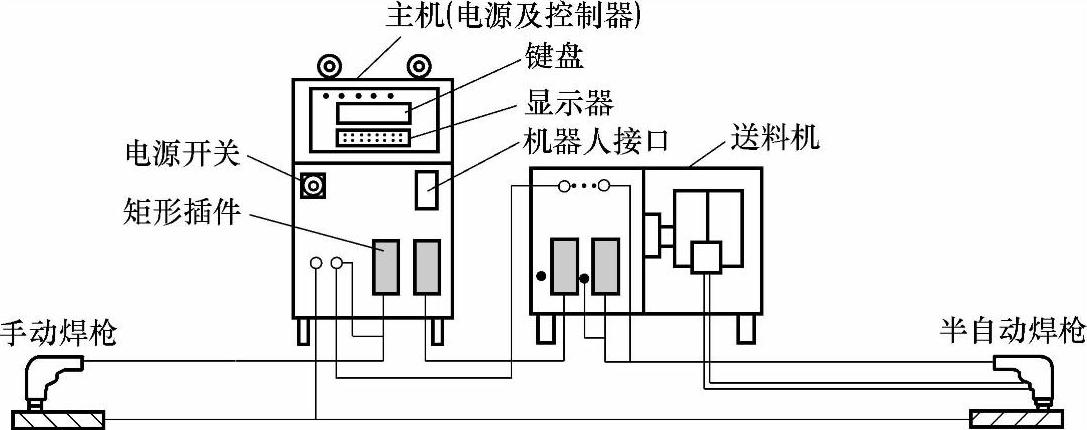
图5-159 逆变式短周期螺柱焊机配套设备及其外部接线图
(3)螺柱的形状和尺寸 表5-207是短周期螺柱的形状和系列尺寸(国际标准化组织的设计标准)。
2.短周期螺柱焊工艺
(1)工艺特点
1)焊接时间比套圈(瓷环)保护螺柱焊缩短十分之一到几十分之一,焊接时周围的空气还来不及侵入焊接区,焊接即已完成,故可以不采用瓷环或气体进行保护。
2)螺柱端面一般设计成外凸锥面,巨有比螺柱直径略大的肩(法兰),前者是为了焊时电弧易发生在端部中心,后者是为了增加接合面积使接头具有较大的承载能力。
3)螺柱直径d与被焊工件壁厚δ之比(d/δ)可达8~10,即比瓷环保护螺柱焊法能焊更薄的板壁,最薄达0.6mm。
4)由于焊接开始前有小电流电弧的清扫工件待焊表面,故可以焊接有涂层的金属板,如镀锌薄板等。
5)焊接电流经过波形调制,其幅值和时间可调,因而适用性广,并容易实现自动化焊接。
(2)焊接过程 短周期拉弧式螺柱焊和保护套圈(瓷环)拉弧螺柱焊一样,焊接时要有:短接—提升—焊接—顶锻等操作过程,区别在于焊接时对焊接电流进行了波形控制,使焊接周期大为缩短(小于100ms),从而不必再用瓷环或气体保护。图5-160为完成一个螺柱焊接的工作循环图。
图5-160的上方是焊接过程的示意图,下方是对应的焊接时序。大体上分为如下步骤:
1)螺柱落下与工件短路。起动焊枪开关,螺柱与工件接触通电,构成短路。
2)螺柱提升,引燃小电弧(拉弧)。此时电流很小,称先导电流IP。利用小电弧清扫螺柱端面和工件表面,也起到对待焊面预热的作用。
3)自动接通大电流,焊接电弧燃烧。此大电流称焊接电流IW,使螺柱与工件待接面进一步加热达到熔化温度。

图5-160 短周期螺柱焊焊接循环图
IP—先导电流(A) IW—焊接电流(A)
UA—电弧电压(V) ΔS—螺柱位移(mm)
Tg—焊枪延时时间(ms) Ts—短路电流时间(ms)
TP—先导电流时间(ms) TW—焊接电流时间(ms)
TL—落钉时间(ms) Td—有电顶锻时间(ms)
4)螺柱落下浸入熔池(落钉)。焊枪电磁铁释放,螺柱落下与工件短路,电弧熄灭。
5)有电顶锻,形成接头。此时有短路电流,靠焊枪内的弹簧压力使螺柱向工件挤压,完成焊接。
(3)焊接参数 通常主要焊接参数控制在如下范围:拉弧时螺柱提升高度ΔS为0.8~1.5mm,一般取1.2mm。先导电流IP(小电弧的电流)为30~100A,一般取40A左右;而焊接电流IW比先导电流大很多,取决于螺柱直径,通常按IW=100d(单位为A)确定,d为螺柱焊端直径(单位为mm);先导电流时间TP(即小电弧燃弧时间)在40~100ms调节;焊接时间TW(即通大电流时间)为5~100ms,一般取20ms,其中包括有电顶锻时间Td(5~10ms);焊接一个周期总时间一般不超过100ms。比瓷环保护螺柱焊所需总时间(100~2000ms)短,故被称为短周期螺柱焊。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。