



1.电容放电螺柱焊原理
电容放电螺柱焊的原理与电弧螺柱焊基本相同,不同之处是电容放电螺柱焊由电容器存储电能,电弧由所储电能瞬时放电产生。电容器在螺柱端部与焊件表面间的放电过程是不稳定的电弧过程,即电弧电压与焊接电流在瞬时变化着,焊接过程是不可控的。
除与镀锌或电镀表面焊接外,电容放电螺柱焊一般采用直流正接。由于电容放电螺柱焊焊接时间(即电弧燃烧时间)极短,只有2~3s,空气来不及侵入焊接区,接头就已形成了,所以电容放电螺柱焊一般不用保护措施。
2.电容放电螺柱焊特点
电容放电螺柱焊除了具有电弧螺柱焊的一些特点外,还具有下列优点:
1)由于焊接时间极短(仅为几毫秒),因此焊接时无需加助焊剂和瓷圈,从而简化了整个焊接工序。
2)与电弧螺柱焊相比较,在电容放电螺柱焊方法中螺柱焊接端的熔化量几乎可以忽略不计,其熔化长度一般只有0.2~0.3mm。
3.电容放电螺柱焊设备
(1)设备的组成 包括焊枪、焊接电源和控制装置,如图5-150所示。
1)焊枪。预接触式电容放电螺柱焊枪由夹持螺柱机构和将螺柱压入熔池的弹簧压下机构组成。电容放电螺柱焊枪与电弧螺焊的焊枪相似,但不需装瓷圈夹持装置,如图5-151所示。
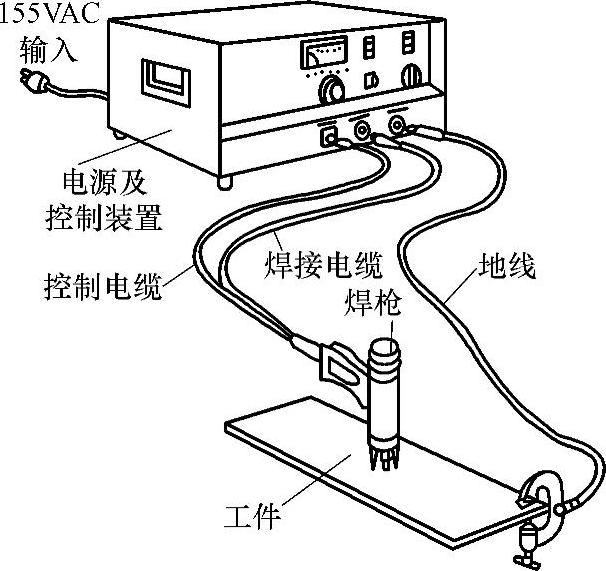
图5-150 手提式电容放电螺柱焊全套设备的示意图
2)焊接电源和控制装置。将它们制成一体式结构。电源为一个蓄电池组,焊接能量在低电压下储存于大容量的电容器组内,其特点是输入功率较低。
(2)电容放电螺柱焊机的型号及主要技术参数见表5-205。
4.电容放电螺柱焊用螺柱
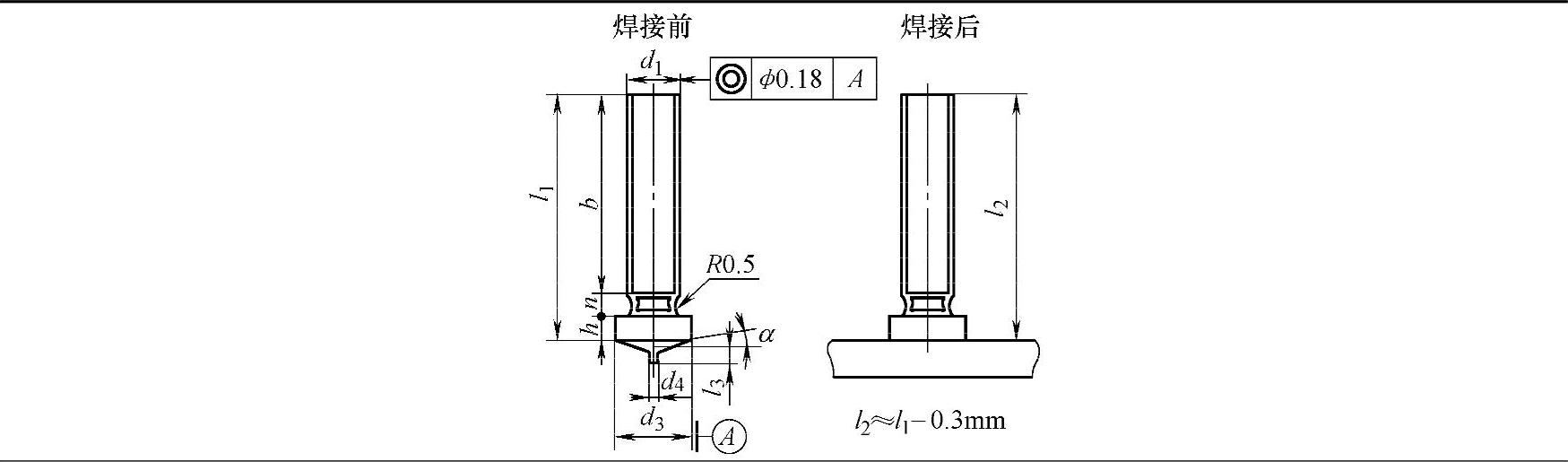
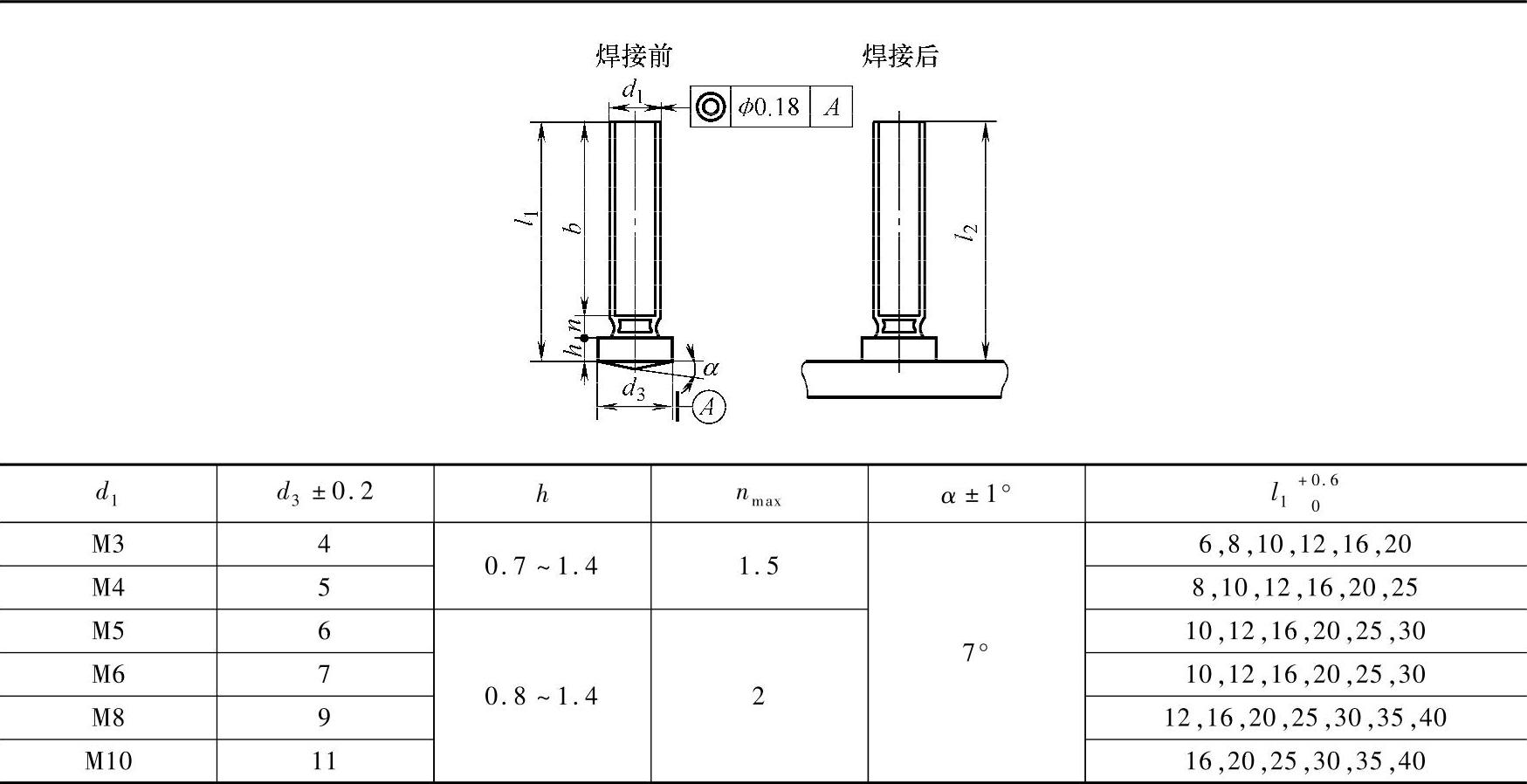
低碳钢、不锈钢、铝和黄铜等金属材料均适用于电容放电螺柱焊用螺柱,螺柱体可以做成任何形状,如圆形、方形、锥形、带沟槽等形状,但螺柱焊接端必须是圆形的。螺柱焊接端一般都带有凸肩,该凸肩的形状和尺寸对于预接触式和预留间隙式电容放电螺柱焊方法中能否获得优质焊缝的影响很大,工业中常用圆柱凸肩,它可以在高速冷镦机上制造。
国际标准化组织给出这类螺柱的设计标准,分为螺纹螺柱(PT)、无螺纹螺柱(UT)和内螺纹螺柱(IT)三种,表5-206是一种有螺纹的螺柱形状和系列尺寸。
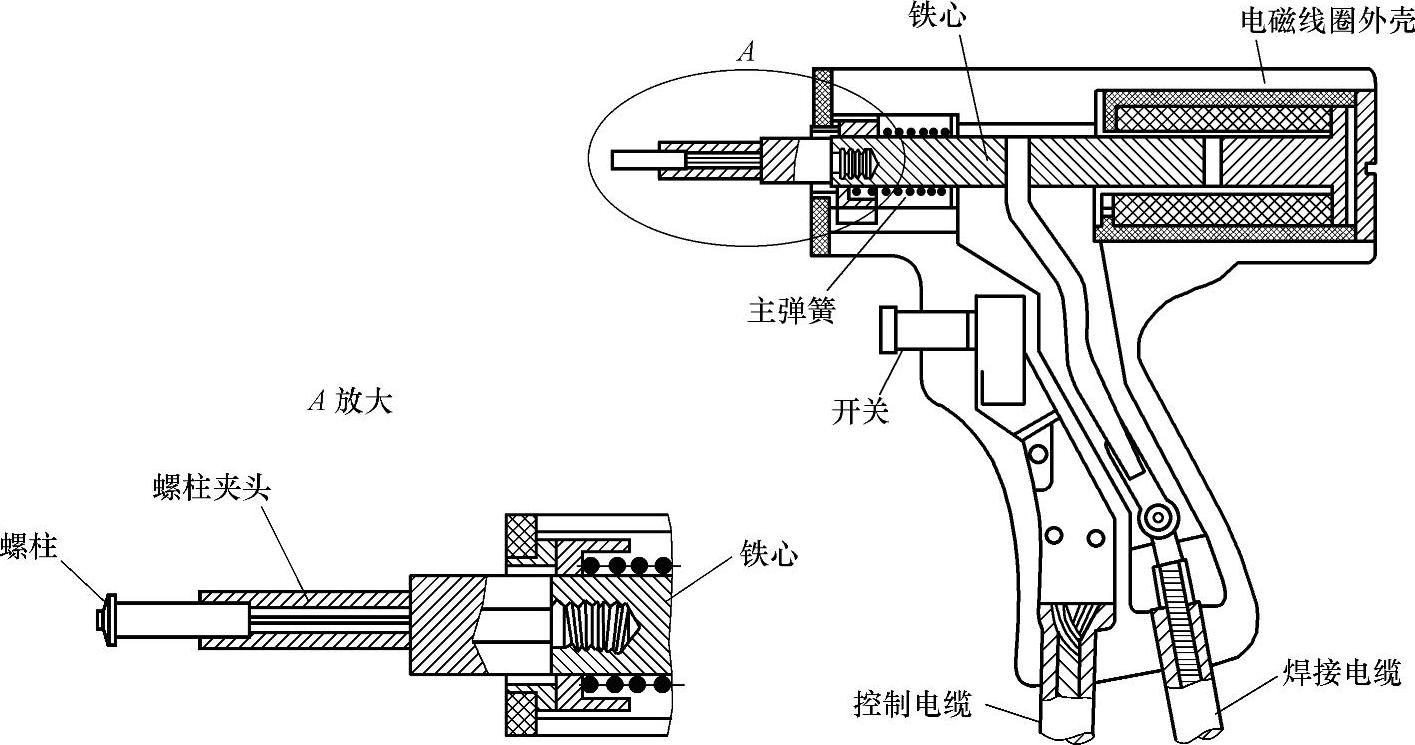
图5-151 拉弧式手持电容放电螺柱焊的焊枪结构的示意图
表5-205 电容放电螺柱焊机的型号及主要技术参数
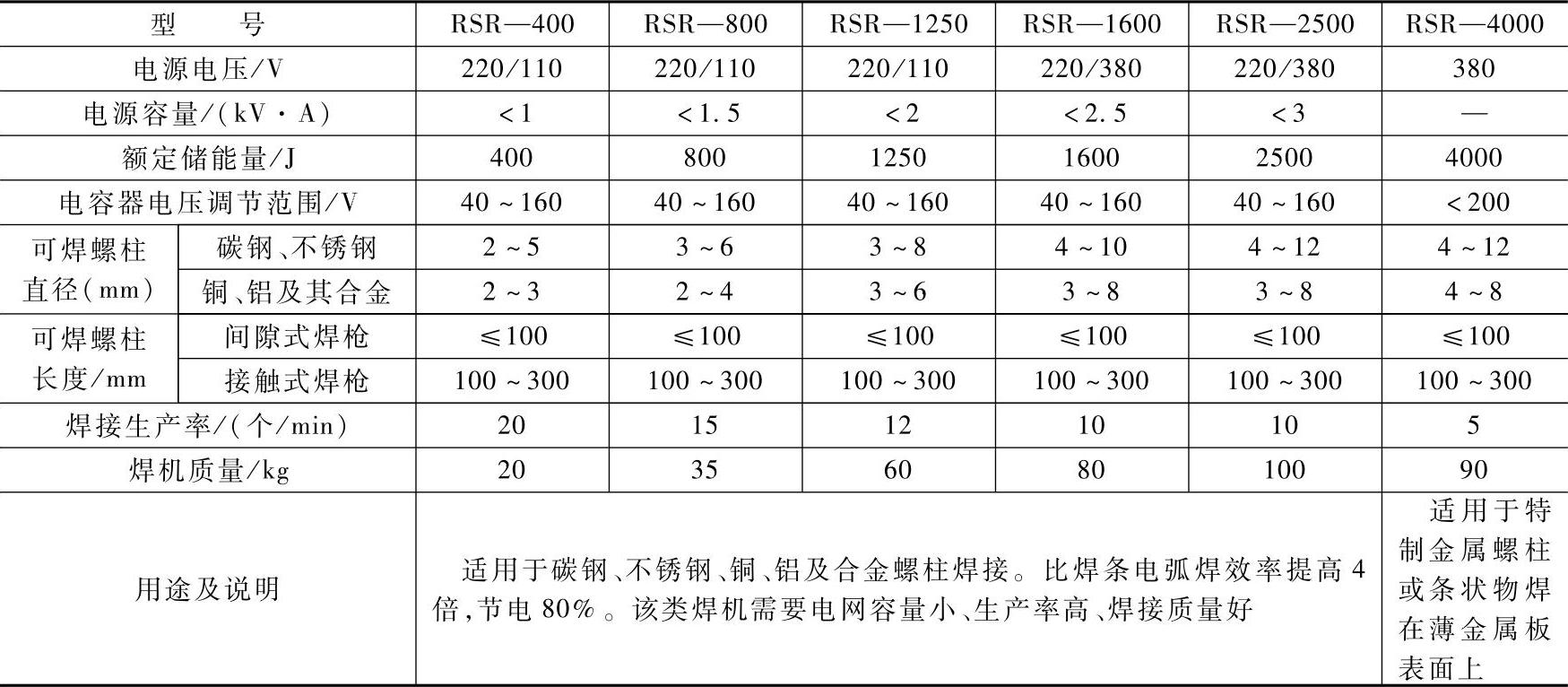
表5-206 电容放电螺柱焊用带法兰有螺纹螺柱(PT)的形状和系列尺寸 (单位:mm)
(续)

对于拉弧式电容放电螺柱焊用的螺柱端头则不需设置小凸台,其结构形状和系列尺寸见表5-207。
表5-207 带法兰有螺纹螺柱(FD)的形状和系列尺寸 (单位:mm)
5.电容放电螺柱焊工艺
(1)焊接操作要点 电容放电螺柱焊根据引燃电弧的方法不同可分为预接触式、预留间隙式和拉弧式三种焊接方法。
1)预接触式电容放电螺柱焊的焊接要点如下:
①将螺柱焊接端凸出部位与工件相接触,如图5-152a所示。(https://www.xing528.com)
②按下启动开关,使电容器中储存的巨大电能通过小凸端与工件形成焊接放电回路,将小凸端加热熔化后产生电弧,同时在焊枪弹簧力的作用下使螺柱开始向工件运动,如图5-152b所示。
③电弧将整个螺柱焊接端面和相应的工件表面加热熔化,此时螺柱继续向工件运动,如图5-152c所示。
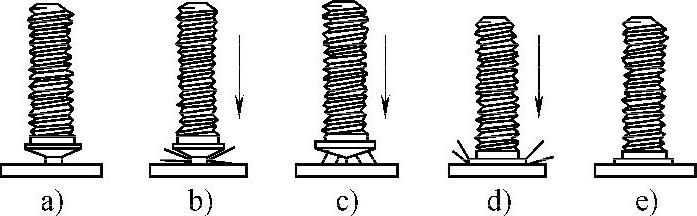
图5-152 预接触式电容放电螺柱焊过程(箭头表示螺柱运动方向)
④当螺柱向工件运动到使螺柱插入熔池时电弧熄灭,如图5-152d所示。
⑤稍停留后取出焊枪,焊接过程结束,如图5-152e所示。
2)预留间隙式电容放电螺柱焊的焊接要点如下:
①将螺柱焊接端离开工件一定的距离,如图5-153a所示。
②按下启动开关,在螺柱与工件之间加上放电电压,在焊枪加压机构作用下螺柱开始向工件运动,如图5-153b所示。
③当螺柱向工件运动到小凸端与工件接触时,电容放电使小凸端加热熔化后产生电弧,此时螺柱继续向工件运动,如图5-153c所示。
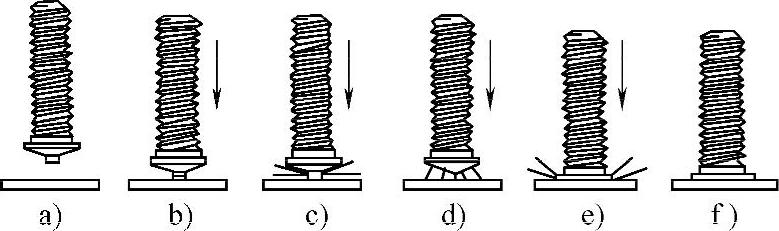
图5-153 预留间隙式电容放电螺柱焊过程箭头表示螺柱运动方向
④在电弧的作用下将整个螺柱焊接端和相应的工件表面加热熔化,同时螺柱仍在继续向工件运动,如图5-153d所示。
⑤直到螺柱插入熔池时电弧熄灭,如图5-153e所示。
⑥稍停后焊接过程结束。
3)拉弧式电容放电螺柱焊的螺柱待焊端不需小凸端,但需加工成锥形或略呈球面。引弧的方法与电弧螺柱焊相同,需由电子控制器按程序操作,其焊枪与电弧螺柱焊枪相似。
拉弧式电容放电螺柱焊的焊接要点如下:
①先将螺柱在焊件上定位并使之接触,如图5-154a所示。
②按动焊枪开关,接通焊接回路和焊枪体内的电磁线圈,如图5-154b所示。
③当提升线圈断电时,电容器通过电弧放电,大电流将螺柱和焊件待焊面熔化,螺柱在弹簧或气缸力作用下,返回朝向焊件移动,如图5-154c所示。
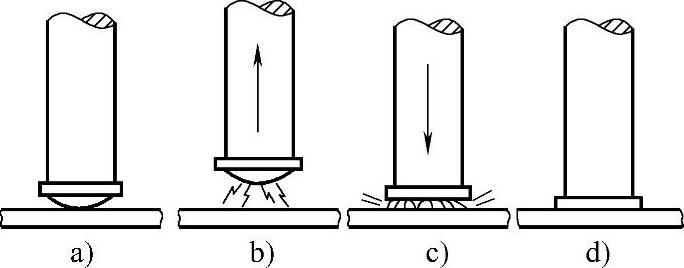
图5-154 拉弧式电容放电螺柱焊焊接过程
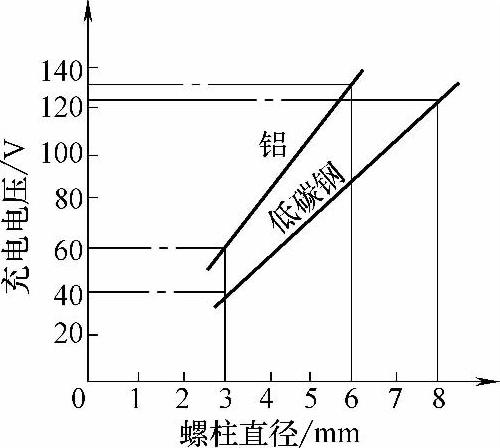
图5-155 螺柱直径与充电电压的关系
④当插入焊件时电弧熄灭,完成焊接,如图5-154d所示。
接弧式电容放电螺柱焊的特征是接触后拉起引弧,再电容放电完成焊接。
上述三种电容放电螺柱焊相比较,预留间隙式方法焊接时间最短,而接弧式方法时间略长,为6~15s。我国常用的是预接触式和预留间隙式放电螺柱焊,而拉弧式用的较少。电容放电螺柱焊时,为了减少熔融金属的氧化及防止螺柱插入熔池前金属发生凝固,必须调整好定时器的时间,保证螺柱在电容器能量尚未全部释放完和电弧仍在燃烧时插入熔池,否则焊接接头的质量就难以保证。
(2)焊接参数的选择 电容放电螺柱焊的焊接热输入是由充电电压、放电电压与放电时间来决定的,其中放电时间由设备本身给定,而放电电流则随充电电压变化。
1)充电电压。根据被焊螺柱的材质、螺柱直径和选用的焊接方法确定工艺要求,从而确定充电电压值。充电电压值确定后焊接热输入即被确定。螺柱直径越大,需要的放电电流也越大,则需调节的充电电压值就越高。当采用预接触式焊接法时,螺柱直径与充电电压的关系如图5-155所示。
2)放电电流。在电容放电螺柱焊方法确定后,放电电流与螺柱直径有关,即直径大放电电流也大。当螺柱的材质与直径相同的,采用不同的电容放电螺柱焊方法时所需的放电电流值是不大相同的,如图5-156所示。电容放电螺柱焊的焊接电流峰值变化范围在600~20000A,适用的焊接时间范围为3~15s。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。