



1.螺柱焊的分类
根据所用焊接电源不同,螺柱焊可分为稳定电弧螺柱焊(简称电弧螺柱焊)、不稳定电弧螺柱焊(又称电容螺柱焊)和短周期螺柱焊3种。螺柱焊的分类如图5-140所示。
2.螺柱焊方法的选择
电弧螺柱焊、电容螺柱焊及短周期螺柱焊既具有一些共同的特点,也各自具有不同的特点,因此需要对螺柱焊的方法加以适当的选择。选择螺柱焊方法时,应综合考虑下列因素。
(1)工件的材质和厚度 对于工件为低碳钢、不锈钢及铝合金时,电弧焊柱焊、电容放电螺柱焊及短周期螺柱焊都可以采用。但还需从工件的厚度考虑,如果工件的厚度小于1.6mm时应采用电容放电螺柱焊或短周期螺柱焊,因为用这种方法可以焊接0、25mm的工件而不会烧穿。如果采用电弧螺柱焊方法时,在有强度要求的条件下,工件厚度至少应等于螺柱焊接端直径的1/3,而在没有强度要求时工件厚度也要求达到螺柱焊接端直径的1/5。对于工件为铜、黄铜及镀锌薄钢板、铝合金应采用电容放电螺柱焊。
表5-195为推荐的最小的钢和铝的板厚。
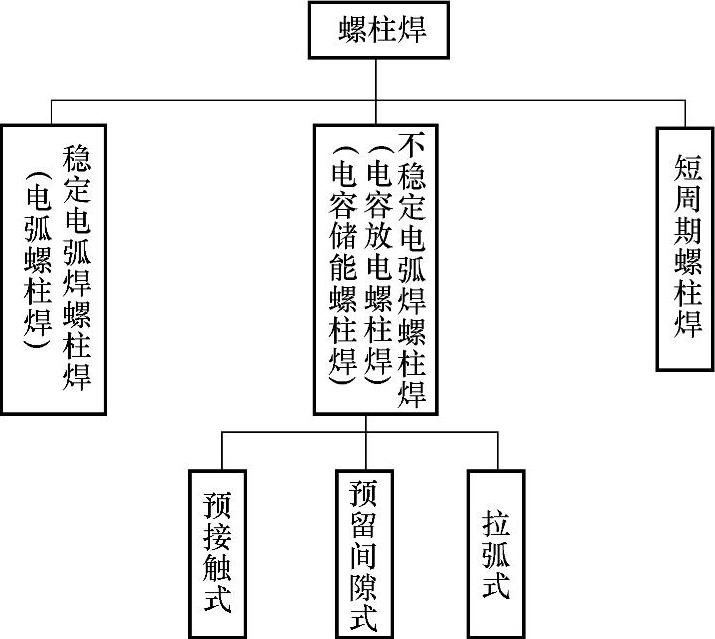
图5-140 螺柱焊的分类(https://www.xing528.com)
表5-195 电弧螺柱焊时推荐的最小的钢和铝板厚 (单位:mm)
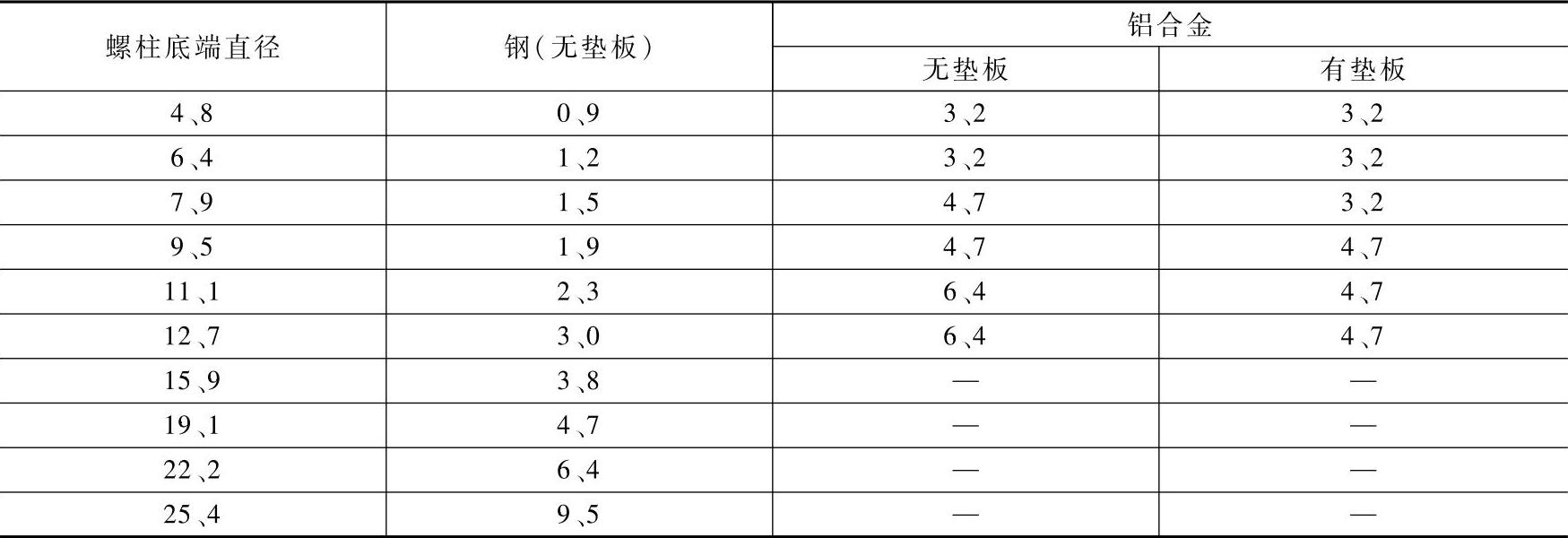
注:加金属垫板是为了防止烧穿。
(2)螺柱直径 电容放电螺柱焊及短周期螺柱焊方法适用直径范围3~10mm,电弧螺柱焊方法适用直径范围为3~25mm。如两种方法均适用时,电容放电螺柱焊主要用于焊接有色金属、异种金属和要求在工件背面不留焊接痕迹的薄板。除此之外,一般都采用电弧螺柱焊方法。
(3)螺柱焊接端的尺寸及形状 对于电弧螺柱焊方法所采用的螺柱,其焊接端的形状为圆形、方形、矩形或其他不规则的形状,而电容放电螺柱焊所用螺柱焊接端的形状则为圆形的,巨对尺寸有一定的要求。
(4)工件被焊处的清洁度 电容放电螺柱焊对工件被焊处的清洁度要求较高。
常见螺柱焊接方法的主要特点见表5-196。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。