



1.焊前准备
(1)接头形式及制备方法 电渣焊的接头形式如图5-128所示。其尺寸见表5-180。电渣焊接头边缘的加工可以采用热切割法,热切割后去除切割面的氧化皮后即可焊接。但低合金钢和中合金钢焊件接缝边缘切割后,切割面应作磁粉探伤,如发现裂纹,要清除补焊后再焊接。
(2)焊件清理 焊件装配之前,必须将接缝的熔合面及其附近清理干净,不应有铁锈、油污和其他杂质存在。对于铸钢件,除了保证接缝清洁外,还应检查焊接处是否有铸造缺陷,如缩孔、疏松和夹渣等。若发现缺陷要铲除及焊补,然后才能进行装配。另外,接缝两侧要保持较平整光滑,必要时可用砂轮磨光或进行机械加工,以使冷却铜块能贴紧工件和顺利滑行。
(3)焊件装配 电渣焊装配如图5-129所示,工件装配间隙按要求而定,一般在20~40mm。装配的实际间隙要比设计值略大,以弥补焊接时的收缩变形。多数情况下设计为不等间隙,即上大下小的楔形。如图5-130所示,工件待焊两边缘间的夹角β一般为1°~2°。电渣焊直缝时,工件错边不应超出2~3mm,错边大时应采用组合式铜滑块,以防止渣池及熔池金属流失。电渣焊环缝时的错边应控制在1mm以内。当工件的厚度差大于10mm时,应把厚板削薄成等厚度或薄板上焊一块板(与厚板等厚度),焊后再去掉。设计间隙和装配间隙见表5-181。另外,对于断面形状复杂的工件,一般把熔合面改为矩形断面后,再进行焊接,如图5-131所示。
表5-179 管极涂料中铁合金材料的配比

(续)


图5-128 电渣焊的接头形式
a)对接接头 b)叠接接头 c)T宇接头 d)斜角接头 e)角接接头 f)双T宇接头
表5-180 电渣焊接头的尺寸
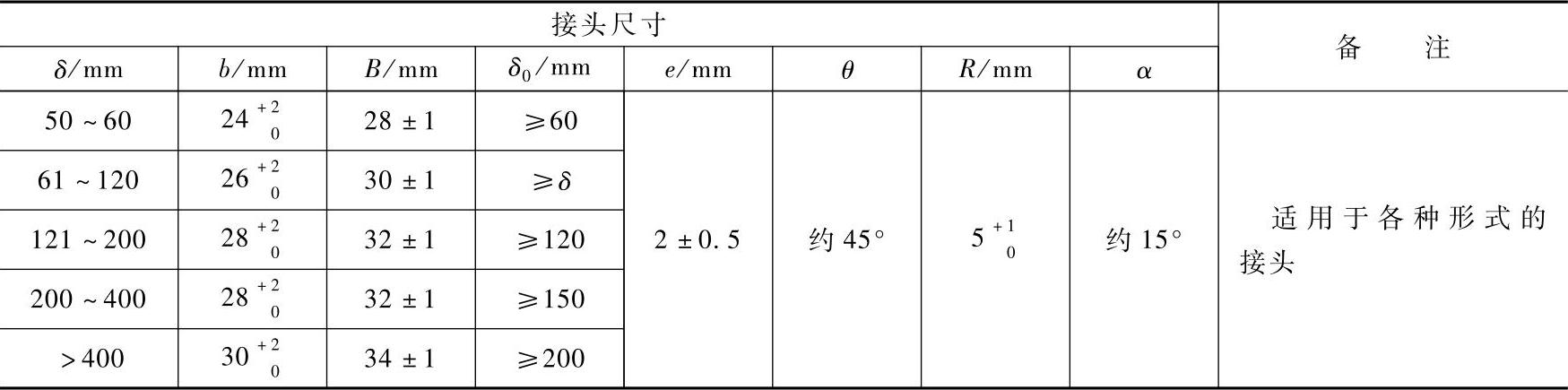
注:β>45°。
表5-181 电渣焊的设计间隙和装配间隙 (单位:mm)

(4)定位焊 采用形定位板定位,定位与工件两端(上下)的距离200~300mm,长焊缝时,中间装若干个形定位板,定位板之间的距离为800~100mm。对于400mm以上厚的工件,定位板的厚度应为50mm。定位板经修正后可继续使用。形定位板可用焊条电弧焊焊接在工件上。定位板材质为Q235。
(5)焊缝成形装置的选择 电渣焊时,为了不使熔渣和液态金属流失,并强制熔池冷却而得到表面成形良好的焊缝,必须采用水冷却铜滑块或固定水冷却铜块等焊缝成形装置。
1)水冷却铜滑块。即内部通有冷却水的铜块,如图5-132所示。多用导热性良好的纯铜板制作,正面做成与焊缝加强高形状相同的成形糟,反面焊有冷却水套,以通水冷却。水冷却铜滑块用于丝极电渣焊,焊接时,铜块贴紧焊缝向上滑动,使液态金属强制凝固成形。

图5-129 电渣焊工件装配
1—工件 2—引出槽 3—引出板

图5-130 立焊缝的装配间隙
a—上端间隙 b—下端间隙
2)固定水冷却铜块。它的构造与水冷却铜滑块相似,内部也是通水冷却,使用时固定在焊缝侧缘,起着强制成形的作用。铜块的长度不宜过长,以免装拆不便及贴不紧工件,通常不应超过1m。当焊缝较长时,可用几块固定水冷却铜块,采取倒换安装的方法,交替使用。这种铜块主要用于熔嘴和板极电渣焊。
(6)电极用量的准备 根据焊件接缝的体积,可以确定电极的用量,即焊丝重量与板极尺寸。每次焊接前所准备的电极材料,必须保证能足够焊完一条焊缝。焊丝如需接头,要事先焊好,并巨接头要牢固和光顺。熔嘴与板极的数量、宽度、厚度,熔嘴中焊丝的根数,可结合焊接电源容量、接缝形状与尺寸等因素考虑。
焊丝与板极的准备比较容易,而熔嘴的制作比较麻烦。一般是将钢管焊在熔嘴板上,并使其外形与焊缝断面相似即可。常用的熔嘴有双丝熔嘴和单丝熔嘴两种,如图5-133所示。
(7)装引弧槽和引出板 直缝丝极电渣焊,工件底部应装有引弧槽,以便在引弧槽内建立渣池。为了保证工件焊缝的质量,引弧槽的高度为150mm,板厚大于60mm,宽度同焊接端面。材质尽量和母材一致。在焊缝结尾处应装有引出板,以便引出渣池和引出易于产生缩孔、裂纹和杂质较多的收弧部分,引出板的高度为100mm,厚度大于80mm,宽度同焊接端面。材质尽量和母材一致。
(8)其他方面的准备
1)根据工件要求确定电极和焊剂的牌号,并选定焊接参数。
2)导电嘴、板极、熔嘴在焊缝中的位置要找准对中,保证焊接过程中位置不偏移,并要放置绝缘块,避免与工件接触而发生短路。
3)应对焊机各部分进行检查调试,水冷却铜块要预先通水试验。

图5-131 非规则断面工件的装配方法
1—工件 2—补板 3—引弧板 4—引出板
4)要有应急措施,如准备适量石棉泥,以便发生漏渣时及时堵塞,不使电渣过程的稳定遭到破坏。
2.焊接参数
电渣焊焊接参数对焊接过程和焊缝质量的稳定性起着决定性的影响。电渣焊的焊接参数很多,主要考虑焊接电流、焊接电压、装配间隙、渣池深度等因素对焊缝成形的影响。其他的焊接参数也很重要,如焊丝(或板极)数量、焊丝给送速度与摆动速度、各焊丝之间距离、焊丝伸出长度、焊丝与滑块距离、焊丝停留时间等。这些参数相互之间都有联系,因此各参数必须恰当地配合,才能确定合理的焊接参数。
(1)焊接参数对焊缝成形的影响 电渣焊的焊缝成形主要以熔宽和熔深来表示,这与焊接接头的质量直接相关。焊接电流、焊接电压、装配间隙、渣池深度等对焊缝熔宽的影响见表5-182。

图5-132 水冷却铜滑块
a)对接焊缝用 b)角焊缝用
表5-182 电渣焊焊接参数对焊缝成形及成分的影响

(2)焊接参数的选择 电渣焊焊接参数主要是根据焊接方法、工件厚度、接头形式、工件金属化学成分、生产经济性等方面来选择,其原则是保证电渣过程稳定和获得质量良好的焊缝,并巨生产率要高。下面以丝极电渣焊为例介绍焊接参数的选择。
1)焊接电流(送丝速度)。焊接电流与送丝速度成正比,它与焊丝直径、焊丝材料、焊丝伸出长度和焊接电压等因素有关。当电流增大时,渣池对流速度加快,母材熔深增大,金属熔池宽度增大,易产生热裂纹。焊接电流一般为480~520A(送丝速度为140~500m/h)。
2)焊接电压。焊接电压增大时,金属熔池宽度增大,金属熔池深度也稍有增大。但电压过高则会破坏电渣过程的稳定性,甚至在渣池表面处产生电弧,造成未焊透。电压过低会导致焊丝与工件的短路,引起渣的飞溅。焊接电压要根据接头形式来确定,一般为43~56V。
3)渣池深度。对金属熔池的宽度影响较大。随着渣池深度的增加,金属熔池的宽度减小,深度也略有减小。焊接过程中渣池的深度是根据送丝速度来决定的。所以要根据送丝速度(电流)来判定渣池的深度,并保持渣池的稳定性。渣池深度一般为40~70mm,见表5-183。

图5-133 熔嘴的构造
a)双丝熔嘴 b)单丝熔嘴
1—定位焊 2—熔嘴板 3—钢管
表5-183 渣池深度的选择

4)装配间隙宽度。当宽度增大时,金属熔池深度基本不变,金属熔池宽度增大。宽度太大则降低生产率,增加成本。宽度过小,导电嘴易与工件边缘接触打弧,焊丝导向困难。装配间隙宽度见表5-181。
5)焊丝直径和伸出长度。丝极电渣焊焊接时,焊丝直径通常为3mm,焊丝伸出长度是指从导电嘴末端到渣池表面之间的焊丝长度,通常为50~70mm。如果保持送丝速度不变,增加焊丝伸出长度,则焊接电流略有下降,金属熔池宽度和深度减少;而形状系数略有增大。焊丝伸出长度过长时,难以保证焊丝在间隙中的准确位置,当伸出长度达到165mm时,应有导向措施。伸出长度过短时,导电嘴易被渣池辐射热所过热而破坏。
6)电极数(焊丝根数)和每根焊丝负担的厚度。当工件厚度不变时,如增加焊丝根数,则电流成正比增大,渣池内析出的功率也增大,焊接速度也相应增大,但由于导入铜滑块和工件热量相对减小。因此,随着焊丝根数增大时,金属熔池的深度和宽度都增大。用一根焊丝和两根焊丝焊接100mm厚的工件时的焊缝宽度对比见表5-184。焊丝根数与工件厚度的关系见表5-185。
表5-184 一根焊丝和两根焊丝电渣焊焊缝宽度对比

表5-185 焊丝根数与工件厚度的关系

7)焊丝摆动参数。焊丝的摆动速度通常为40~80m/h,焊丝在熔池两侧停留时间为3~6s。多丝摆动焊时,焊丝的间距t可由下式确定。
t=(δ+a2-2a)/n (5-6)
a1=t-a2
式中 δ——焊件厚度,mm;
a——焊丝到焊件边缘的距离,mm;
a1——焊丝摆动幅度,mm;
a2——焊丝未摆过距离,mm。
a的大小与成形装置的槽深有关,槽深2~3mm时,a为4~7mm;槽深为10mm时,a为0~2mm。a2的值通常为15~25mm(见图5-134)。
8)焊接速度。一般低碳钢为0.7~1.2m/h,中碳钢和低合金钢为0.3~0.7m/h。各种电渣焊方法主要焊接参数见表5-186。
3.直缝丝极电渣焊工艺
(1)焊前准备

图5-134 多丝摆动焊时焊丝位置
1)工件毛坯材料的化学成分与力学性能应符合技术条件,并根据材料的要求确定采用的焊丝和焊剂牌号。
2)装配前对接缝进行清理,焊接断面及接缝两侧70mm范围内应加工平整。
3)工件按规定的间隙和反变形量在焊接平台或胎架上进行装配。为了控制工件变形,要正确选定 定位板的位置和数量。
定位板的位置和数量。
4)安装引弧槽和引出板。引弧底板最好具有一定斜度,便于建立渣池。
表5-186 电渣焊焊接参数

①0.4~1.5及0.8~1.2为电流密度值,单位为A/mm2。
5)如工件需要预热,则按规定温度在焊前进行。
6)计算焊丝用量。每盘内的焊丝量能一次焊完接缝。
7)选定焊接参数,并检查与调整电源系统、焊机系统及水冷却系统,确定焊机与工件的相对位置,以保证焊接过程的正常进行。
(2)焊接过程 电渣焊焊接过程分为建立渣池、正常焊接和焊缝收弧三个阶段。
1)建立渣池。可利用固态导电焊剂“HJ170”或利用电弧来熔化焊剂。如果利用导电焊剂建立渣池,刚开始时只要使焊丝与焊剂接触形成导电回路,由于电阻热的作用使固态导电焊剂熔化建立渣池,然后就可加入正常焊接用的焊剂。如果利用电弧建立渣池,可先在引弧槽内放入少量铁屑并洒上一层焊剂,引弧后靠电弧热使焊剂熔化建立渣池。待渣池达到一定深度、电渣过程稳定后即可开动机头进行正常焊接。
2)正常焊接。正常焊接阶段应保持焊接参数稳定在预定值。要保持焊丝在间隙中的正确位置,并定期检测渣池深度,均匀地添加焊剂。要防止产生漏渣偏水现象,当发生漏渣而使渣池变浅后应降低送丝速度迅速逐步加入适量焊剂以维持电渣过程的稳定进行。
3)焊缝收尾。在收尾时,可采用断续送丝或逐渐减小送丝速度和焊接电压的方法来防止缩孔的形成和火口裂纹的产生。焊接结束时不要立即把渣池放掉,以免产生裂纹。焊后应及时切除引出部分和 形定位板,以免引出部分产生的裂纹扩展到焊缝上。
形定位板,以免引出部分产生的裂纹扩展到焊缝上。
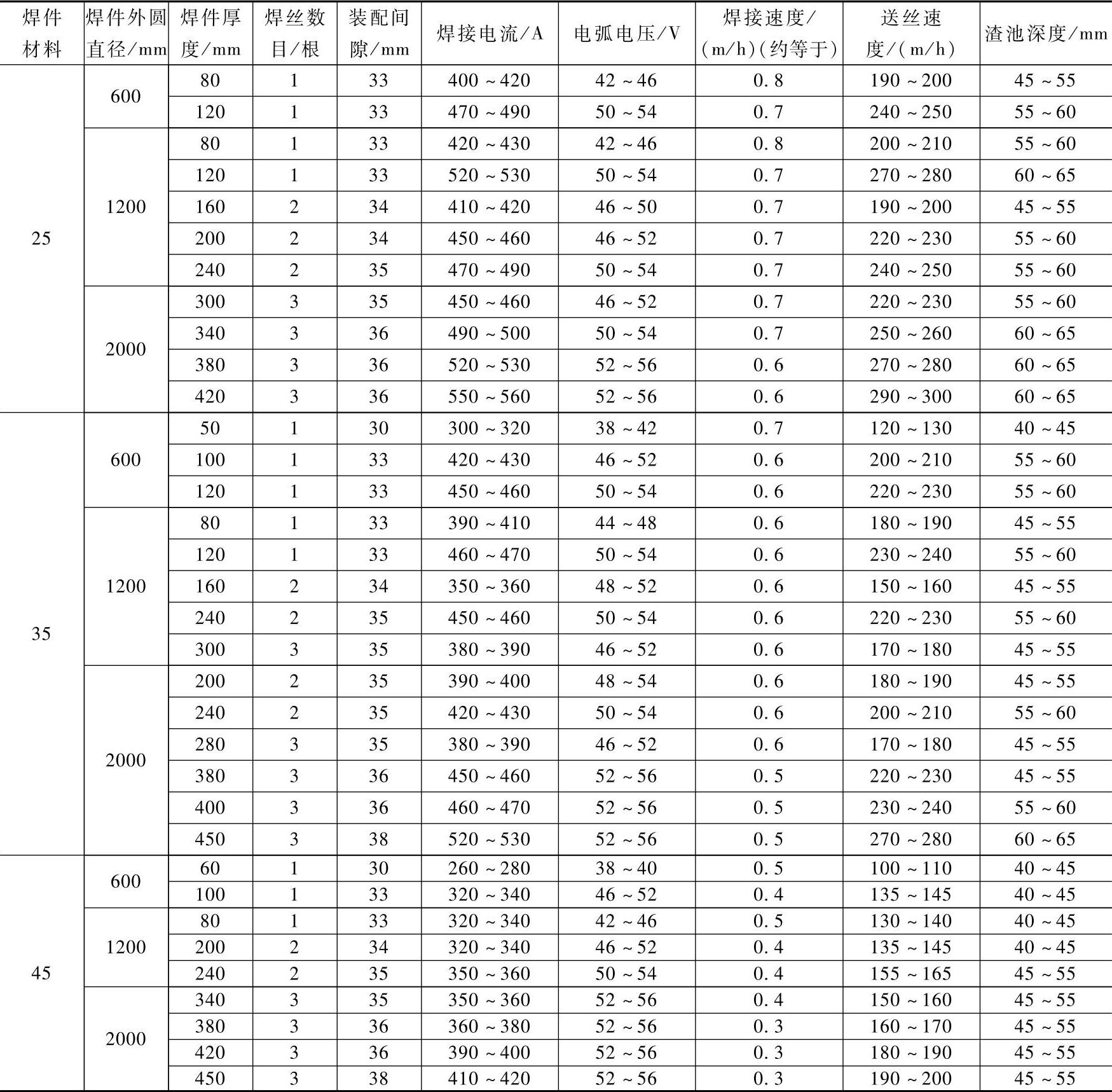
直焊缝丝极电渣焊焊接参数见表5-187。
表5-187 直焊缝丝极电渣焊的焊接参数

(续)

注:焊丝直径为3mm,接头形式为对接接头。
4.环缝丝极电渣焊焊接工艺
环缝电渣焊的构件有压机工作缸、压机柱塞、卷筒、各种罐体或空心轴类等(现统称为筒体)。
(1)筒体装配(https://www.xing528.com)
1)根据工件情况可立装,也可躺装。
2)用间隙垫可控制装配间隙,可三点式也可四点式,考虑到环缝电渣焊的角变形,最小间隙和最大间隙差一般可控制在4mm,平均间隙见表5-188。
表5-188 筒体装配平均间隙 (单位:mm)

3)引弧槽为斗式,如图5-135所示。引弧槽上的挡铁在引弧造渣过程中逐个装接,直至建立正常渣池,引弧位置应选在最小间隙附近。
4)整个筒体在滚轮上装配,滚轮宜采用可驱动式,如不可驱动,则应另附驱动装置。筒体在滚轮上调整到圆心角为90°。筒体在滚轮上试运行一周,轴向窜动应<5mm。
5)筒体连接可用 形定位板,也可用间隙垫。采用
形定位板,也可用间隙垫。采用 形定位板,通常用4块连接;采用间隙垫,其尺寸应为100mm×40mm,焊脚尺寸应大于15mm,一般在筒体质量小于30t时使用。
形定位板,通常用4块连接;采用间隙垫,其尺寸应为100mm×40mm,焊脚尺寸应大于15mm,一般在筒体质量小于30t时使用。
6)对于刚度大、裂纹倾向严重的工件应采用预热组装。
7)其他焊前准备基本上和直焊缝丝极电渣焊相同。
(2)焊接

图5-135 斗式引弧槽示意图
1)引弧造渣。首先装好内(外)滑块,引弧从靠近内(外)径开始,引弧电压应比焊接电压高2V,随渣池的扩大,开始摆动焊丝并送入第二根焊丝,随筒体的旋转,渣池扩大,逐个装接引弧挡铁,依次送入第三根焊丝,最后完成造渣过程。
2)正常焊接。在正常焊接过程中,要保持焊接参数的稳定和渣池的稳定。在工件转动时,应适时割掉间隙垫(或 形定位板),当焊至1/4环缝时,开始切除引弧槽及附近未焊部分。切割表面凹凸不平度应在±2mm范围内,并要将残渣及氧化皮清理干净。气割工件按样板进行,气割结束后立即装焊预制好的引出板。如发生焊接过程中断,也应控制筒体收缩变形,并采用适当的方式重新建立电渣过程。
形定位板),当焊至1/4环缝时,开始切除引弧槽及附近未焊部分。切割表面凹凸不平度应在±2mm范围内,并要将残渣及氧化皮清理干净。气割工件按样板进行,气割结束后立即装焊预制好的引出板。如发生焊接过程中断,也应控制筒体收缩变形,并采用适当的方式重新建立电渣过程。
3)焊接收尾。当切割线转至和水平轴线垂直时,即停止转动,此时靠焊机上升机构焊直缝,逐个在引出板外侧加条状挡铁。这一阶段电压应提高1~2V,靠近内径焊丝尽量接近切割线,控制在6~10mm,为防止裂纹,宜适当减小焊接电流,当焊出工件之后即可减小送丝速度和焊接电压,焊接结束后,待引出板冷至200~300℃时,即可割掉引出板。
采用一根焊丝,平均装配间隙为33mm,环焊缝丝极电渣焊焊接参数见表5-189。
5.板极电渣焊焊接工艺
(1)装配间隙 板极与工件被焊面之间的距离一般为8~10mm。工件装配间隙一般为28~40mm。
(2)板极规格
1)板极厚度。一般为8~16mm。
2)板极宽度。可按下式计算:

式中 B——板极宽度,mm;
δ——工件厚度,mm;
a——板极边缘凸出工件表面,如凹入工件表面则为负值,mm;
L——板极间的距离一般为8~13mm;
n——板极数目。工件厚度≤200mm时,通常用单板极;工件厚度>200mm时,可用多板极。
3)板极长度。一般大于焊缝长度的3偌。可按板极夹持长度与填满焊缝所需板极长度来计算,夹持长度基本是固定的,而填满焊缝所需要的板极长度L可通过下式计算:

式中 c——装配间隙,mm;
Lf——焊缝长度,mm;
L0——引弧板和引出板高度之和,mm;
s——板极厚度,mm。
(3)焊接参数
1)板极焊接电流密度。一般采用0.4~0.8A/mm2,工件厚度小时,可增至1.2~1.5A/mm2。
2)焊接电压。一般为30~40V。
3)板极送进速度。可取1.2~3.5m/h。
4)渣池深度。一般为25~35mm。
(4)板极电渣焊的焊接对象 常被用来焊接铜、铝、钛、耐蚀钢和高温钢等。焊接铝时采用特殊配制的电渣焊焊剂,见表5-190;铝板板极电渣焊焊接参数见表5-191。
表5-189 环焊缝丝极电渣焊的焊接参数
注:焊丝直径为3mm。
表5-190 铝板电渣焊用焊剂配方 (质量分数,%)

表5-191 铝板板极电渣焊的焊接参数

注:焊接过程中为补充焊剂损耗,保证渣池深度不变,应不断添加相应量的焊剂。
6.熔嘴电渣焊焊接工艺
(1)熔嘴制造 熔嘴的结构如图5-136所示。熔嘴是由板条和导丝管组焊而成。熔嘴是焊缝的填充金属,其材料应根据工件金属化学成分和焊丝一起综合考虑。例如焊接20Mn2SiMo钢时,选用H10Mn2焊丝,熔嘴板则选用15Mn2SiMo钢种。
熔嘴板厚度一般为装配间隙的30%左右,而熔嘴板的宽度和数量则由焊缝厚度来确定。所用熔嘴板的截面不能过大,否则,要增加焊接电源的功率。
在焊接过程中,渣池内焊丝端头的温度高于熔嘴端头的其他部分,所以焊丝附近的熔宽较大,为保证焊缝熔宽均匀一致,必须严格控制焊丝之间的距离。双丝熔嘴的丝距比,按下式计算:
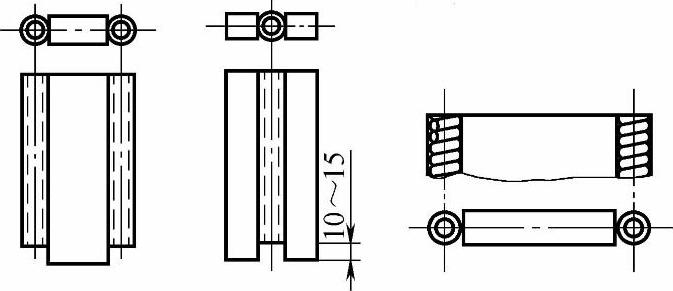
图5-136 熔嘴结构示意图

式中 A——熔嘴板两侧焊丝导向管中心之间的间距,mm;
B——两相邻熔嘴焊丝导向管中心之间的间距,mm。
根据经验,双丝熔嘴的间距B,一般为40~80mm;单熔嘴的焊丝间距一般不宜超过170mm。
(2)焊前准备 熔嘴电渣焊的焊前准备与丝极电渣焊基本相同,还应注意下面几点:
1)熔嘴形状及位置。对于厚度小于300mm的焊件,多采用单熔嘴,其在接头间隙中的位置如图5-137所示。

图5-137 单熔嘴形状和尺寸及其在接头间隙中的位置
a)对接接头中的双丝熔嘴 b)对接接头中的三丝熔嘴 c)T形接头中的双丝熔嘴 d)角接接头中的双丝熔嘴
各种接头电渣焊单熔嘴尺寸及位置见表5-192。对于厚度大于300mm的焊件,一般采用多熔嘴。
2)放置绝缘块。为防止熔嘴偏离焊缝间隙中心或与工件短路,焊前必须在熔嘴与工件之间放置绝缘块。绝缘块材料有熔化和不熔化的两种,熔化的绝缘块采用玻璃纤维制作,焊接时随熔嘴一起熔入渣池。不熔化的绝缘块采用耐高温的水泥石棉板或层压板制作,绝缘板条应能随熔池上升而自由向上移动,当熔嘴板熔化到较短时,可将绝缘板条抽出。
表5-192 各种接头电渣焊单熔嘴尺寸及位置

3)采用固定式水冷却成形板。熔嘴电渣焊一般采用固定式水冷却成形板,高度为200~300mm,以便于观察焊接过程和测量渣池深度。焊接长接缝时,每边可采用两块水冷却成形板交替使用。
4)装配。装配用 形定位板,定位板间距800~1000mm。装配间隙28~35mm,要预留反变形。熔嘴装于间隙中间(角接缝偏于厚板一侧),并把熔嘴固定在夹持机构上,注意防止熔嘴和工件短路。为便于观察焊接过程和测量渣池深度,滑块高度应为200~300mm。
(3)焊接过程 熔嘴电渣焊过程与丝极电渣焊基本相同,但在大断面工件或变断面工件焊接时,还应注意下面的问题:
1)大断面工件的焊接 大断面工件采用多熔嘴焊接时,由于工件导热快,渣池体积又大,因此建立渣池比较困难,一般是先从两边的焊丝开始引弧。为有利于建立渣池,引弧底板最好做成阶梯形或斜坡形,如图5-138所示。这样能使两边的熔渣很快地聚集而形成渣池,待熔渣逐渐向中间汇流时,再将中间的焊丝依次给送。
2)变断面工件的焊接。由于变断面工件的焊缝断面不断变化,因此渣池体积、熔池表面积、熔嘴的横截面、单根焊丝所焊的板厚等也相应变化。在焊接过程中,焊接参数为适应变化的需要,应随时相应地调节。总之,随着工件断面厚度的改变,焊接时的渣池深度、焊接电压及电极的电流密度应保特不变。
焊缝收尾时焊接电压应降低,填满熔池,以防止产生裂纹,焊接工件结束后,适时割掉引弧槽和引出板。
常用的熔嘴电渣焊参数参考数据列于表5-193。
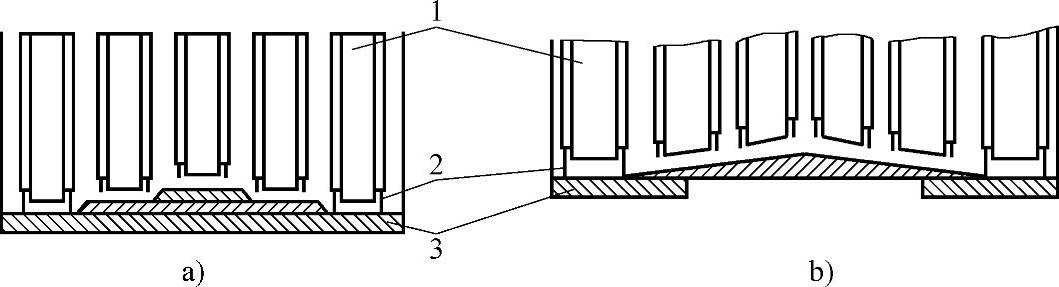
图5-138 多熔嘴电渣焊引弧造渣法
a)阶梯形底板 b)斜坡形底板
1—熔嘴 2—焊丝 3—引弧底板
7.管状熔嘴电渣焊工艺
(1)焊前准备 管状熔嘴电渣焊的焊前准备与板极熔嘴电渣焊基本相同,由于采用管状熔嘴作电极,因此还应注意下面的问题:
1)管状焊条。管状熔嘴可采用特500型管状焊条。特500型是锰型药皮的管状熔嘴电渣焊用的特制焊条,它是由空心的钢管(10、15、20号无缝钢管),外涂造渣剂及铁合金而成,管内可通3mm直径的焊丝。特500型管状焊条适用低碳钢及相应强度等级的低合金高强度钢,如Q345等。
2)安装导电装置 管状熔嘴电渣焊焊接长接缝时,一方面电压降大,另一方面管状熔嘴所产生的电阻热很大,严重时会使管子熔断,造成焊接过程中断。因此在焊长接缝时,熔嘴上要装置几个导电点,以减小电压降和电阻热。导电装置的结构如图5-139所示。
导电装置用纯铜板制成,在其外面包上一层绝缘层(可用玻璃纤维),用螺钉撑脚压紧在管状熔嘴上(接触处去除药皮)。当管状熔嘴熔化至导电装置时,将螺钉撑脚扳掉,导电装置即可拆下。
(2)焊接过程 焊前先在引弧板上放些固态导电焊剂(TiO250%,Al2O350%),然后将焊丝与其接触通电,利用电弧热来熔化焊剂,同时陆续加入电渣焊用的焊剂,以使渣池深度达到一定的范围。焊接开始时,焊接电压要高些,通常保持在48~50V。为了确保焊缝始段的充分熔透,焊丝给送速度要慢些,可采用200m/h。当渣池接近工件时,逐步调整焊接参数而转入正常焊接。
表5-193 熔嘴电渣焊的焊接参数

注:焊丝直径为3mm,熔嘴板厚10mm,熔嘴管尺寸为ф10×2mm。
在正常焊接过程中,应注意焊接电压的变化,随着管状熔嘴的熔化,要相应地减小焊接电压,否则易造成焊缝熔宽不均匀。渣池应保持在40~70mm深。并巨不宜一次加入过多的焊剂,因渣池较小,以致渣池温度显著下降,而造成焊缝未焊透等缺陷。
焊缝收尾时与丝极电渣焊一样,焊接电压也应适当减小,以免熔宽过大。同时要断续给送焊丝,以填满“弧坑”。
管状熔嘴电渣焊由于多焊接厚度较小的工件,同时采用较高的焊接速度,金属熔池冷却速度又快,故焊缝过热区较小。另外在管状焊条的药皮中加入一定数量的钛铁,可使焊缝晶粒细化,因此,对焊接30~40mm厚的板材,焊后可以不进行热处理,其力学性能能达到要求。
现将常用的管状熔嘴电渣焊焊接参数参考数据列于表5-194。
图5-139 导电装置的结构
1—弓形架 2—压紧螺钉 3—导电极 4—工件 5—管状熔嘴 6—绝缘架
表5-194 管状熔嘴电渣焊的焊接参数
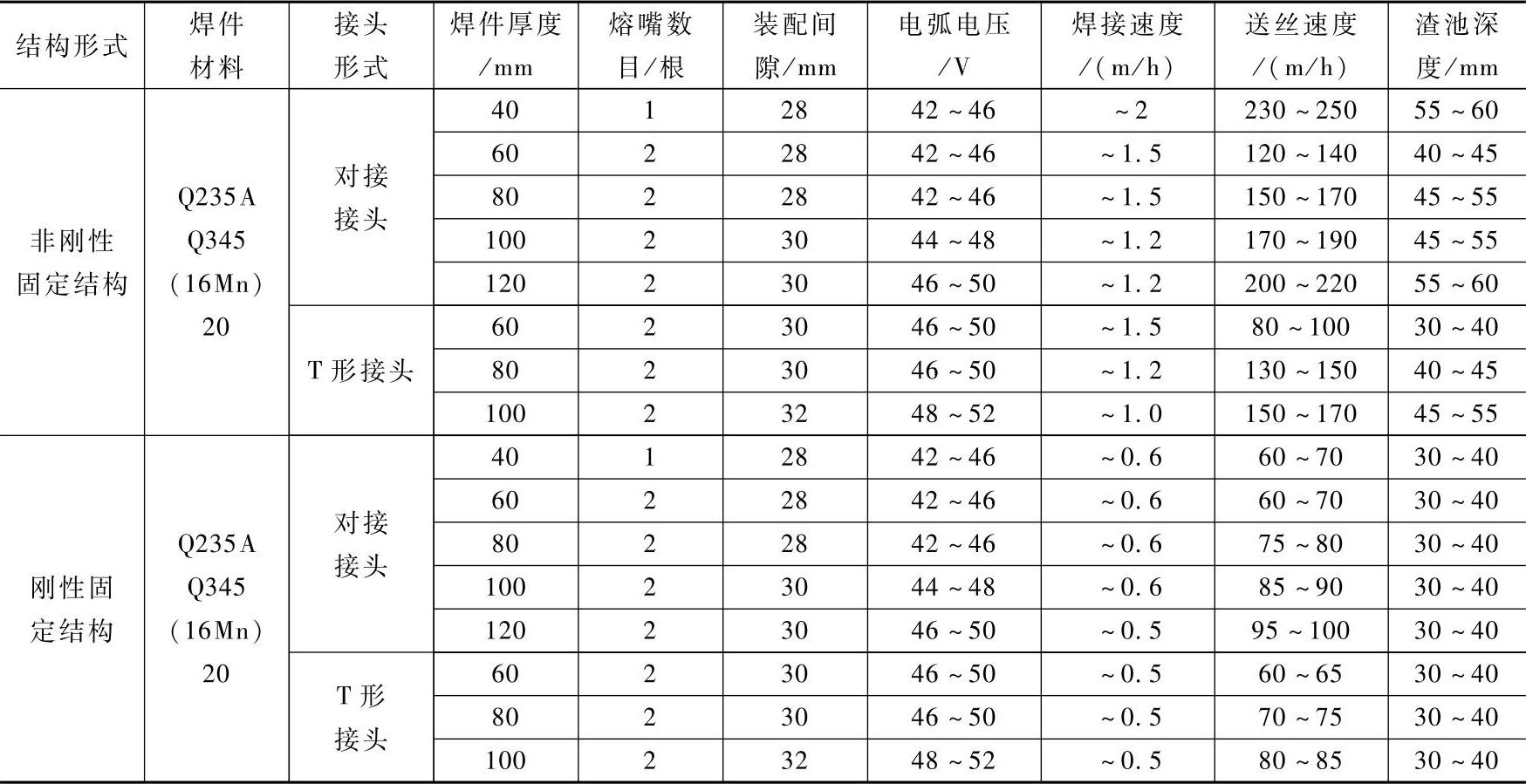
注:管状采用无缝钢管,尺寸为ф12mm×3mm或ф14mm×4mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。