



1.电极材料
(1)焊丝 电渣焊用焊丝目前尚无统一的国家标准,只能从焊缝金属的化学成分和力学性能及焊缝质量等方面进行选择。当焊接碳的质量分数小于0.18%的低碳钢时,一般采用H08A、H08MnA作为电极材料;当焊接碳的质量分数在0.18%~0.45%的碳钢及低合金钢时,可选择H08MnMoA、H10Mn2等作为电极。电极直径一般为2.4mm或3.2mm。部分常用钢材的电渣焊焊丝选用见表5-176。
(2)板极和熔嘴板 板极和熔嘴板一般选用与母材相同成分的材料或它们的边料作电极材料。在焊接低碳钢、低合金钢时,通常选用Q295(09Mn2)钢板作为板极或熔嘴板。板极长度一般大于焊缝长度的3偌。熔嘴板厚度一般为10mm,熔嘴管通常是20钢无缝钢管,尺寸为ф10mm×2mm。板极尺寸及熔嘴板宽度应按照焊接接头的形状及焊接工艺的要求确定。
(3)管极 管极电渣焊的电极是管状焊条。它由焊芯和药皮组成,焊芯通常是10钢、15钢或20钢冷拨无缝钢管。根据焊接接头形状及尺寸,可选用ф12mm×3mm、ф12mm×4mm、ф14mm×2mm、ф14mm×3mm等型号的无缝钢管。
焊芯起导电和填充金属的作用,无缝钢管主要是在管内输进焊丝作为填充金属。
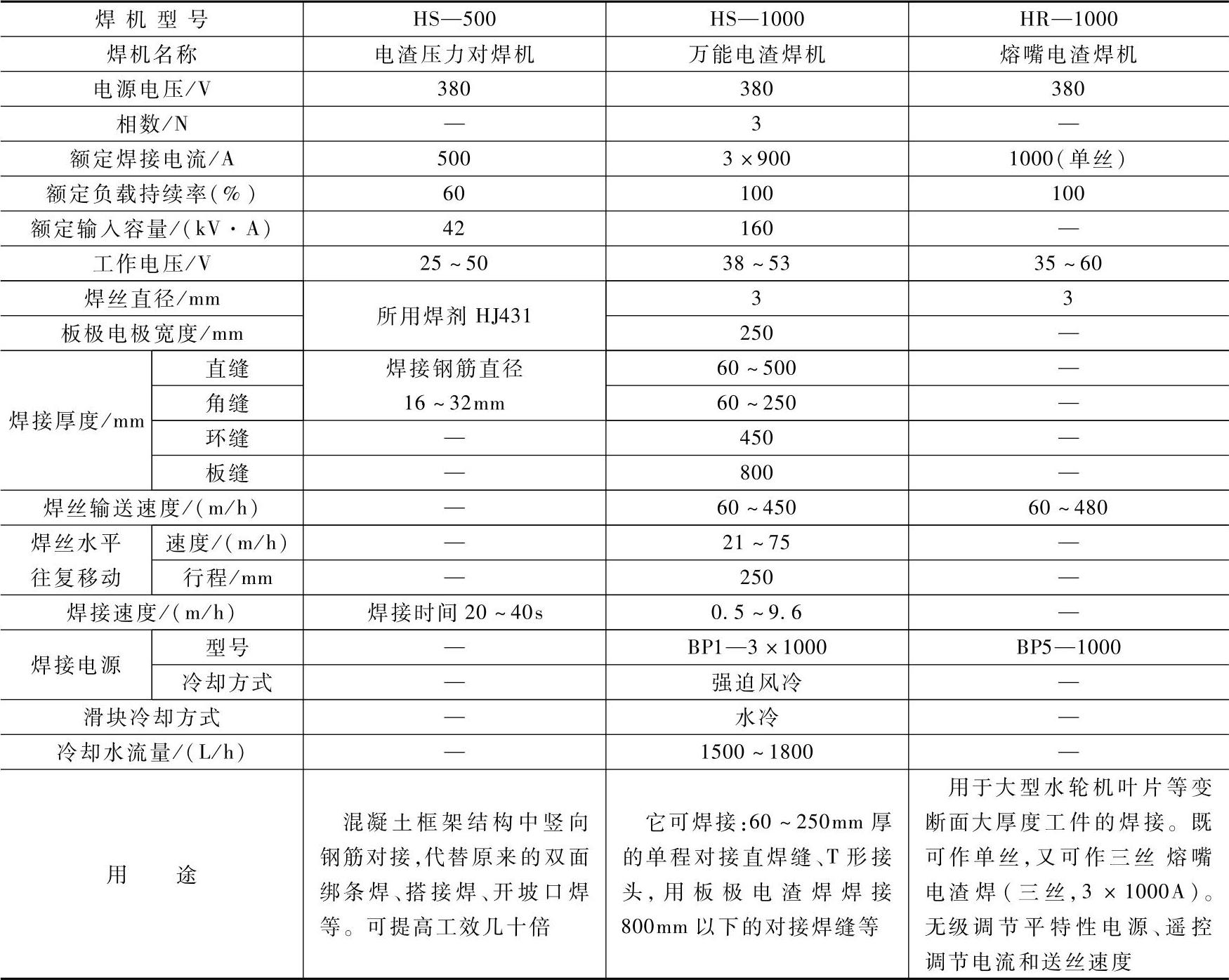
表5-175 电渣焊机的型号及技术数据
2.焊剂
(1)对焊剂的要求
1)熔渣的电导率应在合适的范围。熔渣的电导率影响到焊接区内热输入的高低,影响到熔透深度的大小。电导率太低会导致焊接过程无法进行,太高又可能在焊丝与熔渣之间引燃电弧而破坏电渣焊过程。
2)熔渣的黏度应在一定的范围。对于采用铜滑块的电渣焊,流动性过大(黏度太小)的熔渣容易从工件与滑块间的间隙中流失,熔化金属也会流出,导致焊接过程中断;如果熔渣的黏度过大,则会把铜滑块从工件表面上推开,并在焊缝边缘处形成咬边。
3)焊剂的蒸发温度。不同用途的焊剂其组成是不同的。熔渣开始蒸发的温度取决于熔渣中最易蒸发的成分。Si、Ti、Al、Na和K的氟化物的沸点最低,它们将降低熔渣开始蒸发的温度,产生电弧的可能性增大,易降低电渣过程的稳定性并形成飞溅。
4)其他要求。脱渣性要好,要能防止在焊接中形成气孔、夹杂和热裂纹,在使用过程中不应对人体产生危害。另外,应便于制造和降低成本。(https://www.xing528.com)
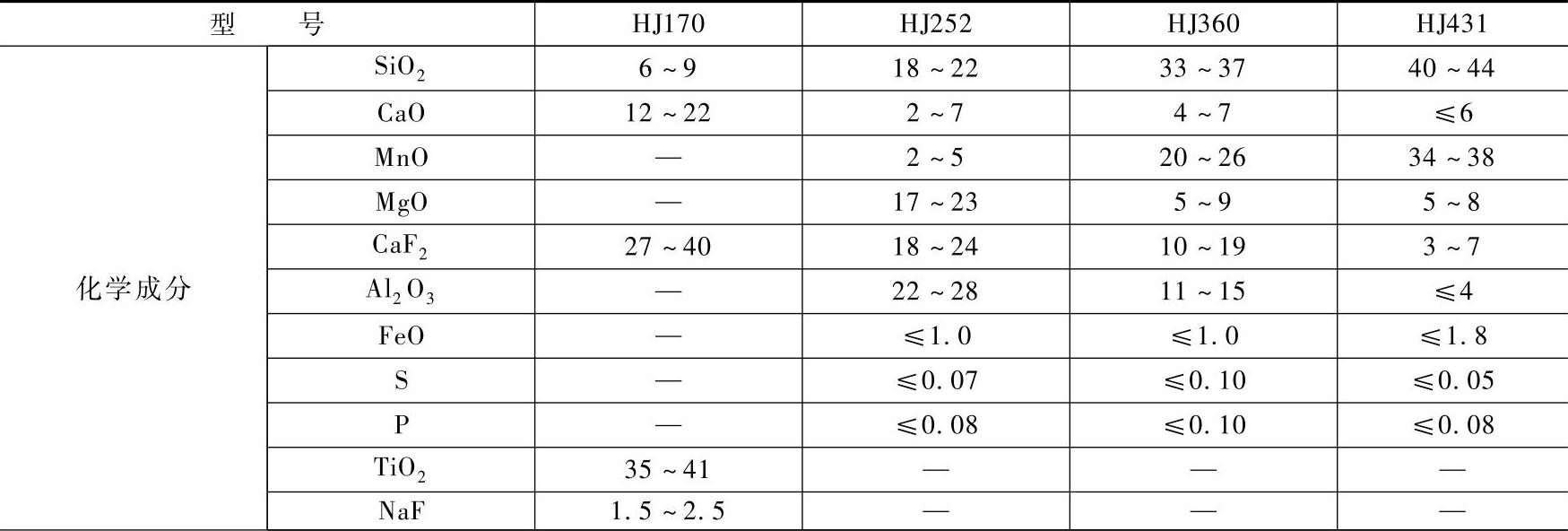
(2)常的电渣焊焊剂 常用的电渣焊焊剂的型号、化学成分和用途见表5-177。
表5-176 部分常用材料电渣焊焊剂与焊丝的选用
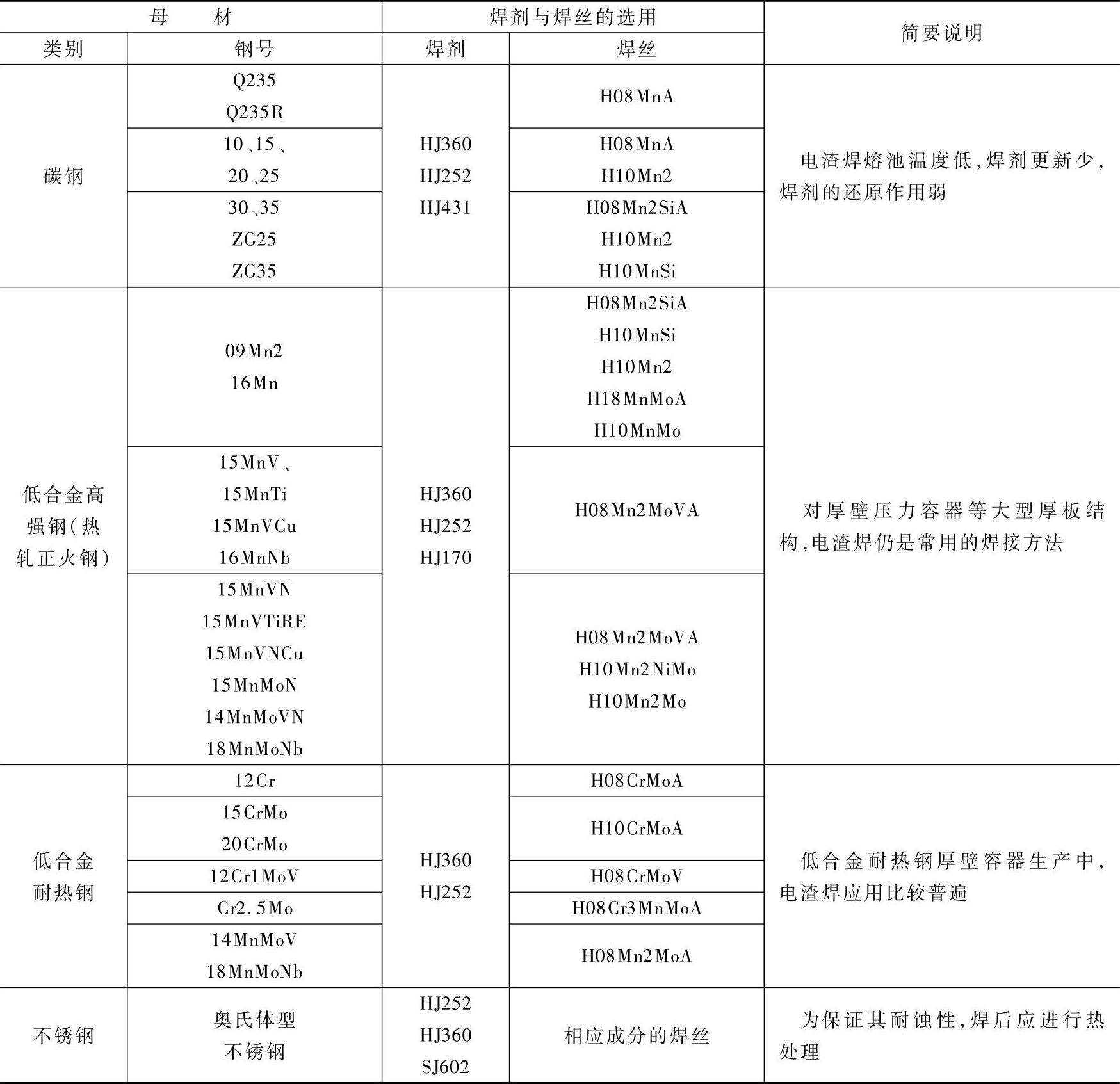
表5-177 常用电渣焊焊剂的型号及化学成分 (质量分数,%)
(续)

3.管极涂料
管状焊条的外表是2~3mm厚的管极涂料。管极涂料的配方见表5-178。
表5-178 管极涂料配方

管状焊条的制造方法可以用机械压涂,也可以采用手工涂制。要求管极涂料与钢管应具有良好的粘着力,焊接过程中钢管受热时药皮不应脱落。此外,为了细化晶粒,提高焊缝金属的力学性能,在管极涂料中可适当加入锰、硅、钼、钛、钒等合金元素。加入量可根据焊件的材质及采用的焊丝成分而定。管极涂料中铁合金材料的配比见表5-179。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。