



1.各种电渣焊设备的组成
各种电渣焊设备的组成及要求见表5-171。
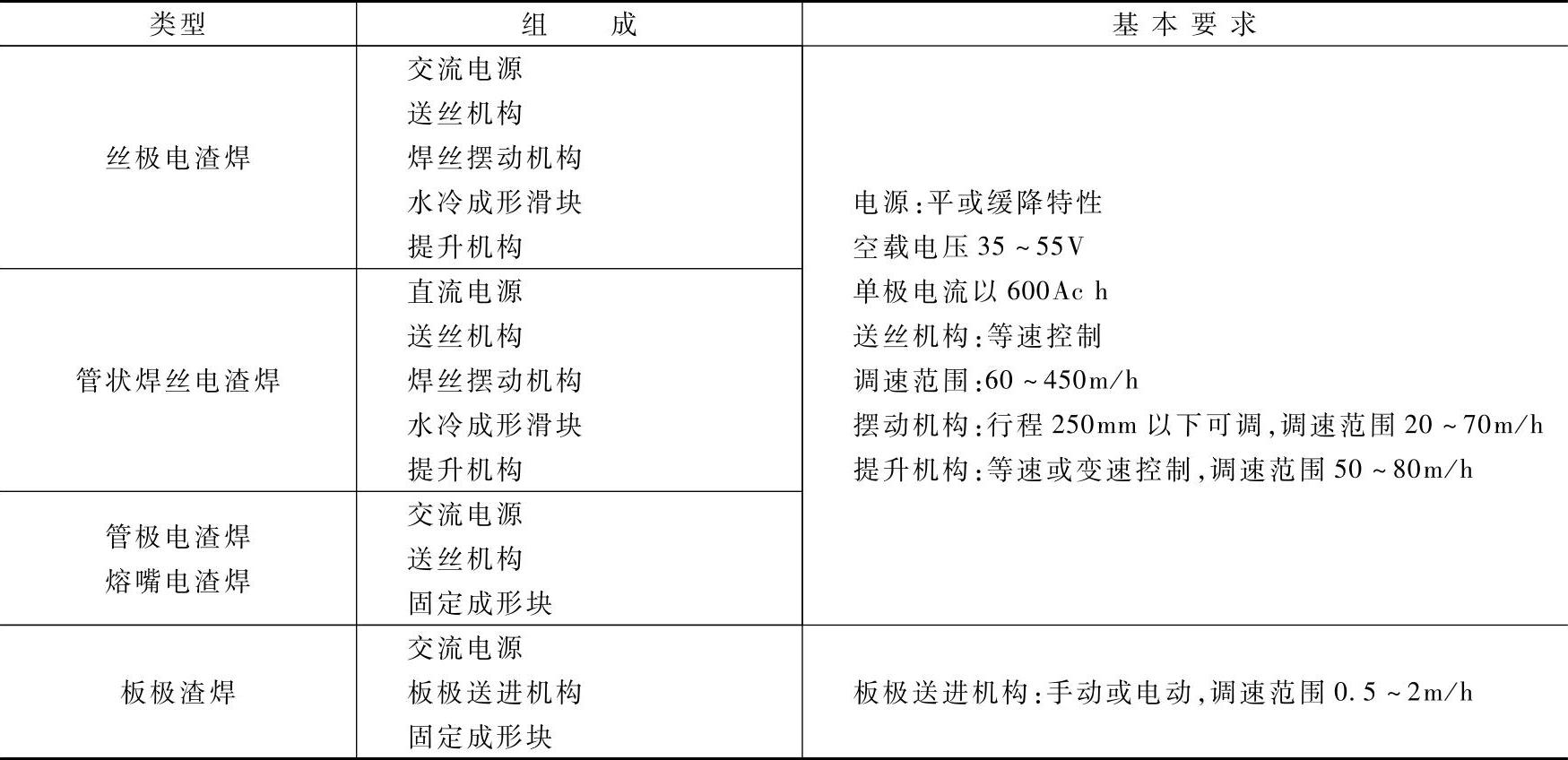
表5-171 电渣焊设备的组成及要求
2.对电渣焊焊接电源的要求
对电渣焊焊接电源的要求如下:
1)电源种类。一般采用三相单相变压器交流焊接电源。工件厚度较小时,可采用硅弧焊整流器或晶闸管弧焊整流器直流焊接电源,巨电源较稳定。
2)电源的外特性。采用平特性和下降特性的焊接电源,一般用平特性电源。
3)电源空载电压。要维持电渣过程稳定不需要高的空载电压,平特性电源在电网电压波动时波动较小。保持焊接电压的稳定是电渣焊获得质量可靠焊缝的重要条件。
4)送丝方式。等速送丝配合平特性电源,调节焊接参数比较方便,改变送丝速度即可改变焊接电流,调节空载电压可改变焊接电压。
3.电渣焊机的类型与组成
电渣焊机是利用电流通过液态熔渣所产生的电阻热使电极和工件熔化进行焊接的设备。电渣焊机主要由机体、电源、强迫成形装置和控制装置等部分组成。电渣焊适用于在垂直位置或接近垂直位置焊接大厚度工件,热效率高达80%。
(1)电渣焊机的类型 电渣焊机按电极形状分为四类,见表5-172。
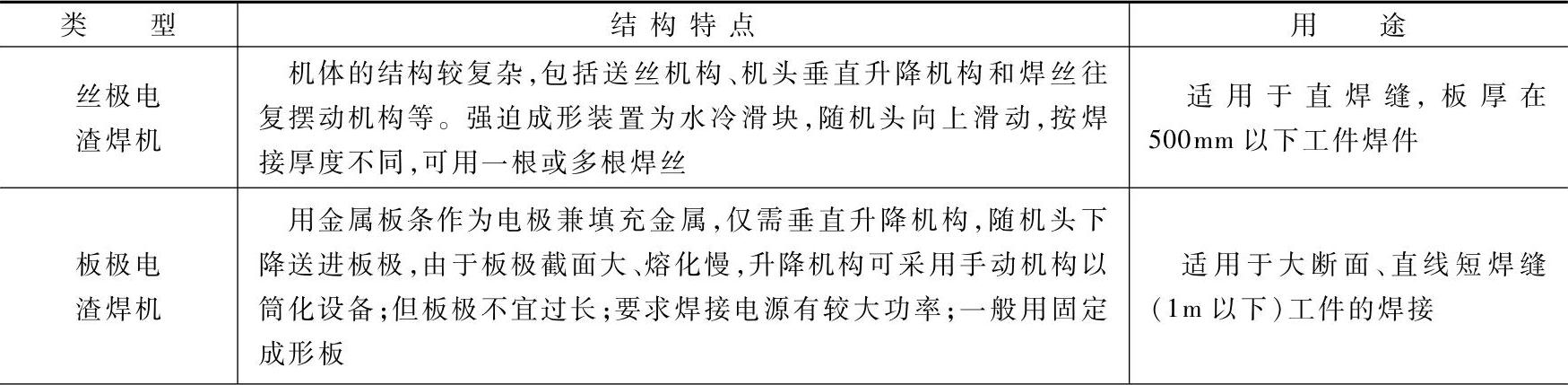
表5-172 电渣焊机的类型
(续)

注:电渣焊机常制成多用式、变换某些部件即可适应不同的焊接要求。
(2)电渣焊机的组成
1)HS—1000型电渣焊机,又称万能电渣焊机,是一种导轨型焊机,它适用于丝极和板极电渣焊。
HS—1000型电渣焊机的外形如图5-123所示。它主要由自动焊机头、导轨、焊丝盘、控制箱等组成,并配有焊接不同焊缝形式的附加零件。焊接电源采用BP1—3X100型焊接变压器。
①电渣焊机头。包括送丝机构、摆动机构及提升机构、强制成形装置及操作盘等。
a.送丝机构。与熔化极电弧焊使用的送丝机构类似。送丝速度可以均匀无级调节,平特性电源应为等速送丝系统。送丝机构对ф3mm焊丝应能保证送丝速度60~480m/h进行无级调速。
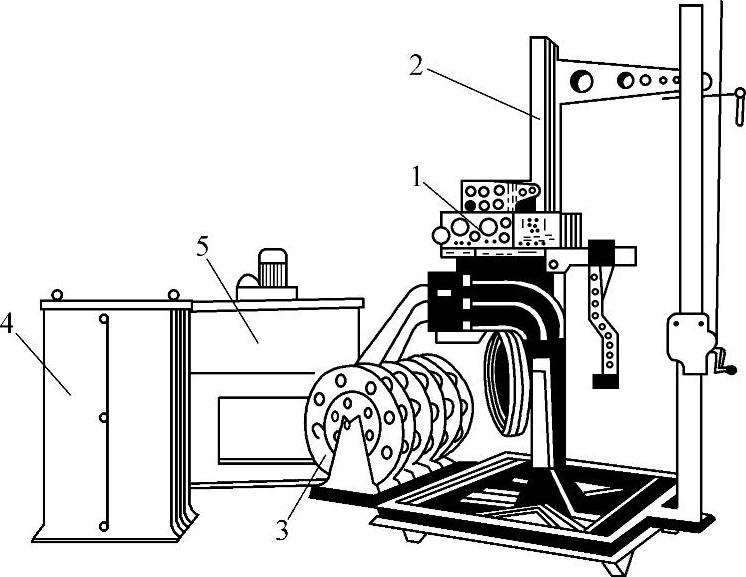
图5-123 HS—1000型电渣焊机
1—自动焊机头 2—导轨 3—焊丝盘 4—控制箱 5—BP1—3×1000型焊接变压器
b.摆动机构。摆动机构的作用是扩大单根焊丝所焊的工件厚度、摆动距离(即行程),摆动速度及摆动到端点处的停留时间应能控制和调节。摆动距离最大为250mm,摆动速度为21~75m/h,停留时间为0~6s。由于摆动幅度较大,一般采用电动机正反转驱动方式、限位开关换向。
c.提升机构。提升机构可以是齿条导轨式,也可以是弹簧夹持式:借助调换齿轮改变直流电机转速来控制焊接速度,使焊接速度在0.5~9.6m/h进行无级调速。如在空车时机头升降速度可达50~80m/h。
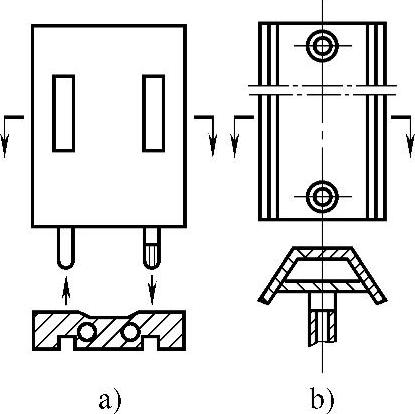
图5-124 焊缝成形装置
a)对接焊用成形滑块 b)T形接头角焊缝用成形板
d.强制成形装置。为了在电渣焊时不使渣池和熔池流失,并能使电渣过程顺利进行,必须在焊缝两侧设置强制成形装置。其形式有成形滑块(主要适用于丝极电渣焊)、固定滑块(适用于板极和熔嘴电渣焊)和密封侧板(适用于板极、熔嘴电渣焊的短焊缝)。焊缝成形装置一般用纯铜制成,有空腔可通冷却水。移动式成形滑块有整体式和组合式两种,可随焊机移动,用于丝极电渣焊;固定式成形板用于熔嘴电渣焊、板极电渣焊等,如图5-124所示。(https://www.xing528.com)
e.操纵盘的上面装有完成焊接动作和调节焊接参数的操纵按钮和转换开关等。
②导轨。它通常固定在专用架上,导轨上装有链条,与机头升降机构的链轮啮合,使机头可以沿导轨上下运动。
③焊丝盘。焊机备有三只单独的开启式焊丝盘,焊接时必须保证焊丝连续给送,使焊接过程正常进行。
④控制箱。除机头操纵盘上的操纵按钮外,其他的电器和开关设备等都装在单独的控制箱内。
⑤电控系统。电渣焊机的电控系统有控制送丝系统,摆动距离及摆动速度和停留时间,提升机械垂直运动等部分。
a.电渣焊上升速度的控制。上升速度是电渣焊过程控制中最重要的控制量。常用的上升速度控制方法、原理及应用特点见表5-173。
表5-173 电渣焊上升速度的控制方法

b.电渣焊熔池液面高度的自动检测。在电渣焊过程中熔池液面高度的检测是很重要的,将检测到的熔池液面高度信号,转换成电信号进行放大处理后来控制上升速度或晶闸管、晶体管放大电路的放大以后可以控制上升速度,保证获得优质的电渣焊焊接接头。熔池液面自动检测方法见表5-174。检查方法如图5-125所示。
表5-174 电渣焊熔池液面高度自动检测方法

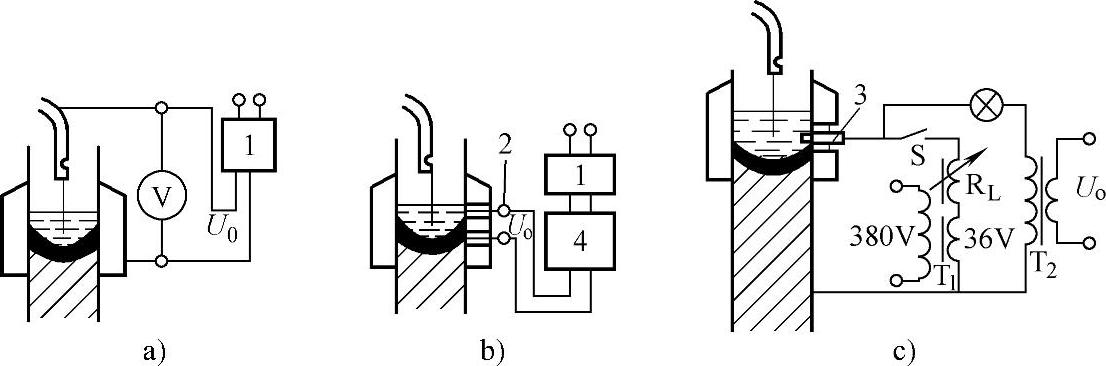
图5-125 电渣焊熔池液面高度自动检测方法
a)电压法 b)热电势法 c)探针法
1—升降电动机拖动控制电路 2—热电偶 3—探针 4—放大器
2)熔嘴电渣焊机。熔嘴电渣焊机主要用于大断面或变断面工件的焊接,它由焊丝给送机构、熔嘴夹持机构及控制箱等部分组成。熔嘴电渣焊机配用大功率的焊接电源,如BP1—3X3000型焊接变压器,也可将两台BP1—3×1000型焊接变压器并联使用,能同时为15根焊丝供电。
①送丝机构。送丝机构的外形如图5-126所示,主要由直流电动机、减速箱、焊丝给送装置和机架等组成。
直流电动机通过减速装置带动焊丝给送装置(见图5-127)的主动轮,焊丝在主动轮和压紧轮作用下自动送入熔嘴板的导向管内,送丝速度能在45~200m/h进行调节,并巨通过焊丝给送装置的机械调节,各根焊丝在焊接过程中,可分别或同时给送与停止。
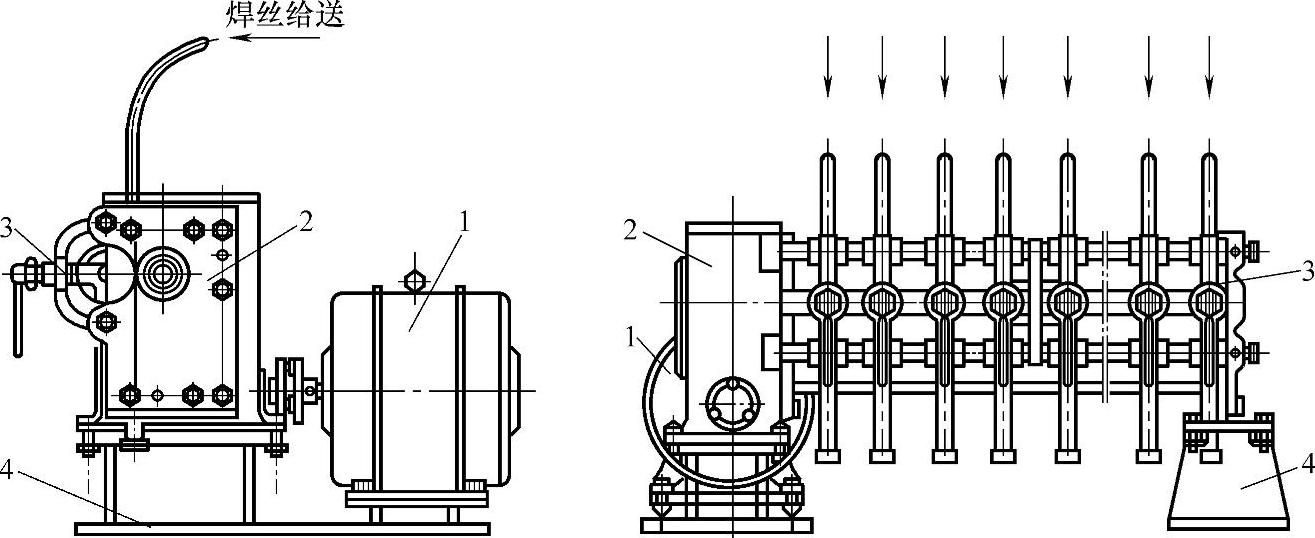
图5-126 送丝机构
1—直流电动机 2—减速箱 3—焊丝给送装置 4—机架
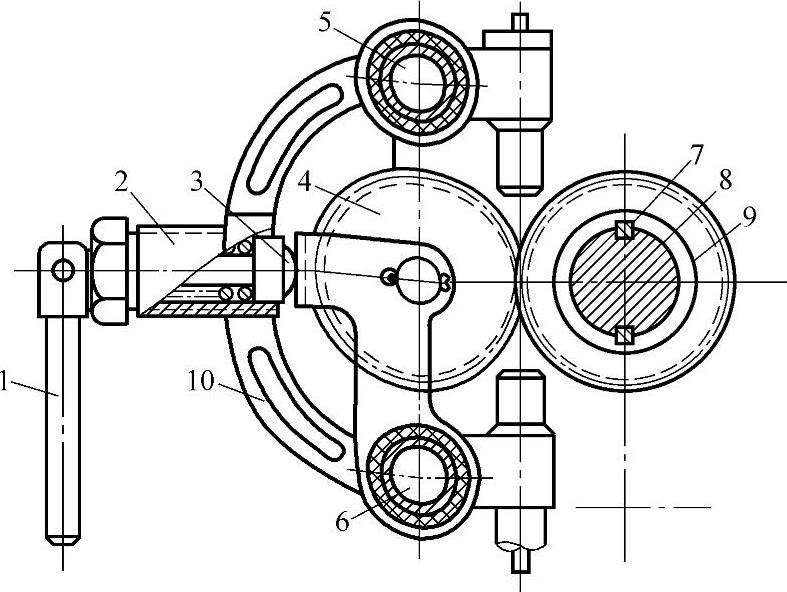
图5-127 焊丝给送装置
1—手柄 2—环形套 3—顶杆 4—压紧轮 5、6—压紧轮轴 7—滑键 8—主动轴 9—主动轮 10—弓形架
②熔嘴夹持机构。熔嘴夹持机构是保证熔嘴板在焊缝间隙内固定不动,装配和焊接时,可方便地随时调整熔嘴位置,以使它处于接缝中间及与工件绝缘。
③控制箱。焊机的控制电器元件均装在单独的控制箱内,在控制箱上装有控制台,对焊接过程实现自动操纵。
3)管状熔嘴电渣焊机。管状熔嘴电渣焊设备主要包括焊接电源、焊丝给送机构和电气控制部分等,通常利用埋弧自动焊设备。
焊接电源一般采用BX2—1000型焊接变压器。当单根焊丝焊接时,可采用MZ—1000型自动焊机给送焊丝,使焊丝经管状熔嘴进入渣池。当使用多根焊丝焊接时,也可利用多丝熔嘴电渣焊的焊丝给送机构。此外,根据送丝原理可制造简单的焊丝给送机构。
4.常用电渣焊机的型号及技术数据
常用电渣焊机的型号及技术数据见表5-175。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。