



1.等离子弧焊的基本方法
等离子弧焊可分为穿透型、熔透型和微束等离子弧焊三种。
(1)穿透(小孔)型等离子弧焊 电弧在熔池前穿透工件形成小孔,随着热源移动在小孔后形成焊道的方法称为穿透(小孔)型等离子弧焊,如图5-115a所示。它是利用等离子弧的能量密度大、挺直度好、等离子流量大的特点,将焊件熔透并产生一个贯穿焊件的小孔。被熔化的金属在电弧吹力、液体金属重力和表面张力相互作用下保持平衡。焊枪前进时,小孔在电弧后方锁闭,形成完全熔透的焊缝。
小孔效应只有在足够的能量密度条件下才能形成。当工件厚度增大时所需的能量密度也要增加,然而等离子弧能量密度是有限的,所以穿透型等离子弧焊只能在一定的板厚范围内实现。各种材料一次焊透的厚度见表5-155。
穿透型等离子弧焊最适宜焊接厚3~8mm的不锈钢、厚12mm以下的钛合金及铝合金、厚2~8mm的低碳钢或低合金钢,以及铜和铜合金、镍和镍合金的对接焊缝。
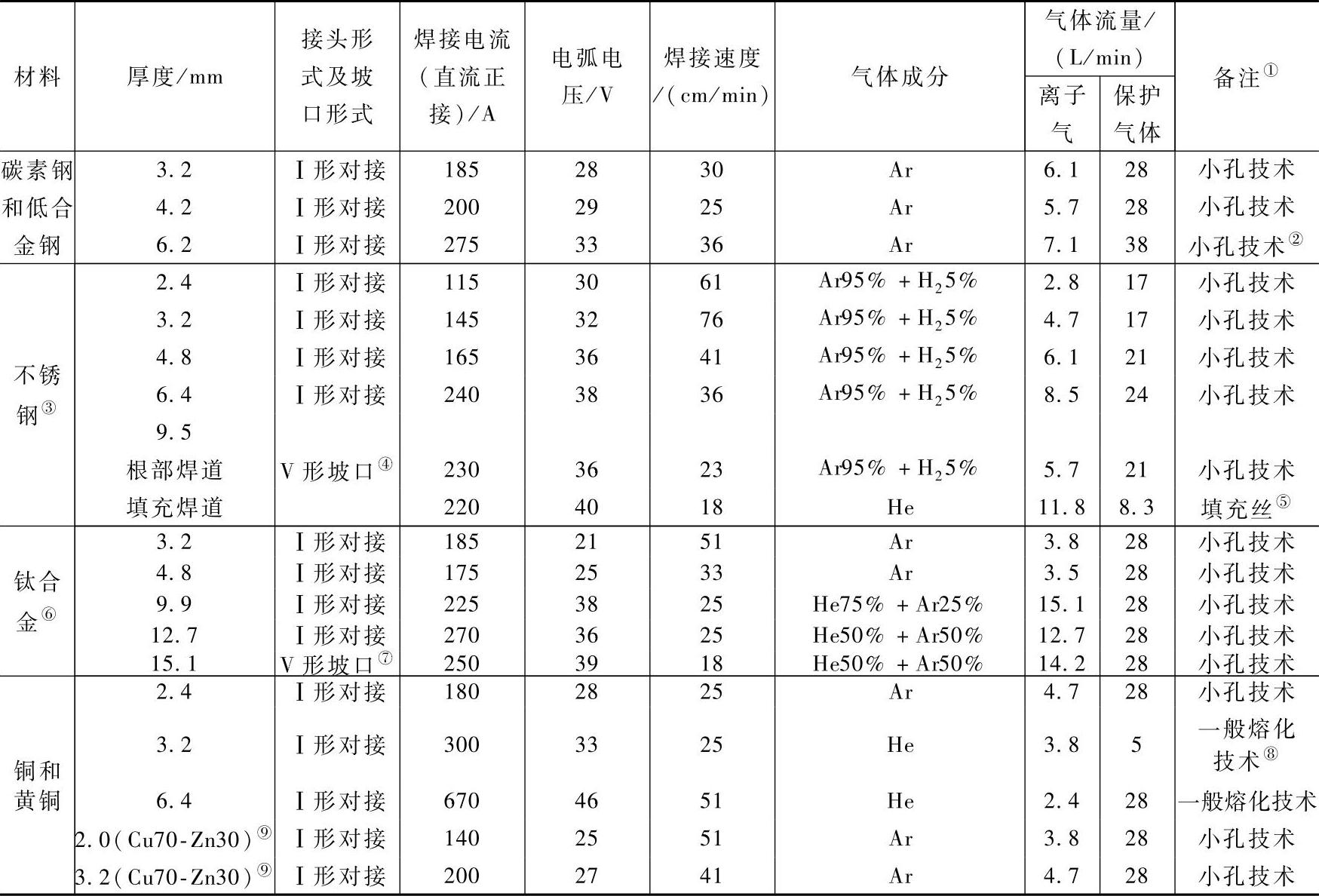
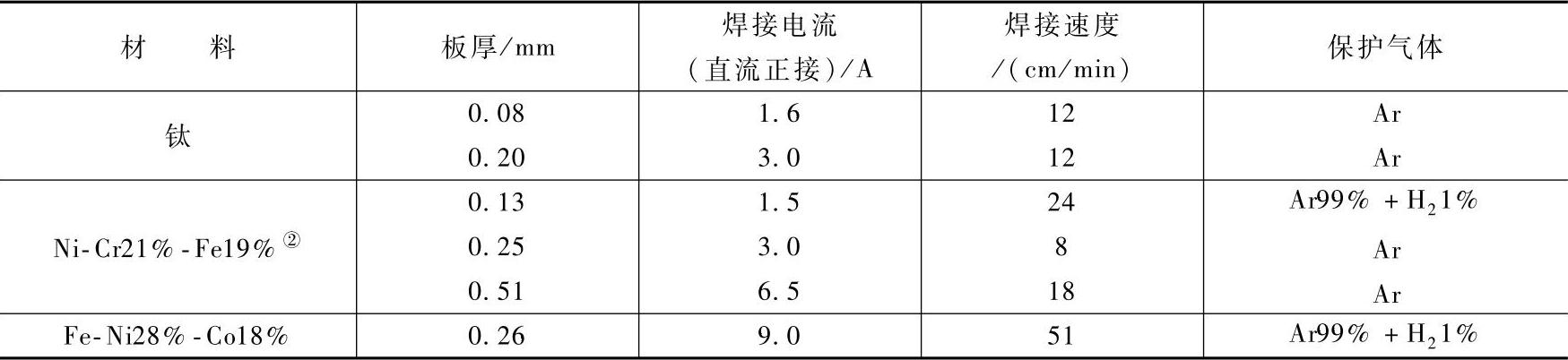
表5-162 大电流等离子弧焊用气体的选择
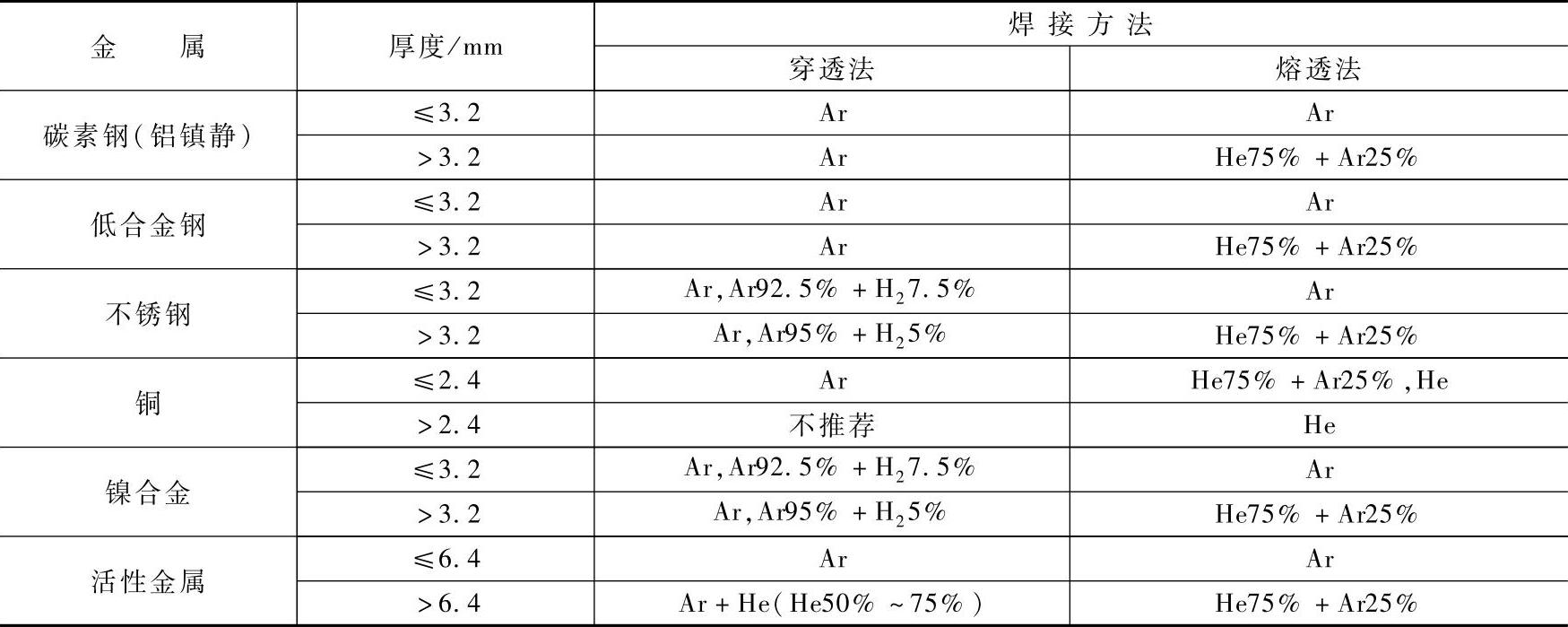
注:1.表中气体成分所占百分比均为体积分数。
2.气体选择是指等离子气体和保护气体两者。
3.由于底部焊道成形不良,大电流等离子弧焊技术只能用于铜锌合金焊接。
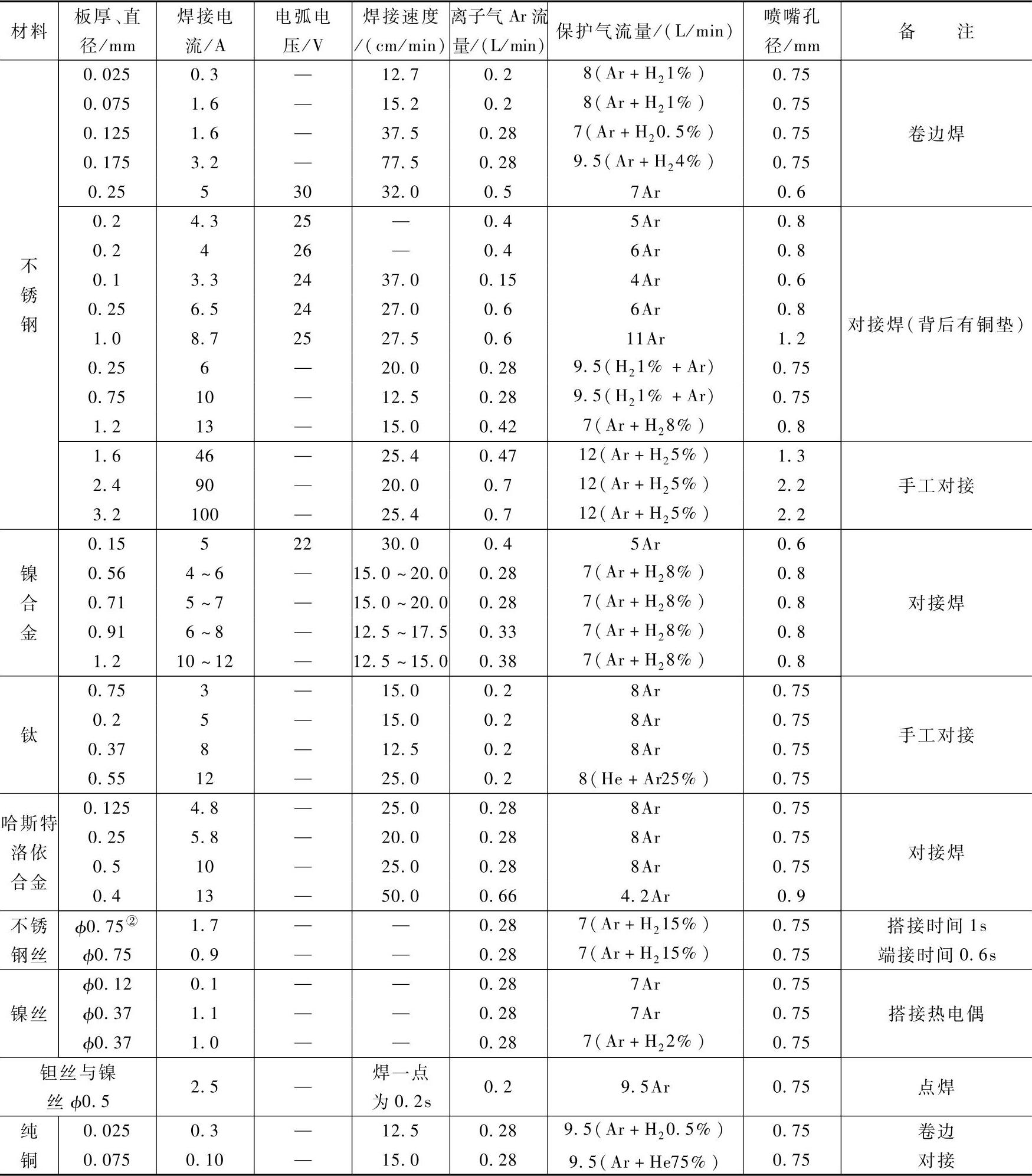
表5-163 小电流等离子弧焊用保护气体的选择
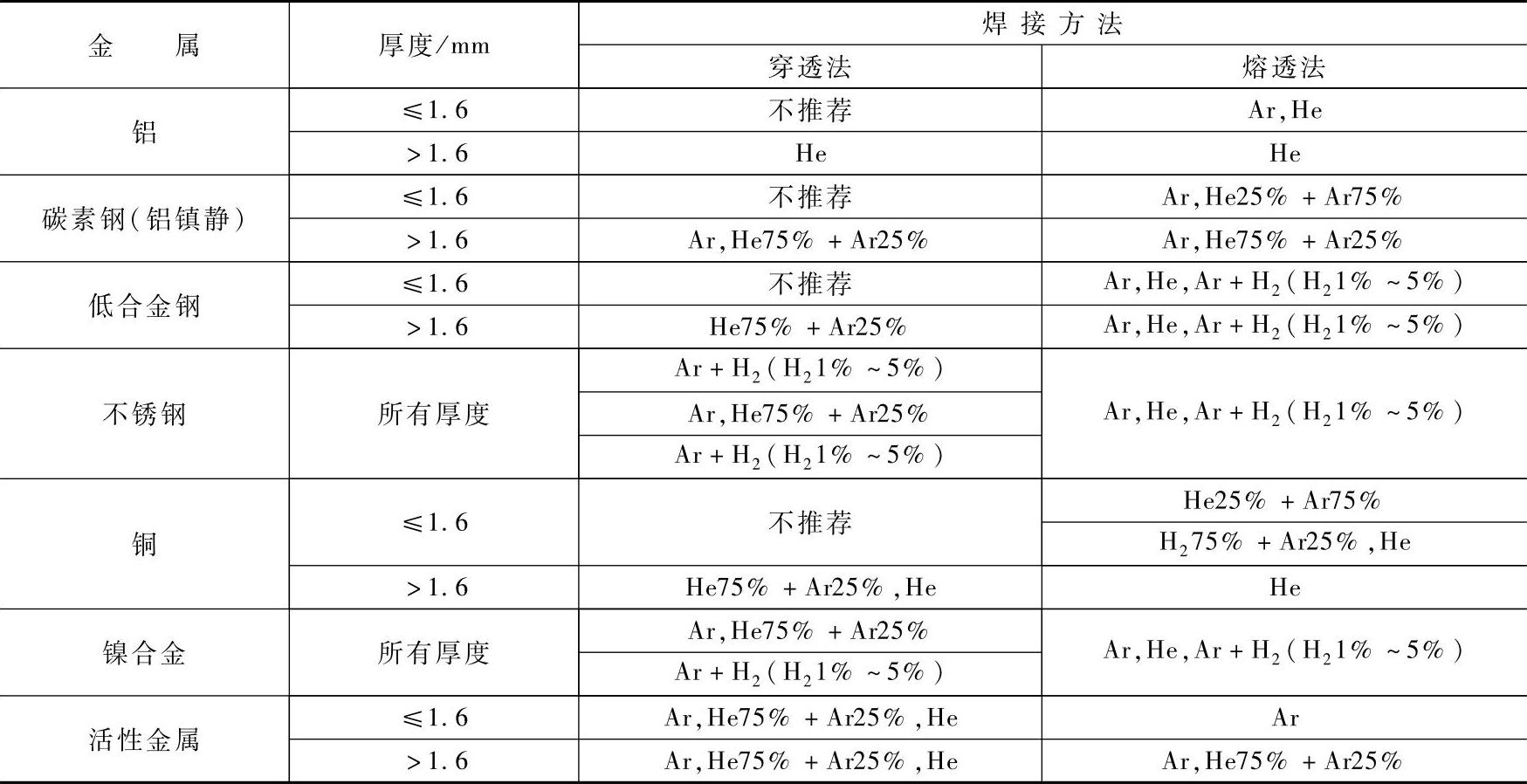
注:1.气体选择仅指保护气体,在所有情况下等离子气均为氩气。
2.表中气体成分所占百分比均指体积分数。
(2)熔透型等离子弧焊 在焊接过程中只熔透工件而不产生小孔效应的焊接方法称为熔透型等离子弧焊,简称熔透法。熔透型等离子弧焊是离子气流量较小、弧柱压缩程度较弱时的一种等离子弧焊。此种方法基本上与钨极氩弧焊相似,随着焊枪向前移动,熔池金属凝固成焊缝。它适用于板厚小于3mm的薄板I形坡口、不加衬垫单面焊双面成形,厚板开V形坡口多层焊。其优点是焊接速度比钨极氩弧焊快。
(3)微束等离子弧焊 利用小电流(通常在30A以下)进行焊接的等离子弧焊,通常称为微束等离子弧焊,又称为针状等离子弧焊,如图5-115b所示。它是采用ф0.6~ф1.2mm的小孔径压缩喷嘴及联合型弧,当焊接电流小于1A时,仍有较好的稳定性。微束等离子弧焊特别适合于薄板和细丝的焊接。焊接不锈钢时,最小厚度可以达到0.025mm。熔点和沸点低的金属和合金,如铅、锌等不适于等离子弧焊。
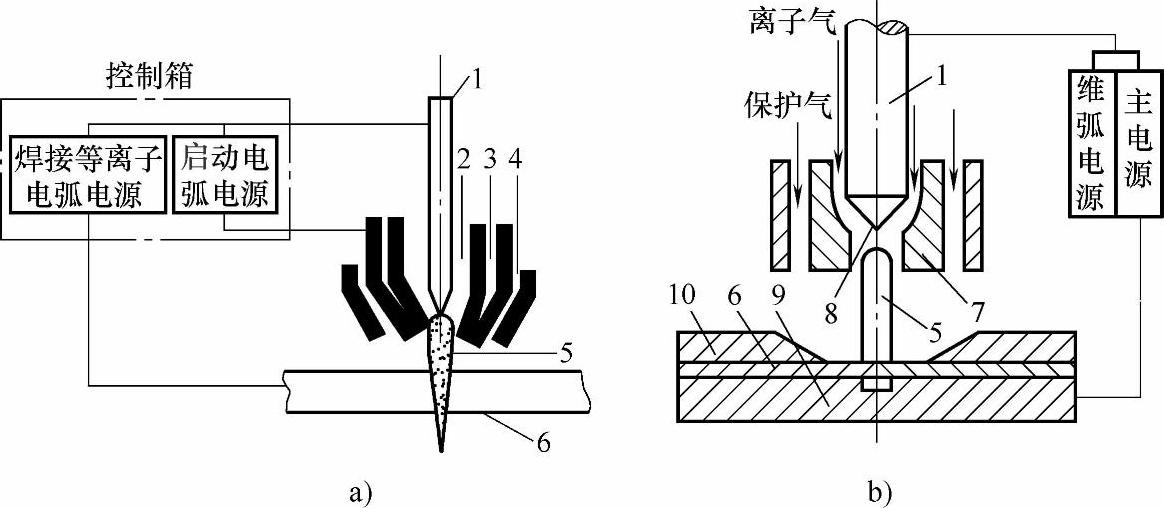
图5-115 等离子弧焊
a)穿透型等离子弧焊 b)微束等离子弧焊
1—电极 2—离子气 3—冷却水 4—保护气 5—等离子弧 6—焊件 7—喷嘴 8—维弧 9—垫板 10—压板
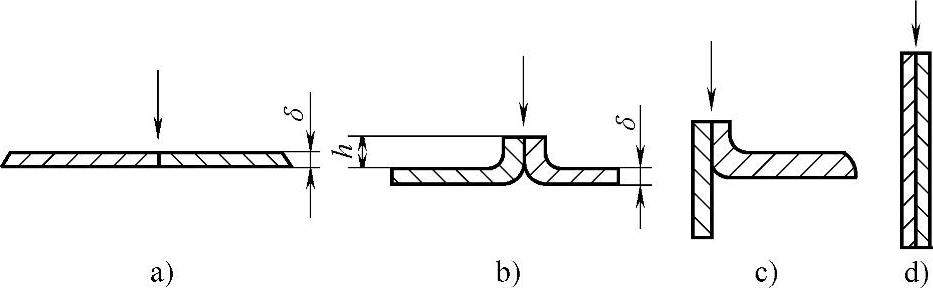
图5-116 等离子弧焊的薄板接头形式
a)Ⅰ形对接接头 b)卷边对接接头 c)卷边角接接头 d)端接接头
δ—板厚 h—卷边高度,h=(2~5)δ
2.等离子弧焊的焊前准备
(1)等离子弧焊的接头形式 等离子弧焊通常采用的接头形式有Ⅰ形、单面V形、U形坡口及双面V形和U形坡口。除对接接头外,等离子弧焊也适用于焊接角焊缝及T形接头。
1)当工件厚度为0.01~1.6mm时,通常采用微束等离子弧熔透法焊接,采用的接头形式有Ⅰ形对接、卷边对接或端接,如图5-116所示。
2)厚度大于1.6mm,但小于表5-155所列的各种工件材料的厚度时,采用Ⅰ形坡口、不加焊丝、不加衬垫,采用穿透型单面焊双面成形。
3)厚度较大的工件,可采用小角度V形坡口,钝边可达5mm的对接形式,第一道焊缝为穿透型法焊接,填充焊层采用熔透法完成。
(2)等离子弧焊的焊件清理 工件越薄、越小,清理越要仔细。如待焊处、焊丝等必须清理干净,以确保焊接质量。
(3)等离子弧焊的焊件装配 一般与钨极氩弧焊相似,但对于微束等离子弧焊接薄板时,则应满足以下要求:
1)微束(30A以下小电流)等离子弧焊的引弧处(即起焊处)坡口边缘必须紧密接触,间隙应小于工件厚度的10%,否则起焊处两侧金属熔化难以结合形成熔池,容易烧穿。如达不到间隙要求时,必须填加焊丝。
2)对于厚度<0.8mm的薄板对接接头装配要求见表5-164和图5-117。
表5-164 厚度小于0.8mm的薄板对接接头装配要求① (单位:mm)

①表中参数见图5-117。
②背面用Ar或He保护。
③板厚小于0.25mm的对接接头推荐采用卷边焊缝。

图5-117 厚度<0.8mm的薄板对接接头装配要求
3)厚度<0.8mm的薄板端面接头装配要求如图5-118所示。
3.等离子弧焊焊接参数的选择
(1)小孔型等离子弧焊焊接参数的选择
1)焊接电流。根据板厚和熔透要求确定焊接电流。焊接电流过小,难于形成小孔效应;焊接电流过大,会造成熔池金属坠落,难于形成合格焊缝,甚至出现双弧,烧坏喷嘴,破坏焊接过程。
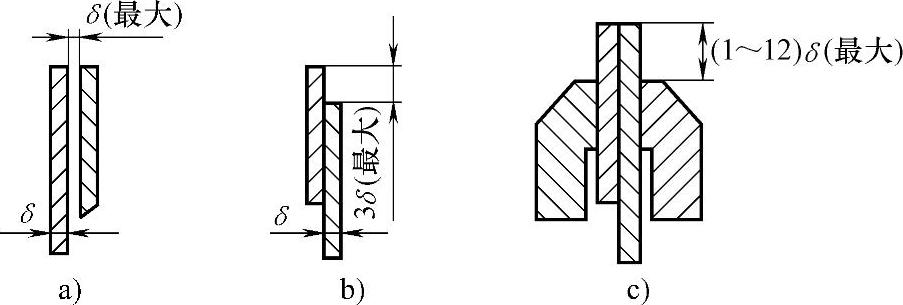
图5-118 厚度<0.8mm的薄板端面接头装配要求
a)间隙 b)错边 c)夹紧距离
2)焊接速度。焊接速度适当时,才能保证稳定的穿孔效应焊接。焊接速度过低会烧穿,而过高则会出现未焊透、气孔等缺陷。
3)离子气流量。离子气增大,离子流冲力增大,熔透能力加大。过大则会破坏焊缝成形,降低电弧稳定性。离子气流量不足,则形不成穿透小孔。只有适当的离子气流量,才有可能形成稳定的小孔效应。
4)保护气流量。保护气流量对保护效果和等离子弧的稳定性有影响,应与离子气流量匹配,一般在15~30L/min。保护气流量过大和过小都会影响和降低保护效果。
5)喷嘴高度。一般取3~5mm。高度过高,会降低熔透能力。高度过低,则喷嘴易被飞溅物粘污,破坏喷嘴正常工作。
(2)小孔型等离子弧焊各焊接参数的匹配
1)小孔型等离子弧焊焊接参数匹配关系如图5-119所示。
2)小孔型等离子弧焊的焊接参数见表5-165。
(3)熔透型和微束等离子弧焊焊接参数 焊接参数与小孔型类似,对于中、小电流熔透型等离子弧焊宜采用联合型等离子弧,由于非转移弧(维弧)的存在,使转移弧易于稳定。甚至1A以下仍能稳定燃烧。非转移弧(维弧)电流不宜过大,以免损坏喷嘴,一般以2~5A为宜。
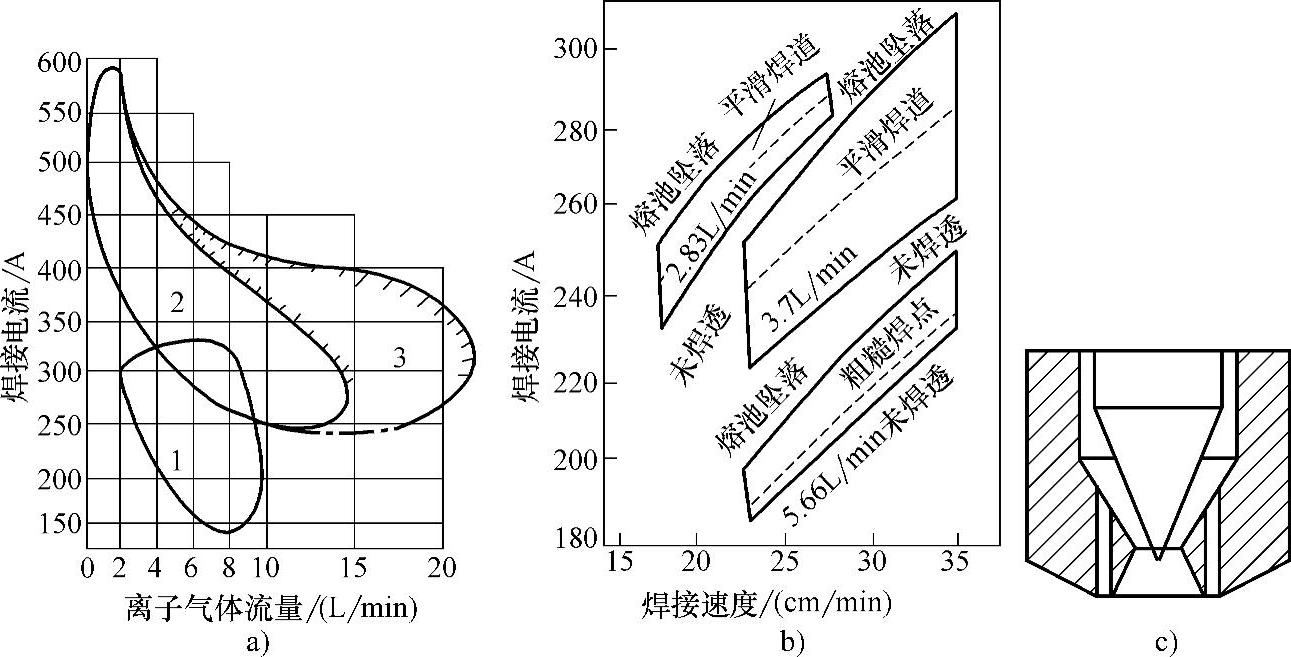
图5-119 小孔型等离子弧焊焊接参数匹配关系(https://www.xing528.com)
a)焊接电流-离子气流量匹配 b)焊接电流-焊接速度-离子气流量匹配 c)电极在收敛扩散型喷嘴中的相对位置
1—圆柱形喷嘴2—三孔形收敛扩散型喷嘴3—加填充金属可消除咬边的区域
表5-165 小孔型等离子弧焊的焊接参数
①碳钢和低合金钢焊接时喷嘴高度为1.2mm,焊接其他金属时为4.8mm,采用多孔喷嘴。
②预热到316℃,焊后加热至399℃,保温1h。
③焊缝背面须用保护气体保护。
④60°V形坡口,钝边高度4.8mm。
⑤直径1.1mm的填充金属丝,送丝速度152cm/min。
⑥要求采用保护焊缝背面的气体保护装置和带后拖的气体保护装置。
⑦30°V形坡口,钝边高度9.5mm。
⑧采用一般常用的熔化技术和石墨支撑衬垫。
⑨此处Cu、Zn含量为质量分数(%)。
1)熔透型等离子弧焊的焊接参数见表5-166。
表5-166 熔透型等离子弧焊的焊接参数
①含量均指气体的体积分数(%)。
2)薄板端接接头微束等离子弧焊焊接参数见表5-167。
表5-167 薄板端接接头微束等离子弧焊焊接参数

(续)
注:1.离子气流量为0.24L/min,纯Ar,喷嘴直径为0.80mm。
2.保护气体流量为10L/min。
①气体含量为体积分数(%)。
②化学成分含量为质量分数(%)。
4.等离子弧焊的操作要点
(1)焊前准备 手工焊时,头戴头盔式面罩,右手持焊枪,左手拿焊丝。
1)检查焊机气路并打开气路,检查水路系统并接通电源上的电源开关。
2)检查电极和喷嘴的同轴度。接通高频振荡器回路,高频火花应在电极与喷嘴之间均匀分布巨达80%以上。
(2)引弧
1)接通电源后提前送气至焊枪,接通高频回路,建立非转移弧。
2)焊枪对准工件达适当的高度,建立起转移弧,形成主弧电流,进行等离子弧焊接,随即非转移弧回路、高频回路自动断开,维弧电流被切断。另一种方法是,电极与喷嘴接触。当焊接电源、气路、水路都进入开机状态时,按下操作按钮,加上维弧回路空载电压,使电极与喷嘴短路,然后回抽向上,在电极与喷嘴之间产生电弧,形成非转移电弧。焊枪对准工件,等离子弧形成(转移弧),引弧过程结束,维弧回路自动切断,进入施焊阶段。
3)小孔等离子弧焊的引弧,板厚小于3mm的纵缝和环缝,可直接在工件上引弧,工件厚度较大的纵缝可采用引弧板引弧。但由于环缝不便加引弧板必须在工件上引弧,因此,应采用焊接电流和离子气递增的方法,完成引弧建立小孔的过程。厚板环缝小孔型焊接电流及离子气流量递增的斜率控制曲线如图5-120所示。
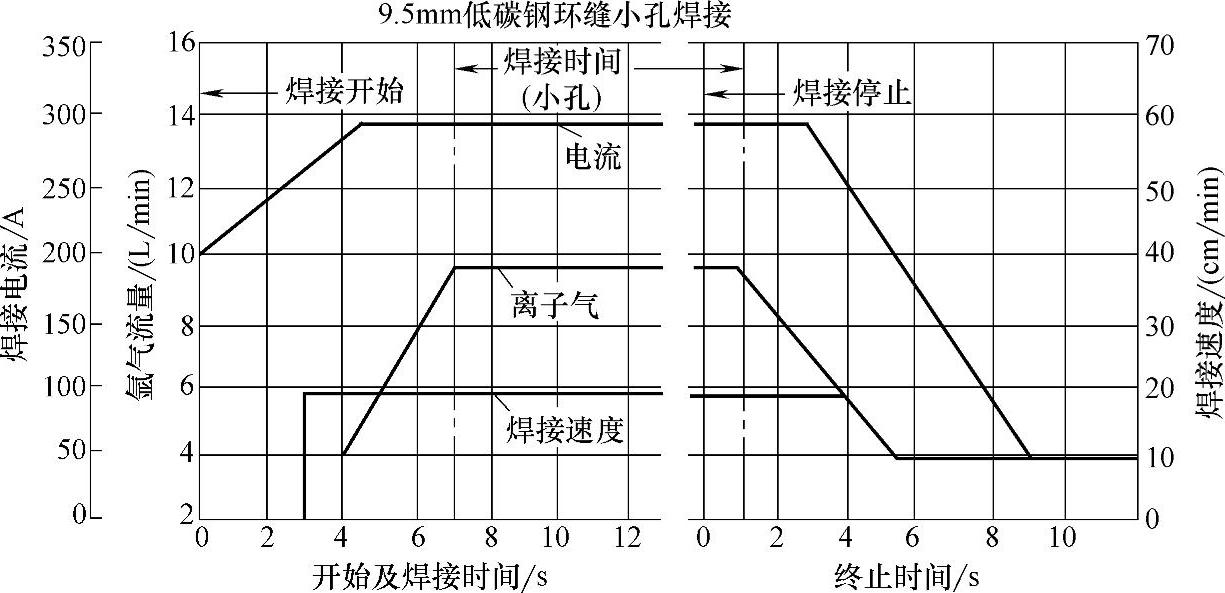
图5-120 厚板环缝小孔型焊接电流及离子气流量斜率控制曲线
(3)焊接 操作方法与钨极氩弧焊相同。
(4)收弧 采用熔透法焊,收弧可在工件上进行,但要求焊机具有离子气流量和焊接电流递减功能,避免产生弧坑等缺陷。如收弧处可能会产生弧坑,应适当添加与工件相匹配的焊丝来填满弧坑。采用穿透法焊收尾时,纵缝厚板应在引出板上收弧,环缝只能在工件上收弧,但要采取焊接电流和离子气流量递减的方法来解决小孔问题。厚板环缝小孔型焊接电流及离子气流量递减的斜率控制曲线如图5-120所示。
5.不同位置的等离子弧焊操作要点
对接焊操作焊炬与焊接方向的夹角为70°~80°,焊枪与两侧平面各为90°的夹角,采用左焊法。如自动焊焊枪与工件可成90°的夹角。等离子弧焊各种位置的操作技术与钨极氩弧焊相似。
操作应注意在引弧后,等离子弧加热工件达到一定的熔深时,较高压力的等离子气流从熔池反面流出,把熔池内的液体金属推向熔池的后方,形成隆起的金属壁,从而破坏焊缝成形,使熔池金属严重氧化,甚至产生气孔,这就是引弧时的翻弧现象。为了避免这种现象,在焊接刚开始时,选用较小的焊接电流和较小的离子气流,使焊缝的熔深逐渐增加,等到焊缝焊到一定的长度后再增加焊接电流并达到一定的工艺定值,同时工件或焊枪暂停移动,增加离子气流量达到规定值。此时工件温度较高,受到等离子弧热量和等离子流力的作用,便很快形成穿透型小孔,一旦小孔形成,工件移动(或焊枪移动)进入正常焊接过程。为防止翻弧,可先在起焊部位钻一个ф2mm的小孔。
6.双弧现象及其预防措施
燃烧在钨极和工件之间的转移弧称为主弧,燃烧在钨极、喷嘴、工件之间的串联旁弧称为副弧。主弧和副弧同时存在时称双弧现象,如图5-121所示。双弧现象使主弧电流降低,喷嘴过热,导致正常的焊接或切割过程被破坏,严重时将会导致喷嘴烧毁。
(1)形成双弧现象的原因
1)喷嘴结构参数对双弧形成有着决定性作用。喷嘴孔径d减小、孔道长度l或内缩lg增大时,都容易形成双弧。
2)喷嘴结构确定后,电流增大,会导致双弧的形成。
3)钨极和喷嘴不同轴常常是导致双弧形成的主要因素。
4)喷嘴冷却不良、表面有氧化物等,也是导致双弧的原因。
(2)防止发生双弧现象的措施
1)采用陡降外特性电源可以获得较大的、不发生双弧的等离子弧电流。
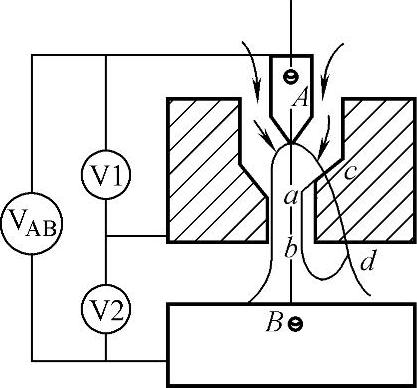
图5-121 双弧现象
2)正确选择电流及离子气流量。减少转弧时的冲击电流。
3)喷嘴孔道不要太长。电极和喷嘴应尽可能对中。喷嘴至焊件的距离不要太近。
4)采用切向进气的焊炬可防止产生双弧。电极内缩量不要太大。加强对喷嘴和电极的冷却。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。