



1.等离子弧的形成
等离子弧是自由电弧压缩而成的,具有很高的能量密度、温度及电弧力。等离子弧是通过下列三种压缩作用获得的。
(1)机械压缩 电弧通过水冷喷嘴的通道时,弧柱直径(原为自由电弧)受到孔道的限制,大大提高了弧柱的能量密度及温度,称为机械压缩。
(2)热压缩 喷嘴中的冷却水使喷嘴内壁附近形成一层冷气膜,迫使弧柱的导电截面进一步缩小,电流弧柱的能量密度及温度进一步增大,这就是所谓的热收缩,或称热压缩。
(3)磁压缩 由弧柱电流本身产生的磁场,对弧柱产生压缩作用,这种作用称为磁压缩效应。实践及试验证明,电流密度越大,磁压缩作用越强。
电弧经过水冷喷嘴孔道时,受到以上“三种压缩”的作用,弧柱截面减小,电流密度增大,弧内电离度提高,便形成为等离子弧。
2.等离子弧的类型
按电源供电方式不同,分为非转移型弧、转移型弧和联合型等离子弧。
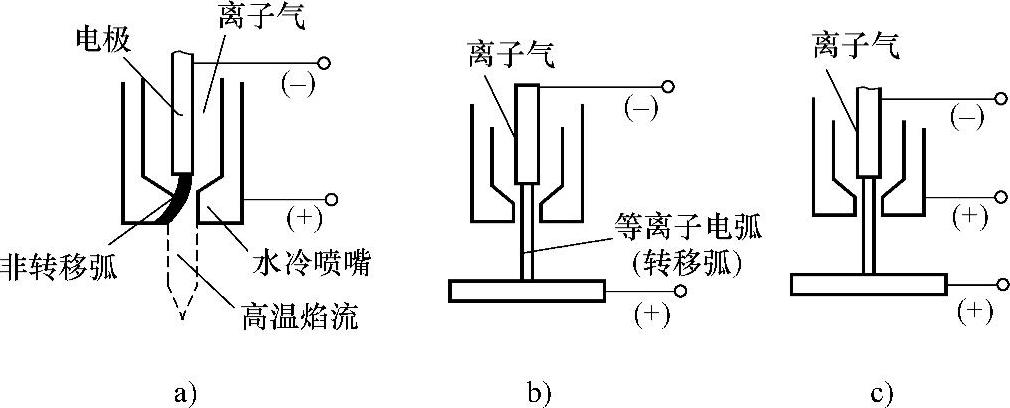
(1)非转移型等离子弧 如图5-105a所示,电源负极端接电极(钨极),电源正极端接喷嘴,等离子弧在钨极和喷嘴之间燃烧,在离子气流压送下,弧焰从喷嘴高速喷出,形成等离子焰。等离子焰向工件传送热量,同时为形成转移弧创造条件。这种形式的等离子弧可用来对金属材料焊接,也可用来对非金属材料的焊接。
(2)转移型等离子弧 如图5-105b所示,电源负极端接电极(钨极),电源正极端接工件,等离子弧在钨极与工件之间燃烧。它可以直接将大量的热量传到工件上,这种类型的等离子弧称为转移型等离子弧。但是转移弧难以直接形成,必须先引燃非转移弧,然后才能过渡到转移弧,一旦形成转移弧时非转移弧就立即自行熄灭。转移型离子弧在金属焊接中应用较广泛,对较厚的工件进行等离子弧焊接时,一般采用转移型弧。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-105 等离子弧的类型
a)非转移型等离子弧 b)转移型等离子弧 c)联合型等离子弧
(3)联合型等离子弧 如图5-105c所示,在焊接过程中既存在非转移弧,也存在转移弧,称为联合型等离子弧。它的特点是电弧稳定性好,主要应用于微束等离子弧焊和粉末堆焊。
3.等离子弧的特点
(1)温度高 等离子弧柱的截面积很小,一般小于3mm2,弧柱中心温度高达18000~24000℃,而自由状态的钨极氩弧弧柱中心温度为14000~18000℃。
(2)能量非常集中 等离子弧的能量密度可达105~106W/cm2时,而氩弧的能量密度则小于105W/cm2。
(3)导电及导热性好 等离子弧的弧柱内,带电粒子常处于加速的电场中,具有高导电及导热性。能在较小的断面内通过较大的电流,传导较多的热量。
(4)电弧挺直度好 由于等离子弧电离度极高,放电过程稳定,弧柱成圆柱形,挺直度相当好。等离子弧的发散角为5°,而自由状态的钨极氩弧为45°,因此当弧长增加或减小时,工件加热面积的变化程度比钨极氩弧小8~10偌。
(5)具有很强的冲刷力 等离子弧在上述三种压缩效应的作用下从喷嘴喷出的速度可高达300m/s以上,因此具有很强的冲刷力。
(6)焊接参数调节性好 等离子弧的温度、电流、弧长、弧柱直径、冲击力等参数,均可根据需要进行调节,例如,调节成柔性弧,以减少冲击力。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。