



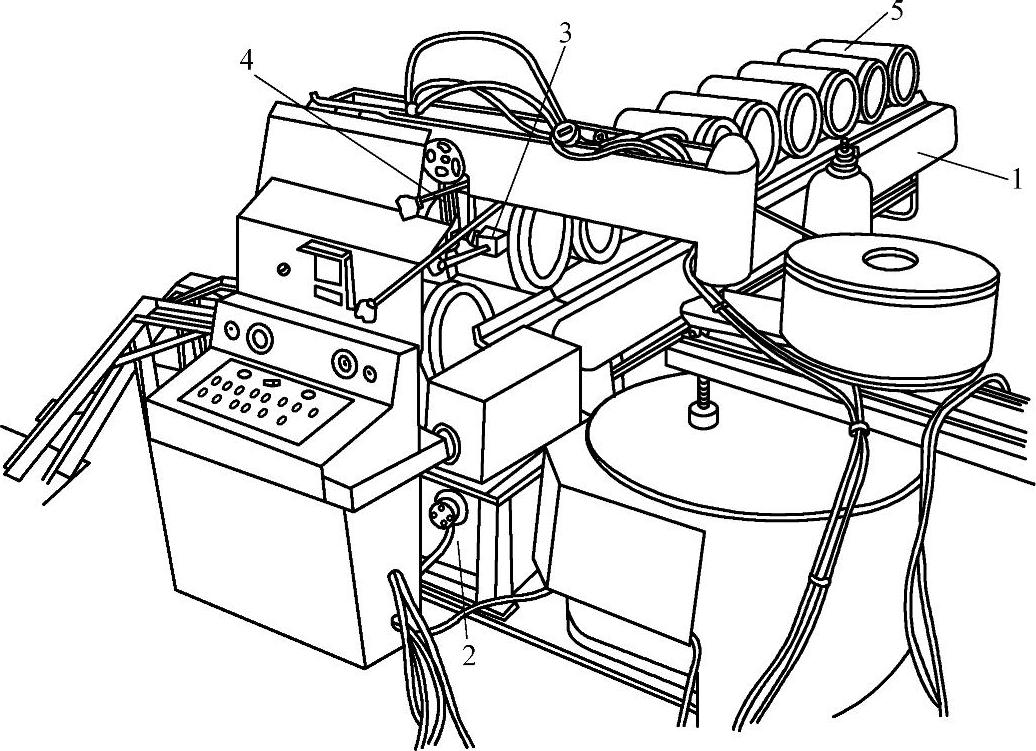
图5-101 水套自动焊的工艺装备
1—传送带 2—转台 3—焊枪调整机构 4—焊枪 5—水套
CO2电弧点焊是利用在CO2气体保护中燃烧的电弧来熔化两块相互重叠的金属板材,而在厚度方向上形成焊点。由于焊接过程中焊枪不移动,焊丝熔化时,在上板的表面形成的焊点与铆钉头的形状相似(见图5-102),故CO2电弧点焊又称CO2电铆焊。有时,CO2电弧点焊也用来焊接金属构件相互紧挨的侧面,在长度方向上形成断续的焊点。
1.CO2电弧点焊的特点及应用
与电阻点焊相比,CO2电弧点焊有以下优点:
1)不需要特殊加压装置,焊接设备简单,对电源功率要求较小。
2)不受焊接场所和操作位置的限制,操作灵活、方便。
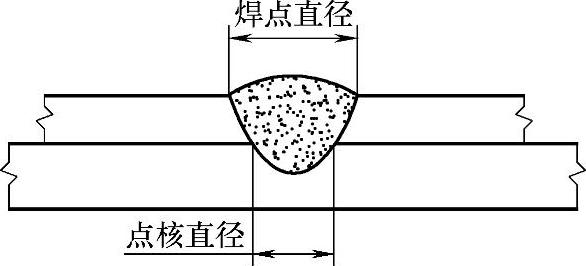
图5-102 CO2电弧点焊焊点形状
3)不受焊点距离及板厚的限制,有较强的适应性。
4)抗锈能力较强,对工件表面质量要求不高。
5)焊点尺寸易控制,焊接质量好,焊点强度较高。
CO2电弧点焊主要用来焊接低碳钢、低合金钢的薄板和框架结构,如车辆的外壳、桁架结构及箱体等。在汽车制造,农业及化工机械制造、造船工业中有着较广泛的应用。
2.CO2电弧点焊设备
CO2电弧点焊送丝机构、焊接电源与普通的CO2气体保护焊机大体类似,其不同之处有以下几点:
1)电源的空载电压应选择高一些,一般为70V左右,以保证在焊接过程中,频繁的引弧能够稳定可靠地进行。
2)要求焊接设备能准确控制电弧的点焊时间及一定的焊丝回烧时间。(https://www.xing528.com)
3)CO2电弧点焊焊枪上应安装一支撑喷嘴(见图5-103),其端面形状与焊件表面的形状相符,以便在焊接时能将焊枪垂直压紧在焊件表面上,保证焊点成形质量。
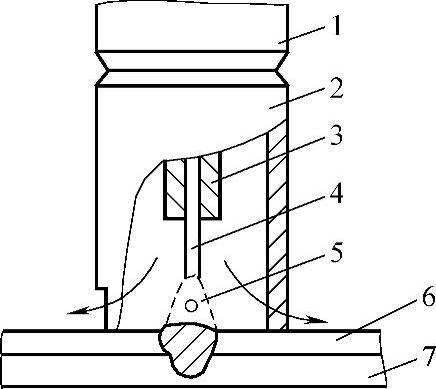
图5-103 CO2电弧点焊焊枪的支撑喷嘴
1—焊枪 2—支撑喷嘴 3—导电嘴 4—焊丝 5—焊接电弧 6—上板 7—下板
普通的CO2焊设备经适当改装后可用做CO2点焊设备。
3.CO2电弧点焊工艺
(1)接头形式 CO2电弧点焊的常见接头形式如图5-104所示。
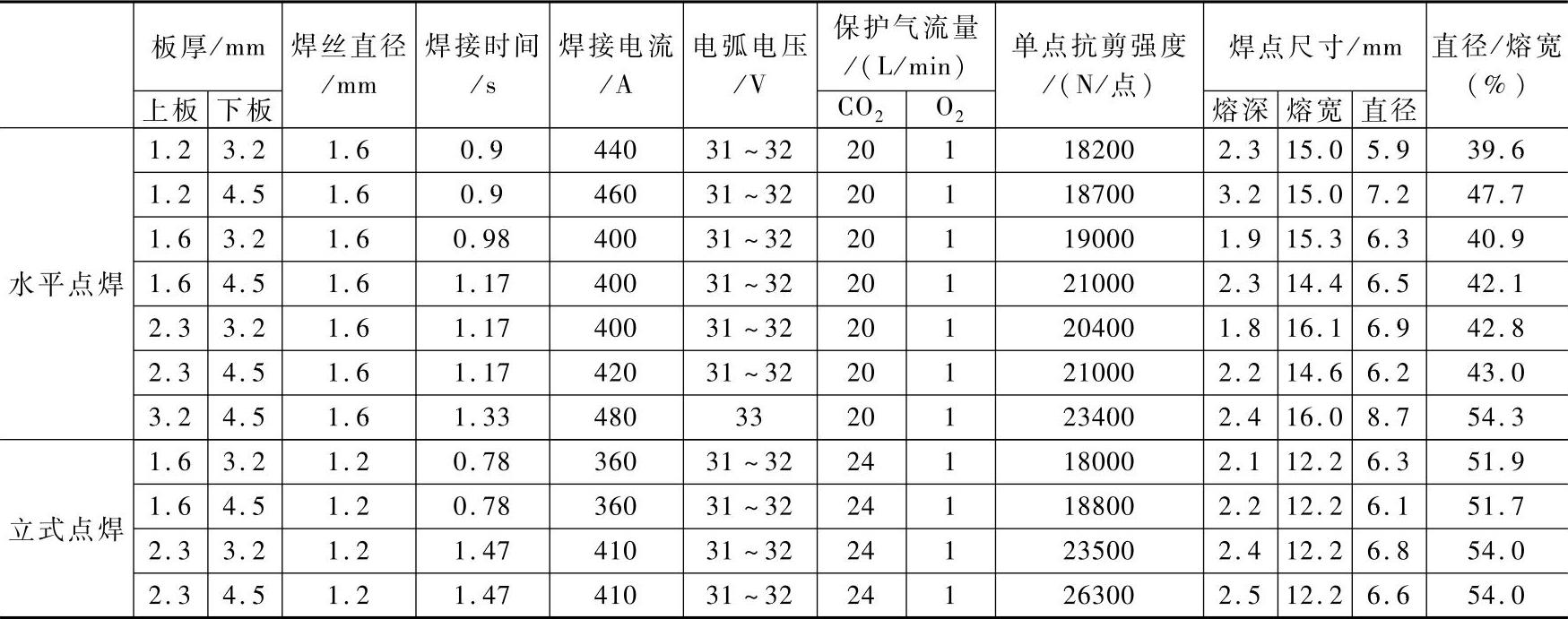
(2)焊接参数 CO2电弧点焊的焊接参数主要有焊丝直径、焊接电流、电弧电压及点焊时间。焊接电流及电弧电压的选择与一般CO2焊大致相同,一般应根据板厚、接头形式及焊接位置进行选择,板厚越大,选择的焊丝直径、电流及点焊时间也应越大。进行仰位的点焊时应尽量采用大电流、低电压、短时间及大的气体流量,以防止熔池金属坠落。进行垂直位置的点焊时,焊接时间要比仰焊时更短。表5-153给出了典型CO2电弧点焊焊接参数。
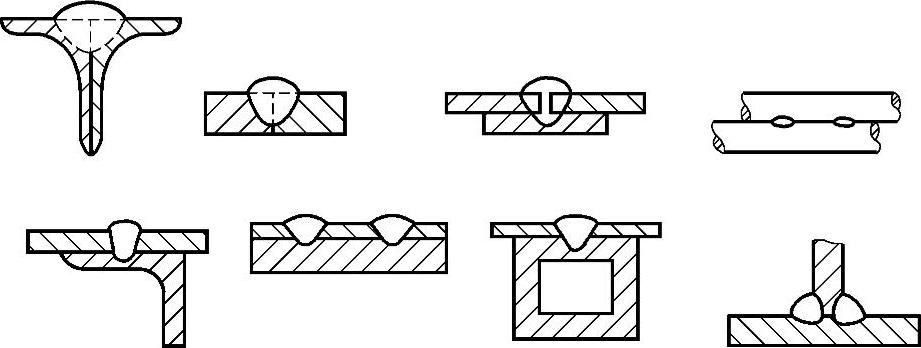
图5-104 CO2电弧点焊的接头形式
表5-153 低碳钢CO2电弧点焊工艺参数
(3)点焊过程 CO2电弧点焊的焊接过程是:提前送气→通电、送丝→点焊计时→停止送丝→焊丝回烧→断电→滞后停气。点焊时,以上过程均是自动进行的。其中,最重要的是要准确控制点焊时间和回烧时间,点焊时间的长短直接影响焊点的熔深和焊点的直径;焊丝回烧是为了防止焊丝与焊点粘在一起,回烧时间过长,会使焊丝末端的熔滴尺寸迅速增大,相当于增大了焊丝的直径,从而使再次引弧困难,并引起大颗粒飞溅。回烧时间一般应控制在0.1s以内。
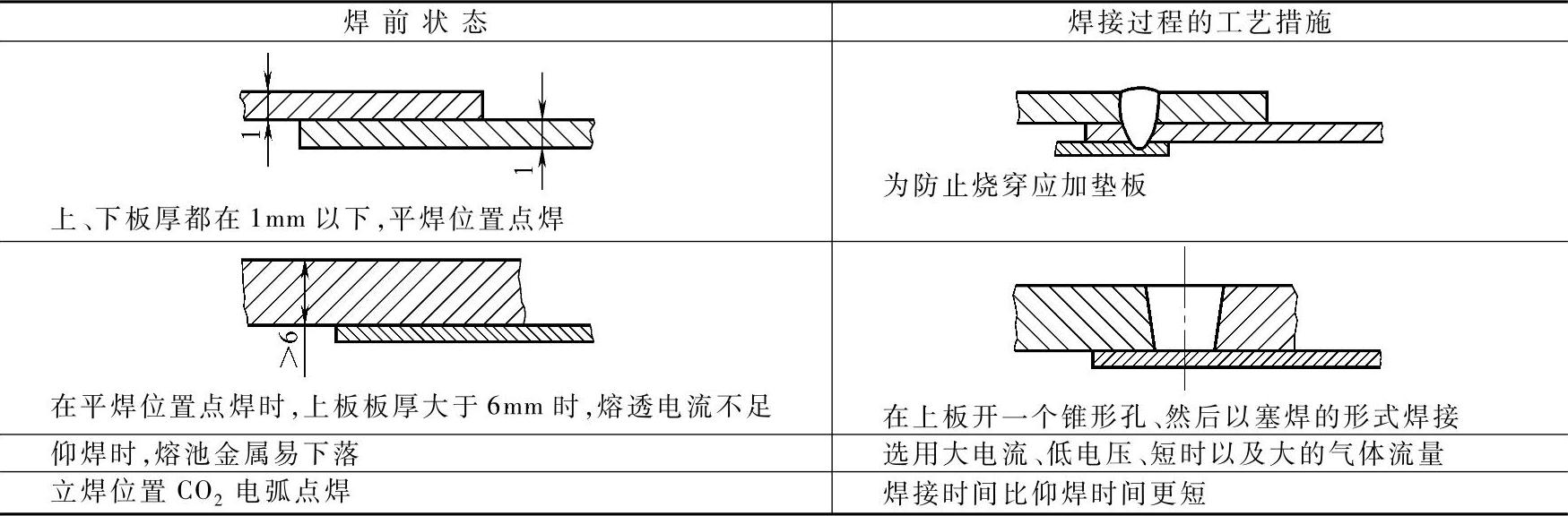
(4)焊接工艺要点 CO2电弧点焊的焊接工艺要点见表5-154。
表5-154 CO2电弧点焊的焊接工艺要点
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。